в нижней части стойка шаровых емкостей крепится
В нижней части стойка шаровых емкостей крепится
§ 2 Горизонтальные цилиндрические резервуары. Шаровые и каплевидные резервуары.
Горизонтальные цилиндрические резервуары
Горизонтальные резервуары изготавливают объемом до 200 м 3 из нормализованных или стандартных элементов. Наиболее рационально отношение длины к диаметру L/D = 6.
Горизонтальные цилиндрические резервуары выполняют с плоскими, тарельчатыми, полушаровыми и эллиптическими днищами.
Плоские и тарельчатые днища применяют при давлении в резервуаре до 0,04 МПа, при более высоком давлении устанавливают полушаровые или эллиптические днища.
Горизонтальные резервуары устанавливают на двух опорах. Однако крупные резервуары устанавливают на трех, четырех или даже пяти опорах.
Угол обхвата аппарата опорой не мене 120°.
На аппаратах, подверженных значительным температурным колебаниям, одну опору делают жестко закрепленной, а другие – подвижными, установленными на ролики.
Обогревают горизонтальные резервуары с помощью вставных U-образных элементов.
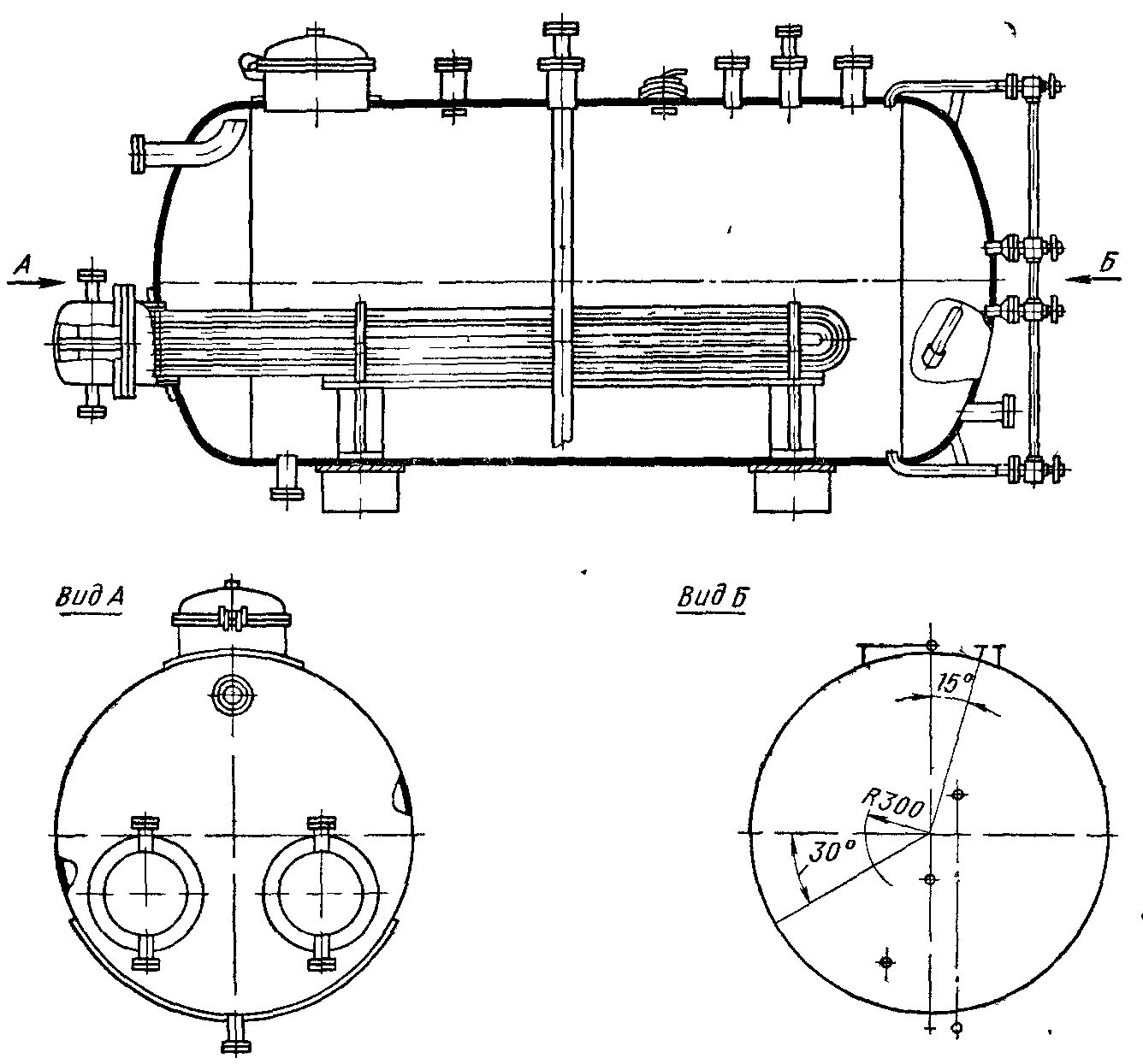

Каплевидные резервуары по форме напоминают каплю жидкости, лежащую на несмачиваемой поверхности. Их также изготовляют сваркой из штампованных элементов 2 разной формы. Применяют для хранения легколетучих жидкостей. Благодаря такой форме напряжения в любой точке поверхности одинаковые. Это дает экономию материалов. Опорой у каплевидных резервуаров служит плоское днище 1 и нижнее опорное кольцо 5 или экваториальные стойки. На рисунке показан каплевидный резервуар объемом 6000 м 3 на условное давление 0,2 МПа, снабженный опорным кольцом.

Прямоугольные резервуары наиболее просты в изготовлении и позволяют наилучшим образом использовать площадь помещения, в котором они установлены, однако расход металла на единицу объема у них в 3 – 4 раза больше, чем у цилиндрических вследствие значительных изгибающих напряжений, возникающих в плоских стенках. Поэтому прямоугольные резервуары большой емкости применять нецелесообразно.
Прямоугольные резервуары используют для хранения небольших объемов жидкости, а также в качестве корпусов погружных холодильников, кожухов сушилок и для других вспомогательных целей.
Большая Энциклопедия Нефти и Газа
Монтаж шаровых резервуаров ведут при помощи кранов. [2]
Монтаж шарового резервуара начинают с установки на бетонном основании опорного кольца. Кольцо выверяют по нивелиру и отвесам и подливают бетоном. После схватывания бетона производят установку нижнего дна. Если нижнее дно имеет меньший диаметр, чем опорное кольцо, то устанавливают временные опоры, которые после окончания сборки нижнего пояса и его соединения с днищем убираются. [3]
Монтаж шаровых резервуаров обычно ведется методом снизу вверх ( иногда сверху вниз) при помощи кранов с поворотной укосиной, самоходных и портальных кранов. Порядок монтажа следующий: возведение фундамента и установка опор; монтаж центральной части днища на стеллаже между опорами и поясов нижней чаши ( до экваториальных включительно) из укрупненных секций на клиновых приспособлениях; выверка смонтированной части резервуара и ее сварка ( кольцевые швы заваривают после примыкающих меридиональных); сборка поясов купола с верхним дном, выверка их и сварка. [4]
Монтаж шаровых резервуаров ведут при помощи кранов. Порядок монтажа следующий: возводят фундамент и устанавливают опоры, монтируют центральную часть днища и сваривают его, затем собирают пояса купола с верхним дном, выверяют их и сваривают. Шаровые резервуары испытывают в соответствии с правилами Госгортехнадзора. [6]
Монтаж шаровых резервуаров сложен и требует квалифицированного исполнения. Технология монтажа резервуара определяется в зависимости от его диаметра ( от 9 до 33 м), толщины стенок ( до 36 мм), конструкции опоры, характера и размеров заготовок, поставляемых заводом-изготовителем, а также наличия монтажно-сборочной оснастки. Основными элементами заготовки резервуаров являются лепестки. Их изготовляют горячей штамповкой, холодной штамповкой под мощными прессами, а также, холодной прокаткой на вальцах. У поступающих на монтажный участок заготовок должна быть маркировка, по которой в соответствии с чертежом производят сборку. [7]
Монтаж шаровых резервуаров постепенным наращиванием из отдельных лепестков и укрупненных скорлуп непосредственно на фундаменте производят в направлении от экваториального пояса к полюсам. При этом используют самоходные краны, подающие заготовки снаружи резервуара или деррик-краны, которые размещают на все время монтажа по оси резервуара и демонтируют только перед установкой полюсных шапок. Первыми монтируют те лепестки или секции из двух-трех лепестков, которые опираются на стойки. Установленные на опору лепесток или секцию лепестков закрепляют в проектном положении расчалками, скобами и временными стойками. Все последующие блоки этого же пояса поднимают, стыкуют и удерживают также до замыкания всего пояса. Поднимаемые блоки снабжают кронштейнами для настила на них подмостей по наружной и внутренней поверхностям резервуара. [8]
Монтаж шаровых резервуаров постепенным наращиванием из отдельных лепестков и укрупненных скорлуп непосредственно на фундаменте производят от экваториального пояса к полюсам. При этом используют самоходные краны, подающие заготовки снаружи резервуара, или деррик-краны, которые размещают на все время монтажа по оси резервуара и демонтируют только перед установкой полюсных шапок. Первыми монтируют те лепестки или секции из двух-трех лепестков, которые опираются на стойки. Установленные на опору лепесток или секцию лепестков закрепляют в проектном положении расчалками, скобами и временными стойками. [10]
Монтаж шаровых резервуаров постепенным наращиванием из отдельных лепестков и укрупненных скорлуп непосредственно на фундаменте производят от экваториального пояса к полюсам. [12]
Монтаж шаровых резервуаров методом постепенного наращивания из отдельных лепестков и укрупненных скорлуп непосредственно на фундаменте производят от экваториального пояса к полюсам. При этом используются самоходные краны, подающие заготовки снаружи резервуара, или деррик-краны, которые устанавливаются на все время монтажа по оси резервуара и демонтируются только перед установкой полюсных шапок. [14]
Предназначение шаровых резервуаров
Что такое шаровые резервуары
Колбы шарового типа сами по себе представляют емкости, в которых можно весьма аккуратно и плодотворно сохранять продукты переработки нефти и различные виды газов. Также специалисты отмечают, что такие виды резервуаров больше всего подходят для сохранения различных горючих продуктов. Если сравнивать их с цилиндрическими, то в данном случае наш вариант многим чем превосходит своего непосредственного конкурента. В первую очередь положительные стороны для заказчика отображаются в немалой экономии средств. Это основывается тем, что требуется меньше расходов на металл и другое сырье, с помощью которого и происходит изготовление.
Резервуары, которые имеют форму сферы, содержат в своем основании лишь одну стену, поэтому, такое изделие можно легко использовать в качестве емкости для хранения продуктов, которые могут легко испаряться. Что же касается тех резервуаров, которые в своем составе имеют две стены, то они необходимы для хранения различных видов газа.
Особенности шаровых резервуаров
Основой любого резервуара, который оформляется в форме шара, является его оболочка. В ее состав, как правило, входит два лепестка, которые выгнуты. Такие части оболочки создаются не всегда одним и тем же способом. Но на сегодняшний день есть только одна методика создания наиболее качественной оболочки для хранения материалов. В данном случае подобные лепестки создаются вальцованным способом. Такой способ отличается использованием не одной и даже не двух частей.
Такой метод является актуальным тем, что при его использовании лепестки получаются практически идеальными. Также к положительным сторонам подобного метода относится простота в сборе такого шара, ведь по времени этот процесс занимает минимальное количество.
Для того, чтобы соединить подобные лепестки между собой, требуется использовать немало оборудования, большинство из которых представляют собой сварочное. После полного сбора подобного изделия его можно уверенно устанавливать на его дальнейшее место службы. Для того, чтобы шар отлично простоял длительное время на своем месте необходимо заблаговременно подготовить местность. Заранее нужно установить колоны из железобетона, которые будут вкопаны в почву.
В общей сложности достаточно много факторов и объектов на изделии влияют на положительность хранения продуктов переработки нефти. В первую очередь сюда относится резервуары шаровидного типа, различные клапаны, сигнализаторы, множество заглушек, термометры, большое количество люков, механизмы запорного типа и так далее. Все механизмы сами по себе выполняют свою роль, что в общей сложности в комплексе дает положительный результат.

К примеру, такое дополнение, как клапан и его работа направлена на то, чтобы устранить все вероятности попадания охраняемого продукта в различные трубы. Техника контрольного типа позволяет специалистам следить за состоянием продукта, температурой его, свойствами физического и химического типа. Шар, который собрали и установили, также следует тщательно проверить, чтобы избежать неприятных ситуаций. Проверка в общей сложности связана с герметичностью. В данном случае внутрь его наливают воду, а после этого исследуют каждый миллиметр изделия.
При обработке подобного типа резервуара специалисты окрашивают его исключительно в белый окрас. Это физический шаг, ведь в таком случае изделие будет значительно меньше перегреваться. Также для удобства при эксплуатации изделия по бокам данного резервуара прикрепляются специальные лестницы. Таким образом у производителей появляется возможность осматривать стенки на их целостность.
Где и как применяются
Те резервуары, которые производятся в форме сфера, необходимы для хранения продукта переработки нефти в случае относительно высокого атмосферного давления. Показатель давления в данном случае начинается от 2,5 атм и более. Материал данного типа подразумевает собой хранение таких продуктов, как сжиженный газ, химические жидкие изделия, жидкости, которые легко загораются, аммиак, бутан, гексан, изопентан и так далее.
Резервуары шарового типа могут иметь диаметр при производстве от 5 до 20 метров. В зависимости от диаметра отличается и объем вмещаемого вещества от 300 кубометров до 4 тысяч. В таком случае есть разделение на возможную выдержку давления, которая начинается от 2,5, а заканчивается 18 атм. Если давление 2 или же меньше, то применение данного типа оборудования является не целесообразным, кроме того, оно считается убыточным для заказчика.
Как ни странно, но мало кто знает, что такие резервуары используются для того, чтобы произвести игристые вина, то есть, шампанское. Такой напиток может содержаться в изделиях, объем которых от 50 до 600 кубометров, но давление при этом может достигать до шести атмосфер. Что же касается температуры внутри резервуара, то она приравнивается 60 градусам выше нуля.
Резервуары данного типа помимо одной стены в своем основании также могут иметь и две. Такое нововведение в данном случае производства было введено совершенно недавно. Это изделие направлено на то, чтобы максимально качественно хранить и перевозить газы сжиженного типа. Такие нововведения необходимы для того, чтобы появилась дополнительная возможность хранить подобные виды газов при относительно пониженных параметров температуры.
Помимо хранения сжиженного вида газа также можно осуществлять хранение и такого элемента, как водород. Резервуары подобного типа имеют в своем основании две оболочки. В данном случае отображается ситуация стакана в стакане. Диаметр при этом отличается относительно не серьезно, всего два метра. При таком развитии событий исключительно внутренняя оболочка необходима для осуществления хранения материалов, а вот внешняя отыгрывает роль защиты от различных факторов. В таком случае появляется также возможность выдерживать различные виды давлений.
Стоит отметить, что конструкцию не собирают на заводе, там изготавливают исключительно составляющие части резервуара. Затем все лепестки и другие изделия доставляют непосредственному заказчику и там уже осуществляют процесс сборки.

Абсолютно все изделия, которые являются резервуарами, имеют в своем составе лестницу поворотного типа, которая помогает осматривать поверхность шара в любой ее точке и местности.
Все работы в комплексе, а также местность, где лучше соорудить конструкцию и как она будет выглядеть в итоге производится на определенном проекте. Этим видом деятельности также занимаются рабочие проектировщики.
Как мы уже утверждали ранее, наиболее положительно себя показала система установки материала с использованием так называемых лепестков вальцованного типа.
В таком случае сам лепесток может быть, как целым, так и основываться из нескольких частей, которые произведены исключительно из одного материала. За счет качества и правильности его монтажа он не имеет внешних швов, что помогает достичь идеальных параметров сферы. Это все возможно достичь в том случае, если изделие будет вальцеваться целиком.
В общей сложности абсолютно все сроки изготовления изделия и его установки зависят от самого изделия. Если лепестки будут иметь стандартные формы, а изделие будет создано из двух таких лепестков, то длительность даже самой установки будет крайне не длительной. В другом же случае требуется потратить несколько больше времени, пока состыкуются лепестки, пока они прикрепятся, пока найдутся подходящие и так далее.

Шаровые резервуары сами по себе могу разделять на три непосредственных вида:
Как мы уже утверждали ранее, действие резервуаров направлено на то, чтобы хранить те газы, которые могут легко воспламеняться.
В свою очередь цистерны регенерационного типа направлены на то, чтобы уловить так называемые сдувочные газы из варочных котлов, которые имеют исключительно периодическое действие. Кроме того, действие такой цистерны направлено на приготовление и дальнейшее хранение варочных кислот с содержанием сульфата. Такие компоненты создаются при переработке сахарозы.
Стоит отметить, что из всех видов именно сферическая форма изделия показала самую высокую эффективность при процессе эксплуатации. В чем же заключается эффективность подобного изделия? В первую очередь специалисты отмечают эффективность в плане использования стали, а также стоимости всей конструкции. Такие резервуары в свою очередь создаются из крепких блоков, которые отличаются своею мощностью и полезностью.
Все эти непосредственные блоки создаются максимально комфортно и качественно для того, чтобы их можно было перевезти и установить на другой местности, которая будет подходящей для заказчика. Опоры также производятся производителями данного изделия, они отображают вид трубчатых стоек, которые способствуют тому, чтобы устройство было максимально устойчивым.
Монтаж
Необходимо понимать, что процесс монтажа любого изделия, которое в высоту достигает 20 метров, всегда сложный и длительный. Особенно сложность возникает, если необходимо установить сферическое изделие. В данном случае затруднения связаны с самой формой, ведь стоит задача не допустить ни малейшего отклонения от сферической формы. Но все же такие требования в будущем дадут свои плоды, ведь все ограничения при производстве и монтаже, все требования направлены исключительно на то, чтобы при эксплуатации была повышенная безопасность и эффективность.
Множество заказчиков задается вопросом, почему нельзя собрать данную конструкцию на заводе и привезти на местность уже готовую. В данном случае влияет две причины, первая заключается в форме, так как она сферическая. Вторая причина — это размеры, ведь сфера может достигать 20 м в высоту.

Если при монтаже используется ручной вид сварки, то сборка всего материала может начинаться как от экваториальной части, так и от нижней. Первый способ монтажа подходит для изделия, диаметр которого 18 метров, второй же способ больше подходит для диаметров размера более 18 метров.
В процессе сбора данного материала, который произведен исключительно из стали высочайшего качества, скобы монтажного типа нужно прикреплять только с краю того или иного листа. Эта зона представляет собой место, которое во время последующей сварки будет немного расплавлена. Во имя избегания различных дефектов структурного типа не стоит прибегать к использованию так называемого леса, который прикрепляется на специальных захватных приспособлениях. Это ведет к небольшим трудностям, но лучше больше постараться, чем создать некачественный объект.
Технологическое оборудование шаровых резервуаров
Для того, чтобы качественно сохранять так называемый сжиженный газ, необходимо оборудовать изделие резервуара всеми необходимыми дополнительными деталями. Это все нужно исключительно для того, чтобы последующее использование предмета было максимально безопасным. Итак, при проекте в состав подобного оборудования нужно включить такие детали, как:
Далее при производстве самого корпуса специалисты предусматривают производство люков и лазов. Сюда можно отнести также вентиляционные изделия, патрубки, которые применяются для промывки и непосредственные продувки.
В нижней части стойка шаровых емкостей крепится
Шаровые резервуары собирают по трем основным схемам.
При первой схеме производят крепление полюсного элемента на центральной стойке-опоре стенда. Блоки, которые образованные из двух лепестков, устанавливают по упорам. При сборке используют сборочные шайбы, которые приваривают к лепесткам в процессе контрольной сборки на заводе, а также за счет типовых клиновых сборочных устройств. После окончания сборки делают прихват непрерывными сварочными швами, которые являются основой для сварки под слоем флюса, а также служат для уплотнения стыка.
Согласно второй схеме, сборка происходит при горизонтальном положении каждого блока. Собранную таким образом полусферу кантуют, а потом монтируют на временную опору. Потом вторую часть сферы монтируют на первую и соединяют за счет ручного подварочного замыкающего шва.
Третья схема предполагает сбор сферы за счет последовательного наращивания элементов.
Все резервуары объемом 2000м 3 собирают «вертикальным методом». Основной для временного закрепления купола и днища резервуара является центральная стойка-опора. В кондукторе происходит последующая сборка центрально опоры с полюсными блоками. Именно здесь монтируют кольца жесткости, которые крепятся с помощью раскосов к стойке.
Центральную стойку монтируют на неподвижную опору. На стойке устанавливают параллелограммный механизм подъемной люльки, перемещение которой может происходить как в вертикальной плоскости, так и вокруг оси опоры.
Производят подъем первого блока в вертикальное положение, затем его монтируют на ловителях днища и при помощи крепительных планок или клиньев фиксируют на купольной части и днище. После фиксации последующего блока с наружной стороны оболочки временно устанавливают стойку-опору, она служит для частичного восприятия веса блока. Также, чтобы придать определенную жесткость в процессе монтажа внутри каждого блока предусматривают специальную трубу жесткости, которая крепится за счет приварки.
Центральная опора, другие вспомогательные конструкции демонтируются, удаляются через специальный люк-лаз после закрепления последнего блока, финальной ручной сварки составных элементов прихваточными швами с внутренней стороны резервуара.
Особенности сварных швов и их расчет на прочность
После окончания монтажа элементов резервуара, его устанавливают на манипулятор и при помощи автоматической сваркой под слоем флюса производят укладку наружных и внутренних швов.
В манипуляторе Кудрявцева опорные неприводные катки, которые не мешают вращению шарового резервуара, установлены на шарнирных опорах, тем самым обеспечивая надежное прижатие 2-х пар приводных катков с раздельными приводами к резервуару. Таким образом обеспечивается вращение резервуара вокруг всех его осей, что позволяет выполнить широтные, меридиональные швы и переход от одного шва к другому, за счет включения приводов катков с одинаковыми или различными скоростями в одном или в противоположных направлениях.
Существуют также манипуляторы иного типа, которые обеспечивают вращение шарового резервуара исключительно в плоскости приводных роликов. Для перехода к другой нужной плоскости необходимо выполнить опусканием резервуара на временные опоры, а потом разворот манипулятора в горизонтальной плоскости.
Толщина стенки резервуара определяет форму разделки кромок, а также последовательность ее заполнения.
Для толщины оболочки 34мм практически все слоя выполняют с наружной стороны.
Именно использование манипуляторов позволило большинство сварочных работ выполнить автоматической сваркой при монтаже элементов резервуара. Существуют и значительные недостатки данной технологии, а именно необходимо вращать огромную, тяжелую конструкцию для работы только одного сварочного автомата, при этом используя сложные манипуляторы. В таких случаях наблюдается изменение формы оболочки при вращении из-за влияния сосредоточенных сил от стоек-опор, что не позволяет изготовлять таким способом резервуары объемом более 2000 м 3 даже при использовании надувных роликов.
Для больших шаровых резервуаров более эффективной является технология монтажа на постоянных опорах без вращения в проектном положении. Меридиональные стыки образуются за счет автоматической сварки порошковой проволокой с принудительным формированием.
Такой способ сварки может выполняться как с одной стороны, так и с двух. Стыки фиксируют прихваточными швами или при помощи временных скоб. Уплотнение стыков может производится за счет формирующих прокладок без прихваточных швов или водоохлаждаемыми трубками. Для обеспечения их надежного прижатия используют двуплечие рычаги. При этом сварочный автомат перемещается по направляющему уголку вместе с ползуном. Уголок закрепляется параллельно кромкам за счет опор, проушин, клиньев.
Давление распределяется равномерно по внутренней поверхности всег шарового резервуара. На сварные швы действует усилие N, которое направлено на разрыв изделие:
Площадь двух лепестков (Sсф2) сферической части резервуара без днищ определяется по формуле:

Напряжение, которое возникает в кольцевом шве равно:

Напряжение в меридиональном шве между двумя лепестками сферической части резервуара рано:
Так как напряжения в кольцевом и меридиональном меньше допустимого sр


Конструкция стыка с размерами


Определение параметров режима сварки
ШАРОВЫЕ РЕЗЕРВУАРЫ, ГАЗГОЛЬДЕРЫ
НАЗНАЧЕНИЕ И КОНСТРУКЦИЯ ШАРОВОГО РЕЗЕРВУАРА
Сферические одностенные резервуары служат для хранения под давлением топливных газов и легкоиспаряющихся веществ. В зависимости от выполняемой функции сферические резервуары будут отличаться вместимостью и рабочим давлением. Резервуары, предназначенные для хранения топливных газов, имеют, как правило, большой диаметр, а рабочее давление не превышает в них обычно 1 МПа. 
Резервуары для легко испаряющихся веществ имеют меньшие диаметры, чаще всего в пределах 10-18 м, однако они проектируются на гораздо большее эксплуатационное давление, доходящее до 4 МПа.
Кроме одностенчатых резервуаров уже несколько лет сооружаются также двустенныесферические резервуары. Они предназначены для хранения сжиженных газов при обычном давлении, но при пониженной температуре, доходящей до 0 К при хранении сжиженного гелия или водорода. Эти резервуары состоят из двух концентрических сферических оболочек, отличающихся диаметром в пределах 2 м. Внутренняя оболочка является емкостью для хранения продуктов, а внешняя оболочка обеспечивает защиту изоляции и дает возможность создать требуемое незначительное избыточное давление в изолирующем пространстве.
Корпуса резервуаров и газгольдеров поставляются заказчику отдельными лепестками, металлоконструкции – отдельными узлами. Сборка, сварка и общий монтаж резервуаров производится на рабочей площадке специализированными монтажными организациями.
Все шаровые резервуары оснащены внутренней поворотной лестницей, предназначенной для обеспечения возможности осмотра шарового корпуса изнутри.
Комплектность поставки шаровых резервуаров и газгольдеров определяется рабочими проектами.
Наиболее прогрессивной является технология изготовления резервуаров с применением вальцованных лепестков.
При данной технологии изготовления лепесток состоит из нескольких частей, он не имеет усиления в местах сварки частей лепестка, не имеет отклонений от сферической формы, так как вальцуется целиком, и все лепестки имеют одинаковую форму (получаются полностью взаимозаменяемыми).
В результате, благодаря точной геометрии лепестков, их идентичности значительно сокращаются сроки их изготовления на заводе и сроки сборки резервуаров на площадке заказчика, отсутствует необходимость в проведении контрольных сборок оболочек резервуаров, подгонки лепестков друг к другу.
МОНТАЖ СФЕРИЧЕСКИХ РЕЗЕРВУАРОВ
Монтаж сферических резервуаров очень сложен. Это связано как с самой формой их оболочки, так и с допустимыми при приемке только минимальными отклонениями от идеально сферической формы. Ограничение до минимума монтажных деформаций, а также требование выполнения сварных швов высокого качества необходимо для безопасной эксплуатации резервуара при высоком внутреннем давлении и одновременном отсутствии защиты от атмосферных воздействий, главным образом при низких температурах.
Размеры сооружаемых в настоящее время сферических резервуаров исключают возможность их сборки на заводах. Поэтому резервуары собирают непосредственно на строительной площадке.
При использовании ручной сварки сборка оболочки резервуара может начинаться от экваториального пояса или от нижней части. Первым способом монтируются главным образом резервуары с диаметрами до 18 м. а вторым – резервуары большего диаметра.
При сборке оболочки резервуаров, выполненной из высокопрочной стали, монтажные скобы следует крепить непосредственно у кромки стального листа, т.е. в зоне, которая затем, во время сварки, будет расплавлена. Не следует также применять леса, которые подвешивают на захватных приспособлениях, приваренных к листам оболочки резервуара. Правда, это осложняет сооружение лесов, но зато исключает структурные дефекты, которые остаются в оболочке резервуара после удаления монтажных захватных приспособлений.
Выделяют следующие способы монтажа шаровых резервуаров:
Ручная сварка оболочки резервуара, собираемой от экваториального пояса
Листы, из которых состоит оболочка резервуара, поставляют на строительную площадку с подрезанными по требуемому размеру кромками. Эта операция производится на заводе. Исключение составляют листы, которые соединяются с верхней и нижней частями резервуара, вдоль этого стыка должен быть оставлен припуск листа 150 – 200 мм, который будет обрезан после подготовки чаш.
Резервуары, предусмотренные для монтажа этим методом, имеют оболочку, которая чаще всего состоит из трех поясов листов и двух чаш (рис. 1). Опорные стойки должны быть соединены с каждым вторым листом экваториального пояса. Эти листы имеют приваренные на заводе башмаки стоек. При применении данного метода монтажа сборка оболочки резервуара происходит следующим образом.
Рис.1. Деление оболочки сферического резервуара на пояса и чаши.
1 – чаши, 2 — верхний пояс, 3 — экваториальный пояс, 4 – нижний пояс 

Рис.2. Схема начального этапа монтажа резервуара.
1 – монтируемый лист, 2 — оттяжка
РУЧНАЯ СВАРКА ОБОЛОЧКИ РЕЗЕРВУАРА, СОБИРАЕМОЙ ОТ НИЖНЕГО ПОЯСА
Перед началом монтажных работ по оси резервуара устанавливается монтажная мачта, а также монтажные опоры, на которых проводится сборка и сварка листов первого пояса.
При монтаже второго пояса каждый монтажный сегмент, состоящий из двух листов, подвешивается к мачте с помощью троса, чтобы не перегрузить монтажные опоры и листы нижнего пояса. Сборка второго пояса проходит в следующем порядке:

Рис.5 Монтаж 2-го пояса оболочки резервуара Как во втором поясе, так и в последующих поясах замыкающий лист должен иметь припуск, обеспечивающий возможность подгонки на объекте. Подгонка последнего листа в поясе производится после сварки всех нижних стыков и выполнения прихватных швов в горизонтальном стыке между монтируемым поясом и поясом, расположенном ниже.
В третьем поясе каждый второй лист соединяется с опорными стойками. Стойки привариваются к листам на специально выполненном монтажном стенде, поэтому эти листы монтируются вместе со стойками.
Укрупненные монтажные сегменты четвертого пояса (каждый состоит из двух листов) при сборке раскрепляются оттяжками, расположенными с наружной стороны резервуара, и соединяются монтажными захватными приспособлениями с ранее смонтированными листами.
При сборке листов пятого пояса используются монтажные ригели, которые служат не только для подпирания листов, но и для регулирования окружности пояса. Ригели выполняются из труб и в стыке, соединяющем их с монтажной мачтой, имеют возможность регулирования длины. Аналогичные распорки применяются при монтаже листов шестого пояса.

Рис.6 Монтаж пятого пояса оболочки резервуара с использованием монтажных распорок. 1 — распорка
Часто применяется предварительная сборка двух листов оболочки резервуара, что позволяет ограничить длину швов, выполняемых в неудобных для работы положениях (в том числе потолочных). Такую сборку ведут на специальных монтажных стендах, установленных на строительной площадке в непосредственной близости от фундамента резервуара.
МОНТАЖ МЕТОДОМ ПОЛУСФЕР (МОНТАЖ РЕЗЕРВУАРОВ ОБЪЕМОМ 600м³)
Результатом поиска ограничения числа швов, выполняемых в неудобных для работы положениях, было создание так называемого метода полусфер. При использовании этого метода оболочку резервуара собирают и сваривают на уровне земли на специальных монтажных стендах, защищенных от атмосферных воздействий, например перемещающейся конструкцией – сегментом промышленного здания, опирающегося на тележки, установленные на путях.
После односторонней сварки стыков в одной половине оболочки резервуара указанную выше конструкцию перемещают с места сварки, что позволяет повернуть выполняемый элемент на 180°. Для этой цели используют козловой кран грузоподъемностью 40 т. После выполнения сварки с другой стороны полусферы оболочки резервуара ее устанавливают на фундаменте этим же самым козловым краном.
Этот метод рентабелен при проведении монтажа комплекса резервуаров на одной строительной площадке, особенно когда в соответствии с технологическими требованиями их надо установить на высоких фундаментах.
АВТОМАТИЧЕСКАЯ СВАРКА РЕЗЕРВУАРА НА МАНИПУЛЯТОРЕ
Для исключения ручной монтажной сварки разработан метод сооружения сферических резервуаров на специальных манипуляторах, установленных на фундаменте резервуара. Такой манипулятор, имеющий соответствующий комплект роликов, обеспечивает поворот собранной на нем оболочки резервуара на 360°. Поэтому сварку можно выполнить стационарным сварочным автоматом под флюсом. Недостатком метода является точечное опирание на роликах манипулятора оболочки резервуара, листы которой имеют прихватное соединение, в связи с чем оболочка не имеет достаточной жесткости и при больших диаметрах резервуара местами деформируется. Вследствие этого указанный метод применяется только при монтаже резервуаров небольших диаметров, в основном — до 2000 м³.
МОНТАЖ ДВУСТЕНЧАТЫХ РЕЗЕРВУАРОВ
Резервуары с двумя оболочками монтируются в основном следующим способом. В первую очередь собирают и сваривают нижнюю полусферу наружной защитной оболочки. Рядом на кольцевой опоре собирают и сваривают оболочку внутреннего резервуара. Затем внутренний резервуар подвешивают посредством тросов на нижней полусфере защитного резервуара. Тип подъемного оборудования, необходимого для выполнения этой операции, зависит от массы внутреннего резервуара. Если оболочка внутреннего резервуара изготовлена из алюминиевых сплавов, то, даже при диаметре резервуара 10,6 м, можно использовать автомобильный кран
В том случае, когда внутренний резервуар выполнен из высоколегированной стали, для монтажа необходимо тяжелое оборудование, например козловой кран.
Создание конструкции шарового резервуара определенной емкости для хранения сжиженных газов и легковоспламеняющихся жидкостей (ЛВЖ)
Российская Федерация находится на первом месте по промыслу и переработке нефти. С годами ее внутренние потребности, а также внешний спрос на нефть и нефтепродукты растет. В виду этого возникла необходимость в большем количестве резервуаров для сохранности нефти, нефтепродуктов. Есть несколько способ решения данной проблемы: первый — разработка и монтаж новых ёмкостей; второй — модернизация уже существующих резервуаров с целью увеличения их объема.
Существуют различные формы резервуаров, наиболее популярны — это резервуары цилиндрической формы различной ёмкости. На первом месте по экономичности и безопасности — сферические (шаровые) резервуары. В них нет точек концентрации напряжений и материала на изготовление идет меньше, но данные резервуары более сложные при монтаже.
Проектирование резервуаров для нефтегазовой промышленности является ответственным этапом, так как ошибки на стадии проектирования могут послужить разрушением резервуара во время эксплуатации, что может повлечь за собой жертвы, а также огромные материальные затраты.
Целью выпускной квалификационной работы на тему «Создание конструкции шарового резервуара определенной емкости для хранения сжиженных газов и ЛВЖ» является разработка шарового резервуара. Для реализации этой цели нужно решить следующие задачи:
Объект исследования — хранение нефтегазовой продукции, предмет исследования — разработка проекта шарового резервуара для хранения сжиженных газов, а также ЛВЖ.
Базой для написания работы являются пособия по нефтегазовой промышленности, хранению нефтяных продуктов, проектированию нефтяных резервуаров, справочные издания, действующие СНиПы, ГОСТы и так далее.
Структура дипломной работы определена ее задачами и целями, состоит из введения, шести глав с разделами, заключения, списка использованных источников, приложений.
1 Назначение сферических резервуаров
Они также применяются в процессе производства игристых вин. Вино находится в резервуарах объемами 50 — 600 м 3 при давлении до 6 атм. и температуре 60-650ºС.
Устройство шаровых резервуаров одинаково: оболочка в форме сферы монтируется на вертикальные трубчатые колонны, которые приваренные к корпусу. На фундамент через колонны происходит передача нагрузки.
Соединение колон растяжками между собой увеличивает жесткость конструкции. Также резервуар комплектуется наружными площадками обслуживания, лестницей для подъема (шахтной или кольцевой).
В резервуарах больших объемов предусмотрено дополнительно наличие внутренних стационарных смотровых лестниц.
К оборудованию для ремонта и обслуживания резервуара и относятся:
устройства для удаления из резервуара тяжёлых остатков и промывочной воды;
— Приемо-раздаточный трубопровод снабжается скоростным клапаном, который позволяет при аварии трубопровода отключить его обратный клапан, который устанавливается на трубопроводе поступления жидкого или газообразного продукта в резервуар, происходит автоматическое закрытие под действием внутреннего давления и это препятствует попаданию продукта назад внутрь трубопровода.
От значительного перегрева сферические резервуары специально покрывают белой краской, при этом также используют охлаждение водой и различные другие способы.
Для производства сферических оболочек данных резервуаров необходимо применять стали, что обладают хорошей свариваемостью, а также пластичностью. Эти элементы конструкции резервуаров образуются свариванием отдельных лепестков. Толщина таких лепестков может быть около 30 мм.
Процесс монтажа шаровых резервуаров сложный и трудоемкий, потому что безопасность эксплуатации достигается именно минимальными отклонениями от формы сферы. Так как большинство резервуаров имеют значительные размеры, сборка их непосредственно на заводе невозможна, поэтому они возводятся сразу на бетонных фундаментах.
Сферический (шаровой) резервуар обладает меньшей поверхностью по сравнению с цилиндрическим резервуаром такого же объема, благодаря чему при одном объеме бутана, а также его смеси, инертных газов, кислорода и воздуха есть возможность сократить затраты материала, чем в свою очередь сократим расходы на оборудование хранилища.
Именно благодаря сферической форме, а не цилиндрической, сферические резервуары имеют меньшую площадь поверхности, поэтому при одинаковом уровне внутреннего давления на единицу массы продукта, который хранится в нем, необходимо намного меньше металла. Элементы оболочек резервуаров выполняются на заводах из стали, методом горячей или холодной штамповки, гидравлического раздува, холодным вальцеванием, взрывом и другими способами.
Железобетонные конструкции покрытий
Производить оболочки таких резервуаров можно, путем полистовой сборки из отдельных скорлуп или лепестков (блоки укрупненные), из двух полушарий, а затем при помощи манипулятора осуществлять автоматическую сварку оболочки.
Монтаж из укрупненных блоков на данный момент является самым популярным, при этом необходимо учитывать размеры таких лепестков и допустимые условия транспортировки этих элементов.
Толщина оболочки может изменятся от 12 до 34 мм. Это зависит от давления и размеров самой оболочки. Разные варианты дают разные модификации.
В состав сферического резервуара может входить как одна, так и две оболочки.
Такие изделия оборудованы:
Оптимальный модельный ряд данных резервуаров включает такие модификации: диаметром 5; 10,5; 12; 16; 20 метров, номинальным объемом — 300, 600, 9000, 2000, 4000 м3, при этом давление, на которое рассчитан продукт составляет 0,25; 0,6; 1; 1,8 МПа.
Монтаж шаровых резервуаров происходи над землей группами.
2 Оболочковые конструкции для данных резервуаров
Выделяют две группы оболочковых конструкций.
Первая группа — это резервуары и другие изделия, которые используются для сохранения неядовитых, невзрывоопасных газов, жидкостей температурой 100ºС и при давлении 0,005 МПа, такие узлы производят по общепринятым правилам проектирования, а также требованиям по эксплуатации сооружений промышленности.
Вторая группа включает в себя котлы, которые работают под высоким давлением и при эксплуатации требуют особого надзора. Мы будем рассматривать группу оболочковых конструкций, а именно конструкции непеременного объёма сферической формы.
Такие конструкции собирают из отдельных листовых заготовок, а потом соединяют свариванием с использованием герметичных швов.
Оболочковые конструкции исходя из оформления элементов конструкции, габаритов, характерных особенностей производства, а также эксплуатации делятся на сосуды, что работают под давлением, трубопроводы, трубы, малогабаритные сооружения и емкости. Такие элементы могут иметь большие размеры, которые превышают габариты транспортного железнодорожного состава. Поэтому их необходимо производить на заводе частями и отправлять на место установки отдельными секциями.
Типы металлических резервуаров, их назначение и конструкция
В конструктивном представлении — это оболочка сферической формы, которая состоит из определенного количества стальных лепестков двоякой кривизны, днища и купола. Количество лепестков рассчитывается исходя из объема резервуара.
Монтаж сферических резервуаров происходить только наземно.
Рис. 1.1. Устройство шарового резервуара: 1 — сферическая оболочка; 2 — купол; 3 — лепестки оболочки; 4 — днище оболочки; 5 — стойки опоры; 6 — связи между опорами; 7 — площадка обслуживания (горизонтальная или наклонная); 8 — шахтная лестница; 9 — внутренняя смотровая лестница; 10 — столбчатые фундаменты шахтной лестницы; 11 — кольцевой железобетонный фундамент
Сферические резервуары располагают на металлических стойках (опорах).
Для их установки производят проектирование железобетонного фундамента, в который с помощью анкеров крепят металлические стойки (из трубы, двутавра).
Существует связь между количеством лепестков и опор: количество лепестков обязательно должно быть кратно количеству стоек-опор.
Для технологического ремонта и обслуживания резервуаров устанавливаются шахтная лестница, а также горизонтальная площадка. Смотровая лестница необходима для обеспечения доступа внутрь резервуара.
Обычно диаметр шарового резервуара составляет не более 18 м.
Толщина конструкционного лепестка при изготовлении резервуаров определяется исходя из значений температуры эксплуатации и габаритов резервуара, и может колебаться от 10 до 36 мм.
Сферические резервуары могут использоваться как самостоятельно, так и в составе группы, каждый элемент которой связан специальным переходом.
Сферические резервуары изготавливаются и одностенными, и двустенными, если есть потребность производить хранение сжиженного газа при низкой температуре.
Именно двустенная конструкция сферического резервуара представляет собой более пожаро- и взрывобезопасный объект.
Внешний резервуар, как правило, имеет диаметр в два раза больше диаметра внутреннего резервуара.
Разработка и производство шаровых резервуаров для хранения СУГ выполняется по государственными нормам и стандартами:
Дренажная система — это один из главных элементов резервуара. Данный элемент необходим для отвода дождевых вод в канализацию со всей поверхности резервуара. Поэтому для организации стока воды с купола ей придается определенный уклон к центру, где монтируется водоприемник. Дренажное устройство имеет жесткую конструкцию — состоит из металлических труб, которые соединены устройствами шарнирного типа. Дренажное устройство крепится к водоприемнику и к патрубку, который приваривается к нижнему элементу первого пояса стенки резервуара.
На патрубке с наружной стороны монтируется специальная задвижка, которая предназначена для удержания продукта в случае повреждения элементов дренажной системы.
Необходимо обеспечить закрытие задвижки на момент эксплуатации резервуара. Открытие задвижки происходит только при появлении осадок.
Реферат изготовление лестниц
Направляющая противоповоротная стойка-опора.
Чтобы зафиксировать центрального положения купола используют специальные направляющие противоповоротные устройства.
Они являются конструкциями жесткого типа — состоят из металлической трубы, монтируются как вертикальные стойки. Такая опора необходима и для монтажа пробоотборников, и устройств необходимых для измерения количества нефтепродукта. Также, эти стойки воспринимают поперечные усилия, которые возникают под влиянием катучей лестницы.
Вертикальная ось стойки-опоры совпадает с осью катучей лестницы для того, чтобы обеспечить этих условий и для удобства обслуживания. В местах прохода опоры сквозь понтонные короба предусматривают направляющие ролики, которые служат для ограничения перемещения купола и резиновые уплотнения, сто служат для герметизации просвета между опорой и патрубком купола.
Противоповоротная стойка на высоте 300-500 мм от дна резервуара на уровне уголка закрепляется к стенке резервуара с помощью специальных кронштейнов.
У резервуаров есть верхнее кольцо жесткости, которое монтируется на верхнем поясе стенки. Оно необходимо для обеспечения нужной жесткость стенки резервуара при действии ветровой и сейсмической нагрузок. Настил этого кольца выполняется из листов (8 х 2260 х 8000 мм, сталь 09Г2С согласно ГОСТ 19281).
Лестницы и площадки
Лестницы, которые необходимы для подъема на верх резервуара изготовляют кольцевыми, которые опираются на стенку резервуара.
Ограждение монтируется по периметру всего купола, а также и по наружной стороне площадок.
Такая лестница необходима для обеспечения удобного обслуживания резервуаров. При этом необходимо запроектировать установку ограждения по всей лестнице с обеих сторон. Данное ограждение необходимо для безопасной эксплуатации резервуара. Лестница крепится шарнирно с переходной площадкой, которая устанавливается на верхнем крае корпуса резервуара.
Другим концом (за счет колес) опирается на направляющие рельсы, которые установленные на куполе. Ступеньки лестницы даже при изменения угла наклона, остаются в горизонтальном положении потому что выполнены в виде поворотных площадок.
Заземление купола необходимо для обеспечения отвода статистического электричества с купола на корпус резервуара. Купол заземляется на корпус резервуара с помощью дренажной системы или катучей лестницы.
Купол опирается на выдвижные стойки, которые позволяют выполнить осмотр и чистку резервуара. Стойки выполняют из труб, которые располагают под куполом по окружности равномерно. У каждой опоры есть 2 фиксированных положения по высоте. В своем первом рабочем состоянии стойки фиксируют положение купола. При выполнении работ под куполом эти стойки занимают второе положение, которое обеспечивает положение низа купола на высоте около двух метров от дна резервуара. В стойках есть отверстия, которые необходимы для стока жидкости при опустошении резервуара. Для обеспечения защиты дна от разрушения стойками на него приваривают специальные металлические опорные пластины.
Купол оборудуют специальными люками-лазами, которые обеспечивают нужную вентиляцию в пустом резервуаре, они имеют диаметр — 610 мм. С помощью крышек с накладками производится закрытие люков в нерабочем состоянии. Также купол оснащается дыхательными клапанами, габариты которых определяются исходя от скоростей заполнения или опорожнения емкости.
Также предусмотрены автоматические устройства, которые необходимы для определения уровня хранящихся продуктов в резервуаре.
Например, автоматическое замерное устройство, производящееся фирмой «Гортан», состоит из ленты, выполненной из нержавеющей стали, соединенной одним концом с куполом, а другим с натяжным барабаном с помощью системы небольших блоков. На ленте есть деления, которые используются для удобства измерений количества веществ в резервуаре.
3 Основные характеристики материалов, которые применяются при производстве сферических резервуаров
Шаровой резервуар — это оболочка, которая состоит из лепестков, купола и днища. Компоновка данных элементов зависит главным образом от метода раскроя металла и способа производства металлоконструкций.
Различают такие расположения лепестков (см., рисунок 1.2).
Шаровые резервуары монтируются на опоры, количество которых зависит от объема резервуара, а также условий эксплуатации. Как правило, систему стоек-опор производят из труб, двутавров, которые на месте соединяются специальными связями — это служит для придания всей конструкции дополнительной пространственной жесткости.
Рис. 1.2 — Формы расположения лепестков
Для изготовления шаровых резервуаров используют легированную сталь толщиной 16 — 36 мм (максимум 40 мм — по индивидуальному заказу).
Такой диапазон толщин стали обусловлен отсутствием термической обработки после сварки каждого конструктивного элемента. Легированная сталь тоже выбрана не случайно. Именно она является обладателем лучших характеристик по сравнению со среднеуглеродистыми сталями, а именно: может эксплуатироваться при высоких температурах (до +500ºС), меньше поддается старению, обладает повышенной прочностью.
При подборе толщины стенки резервуара необходимо учитывать характеристики стали (пределы текучести, прочности), вес хранимой жидкости, давление внутри резервуара, напряжения в стенке резервуара и другие параметры. Чтобы обеспечить наиболее точную сборку и крепление всех элементов, необходимо производить точный расчет кривизны и радиуса каждого лепестка.
Когда известна толщина составляющих элементов, то производят выбор способа их изготовления.
Если толщина до 22 мм, то лепестки изготавливаются на многовалковом стенде, используя метод холодного вальцевания — гибка металла необходимой формы. А при толщине стали более 22 мм используется способ горячей штамповки.
2. Расчетная часть
1 Определение размеров резервуара
Геометрические параметры резервуара:
 (1)
(1)
где R — радиус резервуара, (м);- объём резервуара, (м 3 ).
 (2)
(2)
2 Определение толщины стенки резервуара
Для изготовления шарового резервуара используют сталь 15ХСНД, ее основные характеристики:
предел прочности s в =520мПа,
предел текучести s т =350 мПа.
Допустимое напряжение определяем по формуле:
где n — коэффициент запаса, который равен 1,5
Определяем толщину стенки резервуара:
где P — давление жидкости в резервуаре (1,98 мПа); 0 — радиус сферы (6м);- напряжение в стенке резервуара, (мПа)
Из условия s≤[s] р принимаем, что s= [s]р =233,3 мПа
Окончательно принимаем толщину стенки S 0 =24мм
2.3 Определения сечения стоек резервуара и расчет сварных соединений
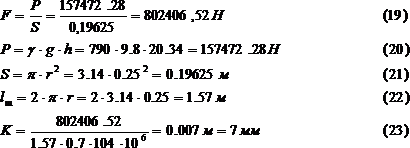
Общая нагрузка на стойки составляет:
 (5)
(5)
 — вес кровли.
— вес кровли.
где — толщина металла, (м).
 (7)
(7)
Рн — вес нижней части резервуара, (Н);
 (8)
(8)
 (9)
(9)
Производим подбор сечения стойки. Для этого предварительно определяем момент инерции:
 (10)
(10)
где d и D — внутренний и наружный диаметры стойки соответственно.
 (11)
(11)
Меньший радиус инерции:
 (12)
(12)
где F- площадь поперечного сечения, (см 2 ).
 (13)
(13)
 (14)
(14)
где  — высота стойки, (см).
— высота стойки, (см).
По таблице 10.1 [2, стр. 308] в зависимости от гибкости определяем коэффициент продольного изгиба, который равен
Определяем напряжение в стойке:
 (15)
(15)
где n=12 — количество стоек
Вывод, сечение подобрано верно.
Расчёт сварных соединений
Подбор катетов швов определяем исходя из допускаемых касательных напряжений.
Катет шва между сферой и стойкой:
 (16)
(16)
 (17)
(17)

— коэффициент для определения расчётной толщины углового шва.
Условие соблюдается, поэтому окончательно принимаем катет К=9 мм.
 (18)
(18)
где F — сила, действующая на данную площадь, (Н).
4 Расчет резервуара на опрокидывание
Условие устойчивости 
Определяем опрокидывающий момент:

где =35кг/м2 — ветровой напор,
=1.6 — аэродинамический коэффициент.
S — площадь стенки резервуара на которую действует ветровой поток;

 (27)
(27)
 (28)
(28)
Вывод, резервуар не опрокинется под напором ветра.
3. Технологическая часть
1 Заготовки для шаровых резервуаров
При раскроях и толщине стали менее 30мм сферическую поверхность заготовкам придают методом горячей штамповки.
Для толщин до 22мм лепестки изготавливают способом холодной вальцовки, используя при этом многовалковый стенд. Все такие заготовки перед процессом вальцовки собирают из листов и соединяют автоматической сваркой под слоем флюса. Чтобы получить необходимую форму используют газовую резку и специальный шаблон-копир.
Так как размеры составляющих элементов намного больше габаритов железнодорожного состава, то их после проверочной сборки разрезают на 2 неравные части и улаживают в контейнеры выпуклостью вниз и так транспортирую до места окончательной сборки.
Элементы, изготовленные на заводе, на месте установки монтируются в блоки. Сварка этих блоков выполняется в нижнем положении под слоем флюса.
2 Сборка шаровых резервуаров
Шаровые резервуары собирают по трем основным схемам.
При первой схеме производят крепление полюсного элемента на центральной стойке-опоре стенда. Блоки, которые образованные из двух лепестков, устанавливают по упорам. При сборке используют сборочные шайбы, которые приваривают к лепесткам в процессе контрольной сборки на заводе, а также за счет типовых клиновых сборочных устройств. После окончания сборки делают прихват непрерывными сварочными швами, которые являются основой для сварки под слоем флюса, а также служат для уплотнения стыка.
Согласно второй схеме, сборка происходит при горизонтальном положении каждого блока. Собранную таким образом полусферу кантуют, а потом монтируют на временную опору. Потом вторую часть сферы монтируют на первую и соединяют за счет ручного подварочного замыкающего шва.
Третья схема предполагает сбор сферы за счет последовательного наращивания элементов.
Все резервуары объемом 2000м 3 собирают «вертикальным методом». Основной для временного закрепления купола и днища резервуара является центральная стойка-опора. В кондукторе происходит последующая сборка центрально опоры с полюсными блоками. Именно здесь монтируют кольца жесткости, которые крепятся с помощью раскосов к стойке.
Центральную стойку монтируют на неподвижную опору. На стойке устанавливают параллелограммный механизм подъемной люльки, перемещение которой может происходить как в вертикальной плоскости, так и вокруг оси опоры.
Производят подъем первого блока в вертикальное положение, затем его монтируют на ловителях днища и при помощи крепительных планок или клиньев фиксируют на купольной части и днище. После фиксации последующего блока с наружной стороны оболочки временно устанавливают стойку-опору, она служит для частичного восприятия веса блока. Также, чтобы придать определенную жесткость в процессе монтажа внутри каждого блока предусматривают специальную трубу жесткости, которая крепится за счет приварки.
Центральная опора, другие вспомогательные конструкции демонтируются, удаляются через специальный люк-лаз после закрепления последнего блока, финальной ручной сварки составных элементов прихваточными швами с внутренней стороны резервуара.
3.3 Особенности сварных швов и их расчет на прочность
После окончания монтажа элементов резервуара, его устанавливают на манипулятор и при помощи автоматической сваркой под слоем флюса производят укладку наружных и внутренних швов.
В манипуляторе Кудрявцева опорные неприводные катки, которые не мешают вращению шарового резервуара, установлены на шарнирных опорах, тем самым обеспечивая надежное прижатие 2-х пар приводных катков с раздельными приводами к резервуару. Таким образом обеспечивается вращение резервуара вокруг всех его осей, что позволяет выполнить широтные, меридиональные швы и переход от одного шва к другому, за счет включения приводов катков с одинаковыми или различными скоростями в одном или в противоположных направлениях.
Существуют также манипуляторы иного типа, которые обеспечивают вращение шарового резервуара исключительно в плоскости приводных роликов. Для перехода к другой нужной плоскости необходимо выполнить опусканием резервуара на временные опоры, а потом разворот манипулятора в горизонтальной плоскости.
Толщина стенки резервуара определяет форму разделки кромок, а также последовательность ее заполнения.
Для толщины 16мм не выполняют разделку кромок, а используют двустороннюю автоматическую сварку. Первый шов производят только с внутренней стороны оболочки по основе из ручного подварочного слоя, а второй шов — снаружи.
Для толщины оболочки 34мм практически все слоя выполняют с наружной стороны.
Именно использование манипуляторов позволило большинство сварочных работ выполнить автоматической сваркой при монтаже элементов резервуара. Существуют и значительные недостатки данной технологии, а именно необходимо вращать огромную, тяжелую конструкцию для работы только одного сварочного автомата, при этом используя сложные манипуляторы. В таких случаях наблюдается изменение формы оболочки при вращении из-за влияния сосредоточенных сил от стоек-опор, что не позволяет изготовлять таким способом резервуары объемом более 2000 м 3 даже при использовании надувных роликов.
Для больших шаровых резервуаров более эффективной является технология монтажа на постоянных опорах без вращения в проектном положении. Меридиональные стыки образуются за счет автоматической сварки порошковой проволокой с принудительным формированием.
Такой способ сварки может выполняться как с одной стороны, так и с двух. Стыки фиксируют прихваточными швами или при помощи временных скоб. Уплотнение стыков может производится за счет формирующих прокладок без прихваточных швов или водоохлаждаемыми трубками. Для обеспечения их надежного прижатия используют двуплечие рычаги. При этом сварочный автомат перемещается по направляющему уголку вместе с ползуном. Уголок закрепляется параллельно кромкам за счет опор, проушин, клиньев.
Давление распределяется равномерно по внутренней поверхности всег шарового резервуара. На сварные швы действует усилие N, которое направлено на разрыв изделие:
где S — площадь днища (Sд) и сферической части без днищ (Sсф).
Площадь днища определяется по формуле:
Площадь двух лепестков (Sсф2) сферической части резервуара без днищ определяется по формуле:
Напряжение, которое возникает в кольцевом шве равно:
Напряжение в меридиональном шве между двумя лепестками сферической части резервуара рано:
Так как напряжения в кольцевом и меридиональном меньше допустимого s р
Конструкция стыка с размерами
Условное обозначение сварного соединения — С18.
Рисунок 2.1 — Конструктивные элементы подготовленных кромок свариваемых деталей: 1), 2) — соединяемые детали; 3) — флюсовая подушка.
Рисунок 2.2 — Конструктивные элементы сварного шва (швы №1 и №2, рисунок: 1), 2) — соединяемые детали; 3) — сварной шов — трехслойный (выполнен за три прохода).
Определение параметров режима сварки
Таблица 1 — Определение параметров режима сварки
Условное обозначение сварных швов
Дефекты, которые образуются при сварке
Деформация и остаточные напряжения от сварки.
Дефекты бывают двух типов: внутренние и внешние.
Внешние дефекты — это наплывы, подрезы, наружные непровары, трещины, поры на поверхности шва. Внутренние — скрытые трещины, поры, внутренние непровары, шлаковые включения, несплавления.
Рисунок 2.3 — Обозначение сварных соединений
Внешними дефектами в паяных соединениях являются наплывы, натеки припоя, неполное заполнение шва припоем, а внутренними — включения флюса, поры, множественные трещины.
Качество сварных, паяных соединений обеспечивают строгим контролем материалов, заготовок, контролем в процессе сварки, пайки и при приемке готовых сварных, паяных соединений. Выделяют разрушающие и неразрушающие методы контроля в зависимости от нарушения целостности сварного соединения.
Сварочное оборудование и его характеристики
При сборке и сварке используют следующее оборудование:
Для ручной дуговой сварки используют выпрямитель ВД-306.
.4 Сварочное оборудование и его характеристики
Используя таблицы, приведенные ниже, выбирают режим сварки исходя из толщины материала:
Табл.2 — Режимы сварки покрытыми электродами.
Iсв, А — при положении шва в пространстве
Табл.3 — Режимы для сварки под флюсом без разделки кромок
4. Конструкторская часть
.1 Создание шаблонов для шарового резервуара
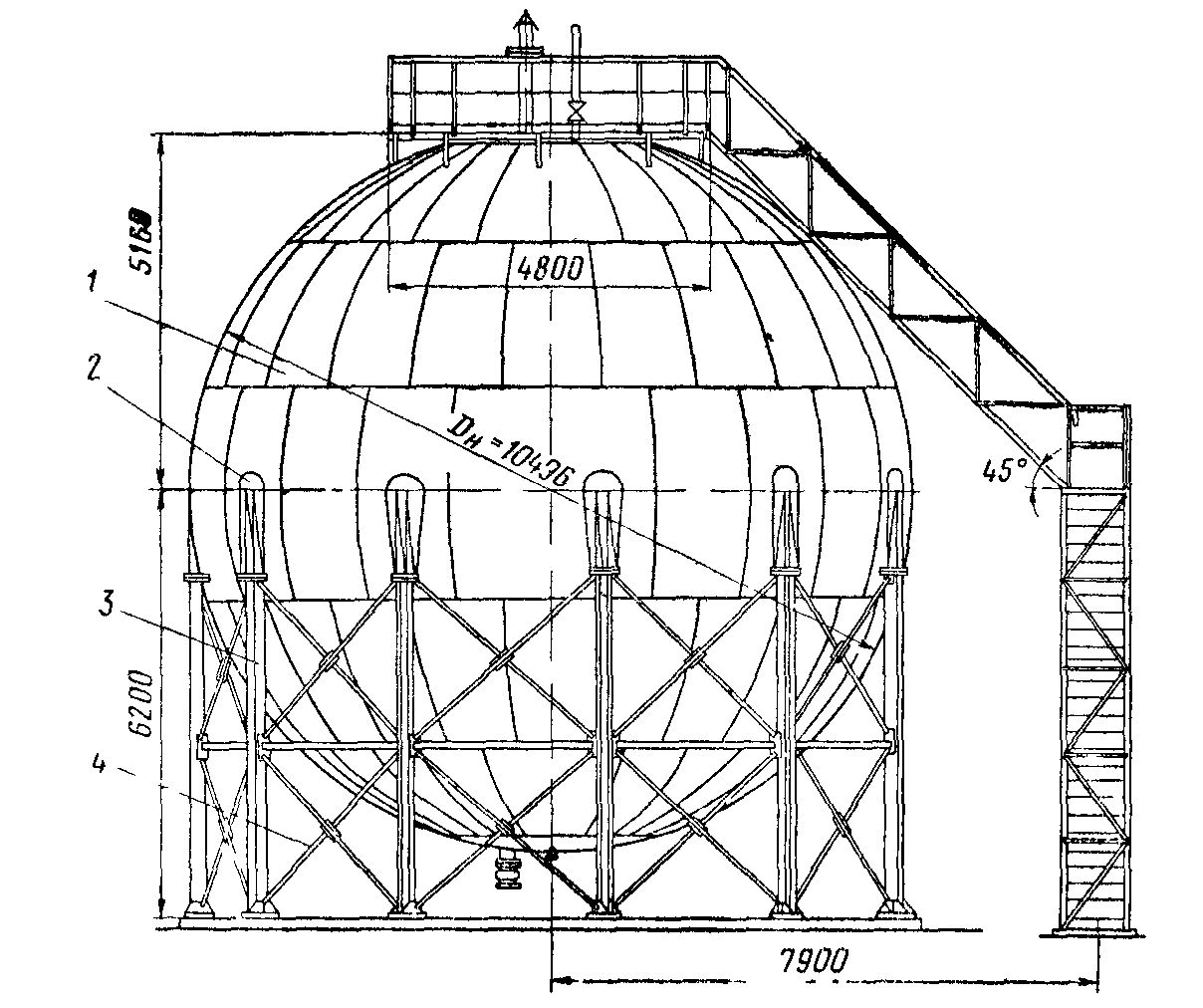
Сферические резервуары номинальной вместимостью 600-4000м 3 (рис.1) наиболее часто используются для сохранности ценных жидких продуктов. Такие резервуары широко используются не только для легких фракций сжиженного бутана, бензина, бутилена, но также в отраслях промышленности, где необходимо хранить, перерабатывать жидкие или газообразные продукты, что находятся под значительным избыточным давлением (0,25 — 1,8 МПа) и обладают большой упругостью паров.
Рис. 4.1 — Конструкция шарового резервуара
Использование таких резервуаров при меньшей вместимости является не рациональным, потому что они являются менее экономичными, чем цилиндрические резервуары в горизонтальном положении.
Нецелесообразно использование этих конструкций также при давлении больше 1,8 МПа, так как толщина стенки металлической оболочки при этом необходима большой величины, а это приводит к ухудшению прочностных показателей стали (через снижение обжатия при прокатке) и приводит к повышению трудоёмкости работ.
Сейчас возросла потребность так же в изготовлении уникальных резервуаров для предприятий группы «Б» на ряду с традиционным применением сферических резервуаров в нефтяной, газовой, химической промышленности, для хранения, переработки различных ЛСЖ, при технологических процессах, производства которых наблюдается наличие избыточного давления. По сравнению с применяемыми в этих отраслях цилиндрическими резервуарами именно сферические обладают рядом характерных преимуществ, а именно: они улучшают качество процесса хранения, сводят к минимуму объем газовой камеры, уменьшают расход стали, повышают давление внутри резервуара, исключают потери от испарения. Поэтому они используются не только как резервуары для хранения, но и как корпуса специальных технологических аппаратов.
Именно за счет малой площади поверхности, которая свойственная при сферической форме резервуара, уменьшаются затраты, которые необходимы для обработки, защиты этой поверхности от коррозии, ее изоляции от продукта, а это имеет огромное значение при эксплуатации таких сооружений.
Раскрой металлической оболочки зависит от суммарной длинны сварных швов, а также процента отходов листовой стали. Пару вариантов раскроя оболочки сферического резервуара показаны на рис. 2.
Самым рациональный вариант а) из листов размером 2,6х7,5 м при этом отходы стали составляют не более 8,8% и протяженностью сварных швов 616 м. Более удобными являются широкие (3 м) не слишком длинные листы (до 8 м).
Листы, толщина которых составляет до 16 мм, хорошо вальцуются на станке Г.С. Сабирова в холодном состоянии по сферической поверхности. Применение гидравлических прессов необходимо при больших габаритах листов, при этом необходим нагрев материала до 800-8500С.
Рис. 4.2 — Схемы раскроя оболочек шаровых резервуаров: 1 — донышко; 2 — корпус; а — трехпоясной меридиональный; б — параллельно меридиональный; в — двухпоясной меридиональный; г — меридиональный.
Опоры сферических резервуаров могут иметь различные конструкций. В резервуарах емкостью 600м 3 опорой служит железобетонный стакан в форме цилиндра (рис.4.3), диаметр которого равен радиусу сферической оболочки — это соответствует центральному углу охвата 600. При таком проектном решении происходит подвержение опорного сечения тонкостенной оболочки резервуара именно в точках контакта с цилиндрическим стаканом, мощным реактивным сжимающим усилиям, изгибающим моментам, что требует для более объёмных резервуаров применения специальной системы опирания, которая состоит из отдельных наклонных или вертикальных стоек (как правило из труб горячекатаных, ст. 20), прикрепленных к шару либо по экватору, либо немного ниже. Количество стоек кратно числу лепестков. Для резервуаров емкостью 600; 900м 3 число стоек равно 8; при 2000м 3 — 12; 4000м 3 — 16.
Низ стоек-опор крепится сваркой к металлическим опорным плитам, которые в свою очередь при помощи анкерных болтов фиксируются к железобетонному фундаменту в виде кольца. Верх стоек соединяется с оболочкой резервуара через фасонные пластинки, которые имеют такой же радиус кривизны, как и радиус оболочки.
Для получения упругого соединения шаровой оболочки с стойками при воздействии ветровой нагрузки и обеспечения вертикального положения опорных стоек при монтажных работах, их крепятся в единую упругую систему с помощью перекрестных диагональных связей — стальных тросов (стержней).
Связи имеют натяжные устройства — талрепы.
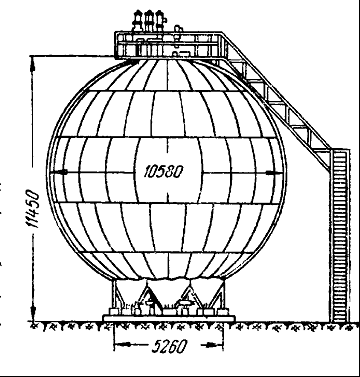
Рис. 4.3 — Шаровой резервуар емкостью 600 м 3 на цилиндрическом постаменте
Оболочка резервуаров для хранения веществ, которые не вызывают коррозию стали, производится из низколегированной стали (09Г2С) с улучшенным показателем ударной вязкости при отрицательных температурах. Для хранения агрессивных веществ, которые способны вызывать коррозию, используют двухслойную сталь, которая имеет главный слой из углеродистой стали (ВМСт3сп) и плакирующий слой из нержавеющей стали (Х18Н10Т), его толщина около 10 — 20% от всей толщины биметалла.
На куполе резервуара предусмотрено специальное технологическое оборудование, а на днище — патрубки для трубопроводов, лазы, люки. Сжиженный газ поступает в резервуар по трубопроводу через купол почти до дна резервуара. Выпуск газа происходит через трубопровод, который находится на днище.
.2 Обоснование и выбор материалов
Для обеспечения сохранности дизеля предусматривают именно шаровой резервуар. При этом очень часто используют стали марок Ст2, Ст3сп и низкоуглеродистые стали.
Эта сталь имеет увеличенный диапазон вязкости, сниженную степень старения. Свойства стали приведены в табл. 1.
Табл.1- Состав и свойства стали
Содержание химических элементов
 , МПа
, МПа
В нижней части стойка шаровых емкостей крепится
Кроме шаровых резервуаров в химической промышленности применяют каплевидные резервуары (рис.3,б), которые также собирают из лепестков, предварительно изготовляемых на заводе.
Для хранения большого количества нефти применяют траншейные резервуары. Они наиболее экономичны, так как снижают потери нефтепродуктов от испарения. В существующих резервуарах наземного типа, рассчитанных на незначительное давление, очень велики потери от испарения. Конструкция траншейного резервуара состоит из металлической оболочки, которая опирается на песчаное основание толщиной 20см.
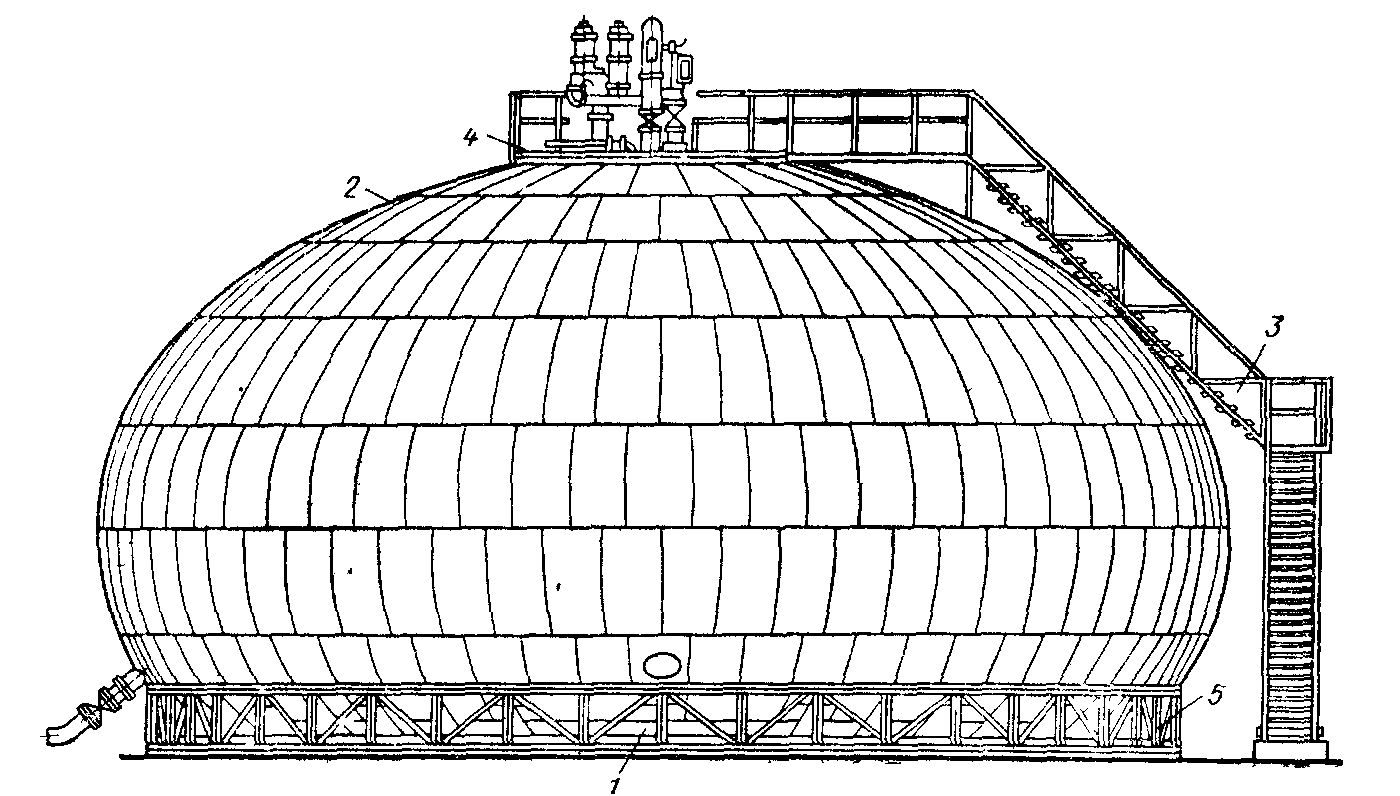
Резервуары относятся к листовым конструкциям и служат для хранения жидкостей. Поэтому как при изготовлении, так и при монтаже к ним предъявляют требования по непроницаемости. На рисунке 4 показаны смонтированные шаровые резервуары.
Возведение наземной части сооружения начинают после приемки фундамента под монтаж. Точность установки отдельных элементов наземной части, а также всего сооружения зависит в значительной степени от правильного устройства фундамента.
При устройстве фундаментов под металлические конструкции размеры их в плане, по высоте, разбивка анкерных болтов гарантируются строительной организацией. В фундамент закладывают металлические детали, вне контура опоры конструкций, на которые наносят разбивочные оси, необходимые для монтажа конструкции.
При монтаже резервуаров отдельными лепестками вначале устанавливают на бетонное основание опорное кольцо. Его до закрепления выверяют, а затем закрепляют. После того как бетон затвердел, устанавливают нижнее дно. На нижнее дно устанавливают лепестки поясов.
Для более точного монтажа к смонтированным поясам приваривают стойки из швеллеров. Во время сборки шаровых резервуаров лепестки между собой соединяют на электроприхватках. Сварку производят после окончания всей сборки и выверки.
В связи с большим количеством сварных швов резервуары целесообразно сваривать автоматической сваркой. Для выполнения сварных швов в удобных условиях используют различные вращатели. В последнее время для сварки полностью собранного резервуара применяют стенды, которые дают возможность вращать резервуар в любом направлении.
На рисунке 5 показан монтаж шарового резервуара полусферами. Монтаж осуществляют двумя мачтами. Для сварки горизонтального шва на смонтированной части устроены подмости.
После окончания монтажа шарового резервуара производят его гидравлическое испытание давлением, превышающим в 1,5 раза рабочее давление.
Каплевидные резервуары монтируют из отдельных лепестков, которые поступают свальцованными с завода. На песчаное основание укладывают днище. После этого собирают опорное кольцо, которое имеет ребра жесткости. Затем монтируют два нижних пояса из отдельных лепестков и устанавливают полуфермы каркаса, которые нижним концом крепятся к ребрам жесткости, а верхним к верхнему кольцу. Полуфермы из плоскости развязываются связками. По полуфермам собирают остальные пояса резервуара.
Для хранения жидких продуктов используют различные сварные цилиндриеские резервуары. До недавнего времени применялись два способа монтажа таких резервуаров: полистовая сборка наращиванием и подращиванием поясов. В настоящее время в связи с применением нового прогрессивного способа монтажа из рулонной заготовки два предыдущих способа почти не применяются.
Монтаж резервуаров из рулонной заготовки значительно сократил работы на площадке, так как почти все изготовление резервуара перешло на завод. Изготовление рулонов заключается в заготовке полотнищ. Полотнища сваривают на стенде автоматической сваркой. Причем сварка производится встык, что дает возможность значительно сэкономить металл.
Сваривается корпус резервуара и отдельно днища. Днище заготавливают из одной или двух половинок и наматывают на центральную опору. Кровлю также заготавливают в виде полотнища или щитов. Все заготовленные полотнища сворачивают в рулоны, которые отправляют на монтажную площадку. Рулоны бывают диаметром от 2 до 3м и длиной до 18м. рулоны, прибывшие на монтажную площадку, разгружают с железнодорожных платформ и подают к месту монтажа.
Резервуары монтируют на песчаном основании, которое имеет форму конуса с уклоном 2% от центра к краям.
Сверху песчаной подушки укладывают изоляционный слой, предохраняющий днище от влаги. Днище разворачивают и укладывают на подготовленное основание.
Разворачивание происходит непосредственно на подготовленном основании или в стороне от него с последующим натаскиванием. Перед разворачиванием рулон обматывают несколькими витками каната, который натягивают при помощи трактора или лебедки. После натяжения каната соединительные планки, которые удерживали рулон в свернутом положении, срезают. Затем, постепенно ослабляя натяжение каната, разворачивают рулон. Если рулон не разворачивается самостоятельно, прибегают к помощи трактора или лебедки.
Если днище поступило на монтажную площадку из двух половинок, то его соединяют, производят выверку и сваривают автоматической или полуавтоматической сваркой. В центре днища приваривают стальной штырь, от которого реечным шаблоном с резцом-чертилкой наносят риску внешней окружности корпуса резервуара. Вдоль риски на расстоянии приблизительно 500мм приваривают ограничители из уголков. Они фиксируют положение корпуса при его разворачивании. Когда разворачивание заканчивается, уголки срезают.
Монтаж корпуса резервуара начинают с подготовки рулона к подъему в вертикальное положение. Для этого производят закатывание рулона на днище. Нижнюю часть рулона устанавливают на поворотный шарнир, соединенный с шевром, которым затем будет поднят рулон.
На то место, куда будет установлен рулон, кладется поддон, выполненный из металлического листа толщиной 8мм. Перед подъемом рулон должен лежать так, чтобы его замыкающая кромка находилась сверху. На кромку для придания корпусу жесткости укладывают временную мачту с лестницей. После окончания подготовительных работ производят выверку правильного расположения шевра, оснастки и шарнира. Шарнир приваривают к листам днища. Затем с помощью тракторов или лебедок производят подъем рулона полиспастом шевра в вертикальное положение.
После окончания подъема и установки рулона в вертикальное положение вся такелажная оснастка, необходимая для подъема, снимается. В центре днища устанавливают постоянную или временную центральную опору. Если кровля щитовая, то на центральной опоре устанавливают оголовок, необходимый для опирания щитов кровли. Основание стойки приваривают к днищу.
Вертикальный шов обоих концов корпуса резервуара сваривают внахлестку. Подгонку листов друг к другу производят с помощью различных приспособлений. Схема разворачивания корпуса резервуара показана на рисунке 6.
Технология изготовления шаровых резервуаров. Технологические схемы изготовления негабаритных цилиндрических конструкций (вращающиеся печи, сосуды).
Технология изготовления шаровых резервуаров.

Рис.5.14. Шаровой резервуар емкостью 600 м 3
Шаровой резервуар (рис. 5.14) состоит из оболочки 1, опорных трубчатых стоек со связями 2, площадки обслуживания 3, наклонной лестницы 4 и шахтной лестницы 5. К внутренней поверхности оболочки крепится внутренняя смотровая лестница.
Рассмотрим технологию изготовления шаровой оболочки резервуара емкостью 600 м 3 с толщиной стенки 16 мм, работающую при рабочем давлении 0,6. 0,6 МПа. Для оболочки применяют сталь 09Г2С. Масса оболочки 43 т. В табл.5.1 приведены различные варианты раскроя оболочки. Чем крупнее лепесток, тем меньшее количество и длина сварных швов требуется для формирования оболочки при существенном сокращении расхода металла.
Основным в резервуаростроении принят третий вариант раскроя оболочки, состоящей из четырех элементов днищ и 16 лепестков.
Технология изготовления негабаритных цилиндрических изделий и технология монтажа их из рулонированных заготовок.
Несмотря на конструктивные отличия резервуаров, для их изготовления можно применить единый технологический процесс полистовым способом сборки и сварки всех элементов изделия в условиях монтажа, либо методом рулонирования. Основным способом изготовления резервуаров является метод рулонирования, сущность которого заключается в сборке и сварке на заводе крупногабаритных полотнищ днища, корпуса, плавающих крыш и понтонов и сворачивании их в транспортабельные рулоны в упругопластическом состоянии, перевозке к месту монтажа и разворачивании рулонов. Этот способ был предложен Г.В.Раевским (институт эл.сварки им.Е.О.Патона) и впервые осуществлен на Куйбышевском заводе монтажных заготовок.
В основе технологии изготовления полотнищ шириной до 18 м из металла толщиной до 18 мм предусмотрена двухсторонняя автоматическая сварка под флюсом. Изделия толщиной до 8 мм собирают в нахлестку, а большей толщины встык. Полотнища изготавливают на двухъярусных станах, состоящих из верхнего яруса, поворотного кружала, нижнего яруса и рабочего кружала. Перемещение полотнища и его сворачивание обеспечивается рабочим кружалом. На верхнем и нижнем ярусах имеются четыре рабочих участка: сборки и сварки с одной стороны, сварки с другой стороны, контроля, исправления дефектов и грунтовки. Сворачивание рулона производят после окончания всех работ на участках. При этом полотнище наворачивают на вспомогательный элемент, закрепленный в рабочем кружале.
Монтаж резервуаров из рулонированных элементов производят непосредственно на месте эксплуатации. Для чего тщательно укатывают песчаную подушку либо делают бетонное основание. Раскатывают рулонированные элементы днища, собирают стыки внахлестку шириной 40 мм и выполняют швы сварочным трактором. Концевые части стыков на расстоянии 250 мм, располагаемые под стенкой корпуса, переводят в стыковые соединения, срезав нахлестку, заваривают на остающейся подкладке и снимают усиления швов.
Особенностью контроля сварных швов днища является лишь односторонний подход к сварным соединениям, плотность швов контролируют пневматическими испытаниями путем поддува смеси воздуха с аммиаком под днище и индексации неплотностей на бумажных или тканевых лентах, смоченных фенолфталеином, либо последовательным наложением на шов вакуумной камеры с прозрачным верхом. Находят центр днища и циркулем размечают окружность с наружным диаметром корпуса, по контуру которой устанавливают и прихватывают упоры-пластинки. На подкладной лист, уложенный на днище, ставят вертикально рулон корпуса. Захватывают рулон тросом на удавку и газовой резкой срезают крепежные планки. Конец рулона подтягивают к упору и прихватывают к днищу. К поверхности рулона в нижней части приваривают грузовое ушко, за которое зачаливают трос и с помощью трактора или лебедки, приложив усилие по касательной, приступают к разворачиванию. При таком действии развернутая часть рулона прижимается к упорам и фиксируется в проектном положении прихватками к днищу. В процессе разворачивания рулона на верхний торец корпуса и центральную стойку укладывают щиты крыши. Замыкающий стык корпуса заваривают в вертикальном положении ручной сваркой. Автоматической сваркой под флюсом приваривают стенку корпуса к днищу двухсторонним угловым швом.
Сборка и сварка шаровых резервуаров
В зависимости от объема применяют три схемы раскроя резервуаров: без экваториального шва (однопоясной) и с экваториальным швом (двупоясной) и с расчлененными лепестками (рис. 7.4). При раскрое, соответствующем первой схеме лепестки получают холодной вальцовкой с помощью специального многовалкового стана, верхние валки которого имеют бочкообразную форму, а нижние, опорные, вогнутую, седлообразную.
Рис. 7..3. Сферический газгольдер.
Рис. 7.4. Схемы раскроя резервуаров:
а – с экваториальным швом (двупоясной); б – без экваториального шва (однопоясной); в – с расчепленными лепестками.
Для швов среднего пояса применяют Х-образную разделку. Сварка ведется по секциям обратно-ступенчатым способом с проковкой швов (кроме первого и последнего).
Кольцевые экваториальные швы сваривают в таком же порядке с двух сторон вручную. Корень шва подлежит обязательной вырубке. Число слоев 7-8, один из них подварочный.
Автоматическая сварка под слоем флюса резервуаров, собранных из отдельных лепестков, обеспечивает повышение производительности труда в 4-6 раз. Сварка лепестков производится на поворотных стендах, которые обеспечивают сварку всех швов в нижнем положении. Для изготовления различных поясов резервуара емкостью 600 м 3 из лепестков требуется шесть стендов: три для сварки наружных швов, и три для сварки внутренних швов. На рис. показан стенд для сварки лепестков. Поворотом рам 1- 2 при помощи троса 3, блока 4 и лебедки 5 относительно горизонтальной оси 6 стык устанавливается по отношению к сварочному трактору 8 в нижнее положение. Установку второго стука в положение для сварки осуществляется поворотом рамы 2 вокруг вертикальной оси Z. Сварка ведется сварочным трактором проволокой диаметром 4-5 мм под флюсом АН-318А. Ручная сварка проводится электродами типа Э 42А.
Монтаж шарового резервуара, после установки металлических опор на фундаменте и их выверки, начинается с установки и выверки днища. После этого при помощи шахт или крана укосины по шаблонам устанавливают лепестки первого и второго поясов, укрепляя их монтажными ребрами жесткости с наружной стороны. Затем устанавливают третий, четвертый и пятый пояса. Их также укрепляют ребрами жесткости с внутренней стороны резервуара. В последнюю очередь устанавливают верхнее днище.
По мере установки отдельных поясов шаблонами проверяют правильность формы резервуара. Допускается овальность до 40 мм и отклонение по диаметру ±20 мм.
При полистовой сборке резервуара сварка осуществляется по мере монтажа отдельных поясов. Сначала свариваются меридиональные швы в первом поясе, и приваривается нижнее днище. Затем в таком же порядке сваривают швы во втором поясе и экваториальный кольцевой шов между поясами, далее сваривают остальные пояса и верхнее днище. Сварка производится вручную или полуавтоматом.



