«Башнефть» ввела в эксплуатацию новый комплекс сернокислотного алкилирования
24 мая компания «Башнефть» ввела в промышленную эксплуатацию комплекс установок сернокислотного алкилирования и регенерации отработанной серной кислоты (СКА-РОСК) филиала «Башнефть-Новойл».
Комплекс СКА-РОСК — крупномасштабный проект по модернизации уфимского нефтеперерабатывающего комплекса «Башнефти», в полном объеме реализованный после перехода компании под контроль АФК «Система». Строительство комплекса началось в 2010 году и завершено в декабре 2012 года. Инвестиции в проект, с учетом строительства установок СКА, РОСК и ряда других технологически связанных с ними объектов предприятия, превысили 8 млрд. рублей.
Реализация проекта СКА-РОСК наряду со строительством двух других установок — производства водорода и гидроочистки бензина каталитического крекинга — позволит нефтеперерабатывающему комплексу „Башнефти“ досрочно, уже в 2014 году завершить переход на производство топлив экологического стандарта Евро-5. Наряду с повышением безопасности и надежности технологических процессов, проект внесет существенный вклад в защиту окружающей среды.
Справка: Продукция установки сернокислотного алкилирования — алкилбензин (алкилат) — компонент для производства высокооктановых бензинов, отвечающих требованиям пятого экологического класса по Техническому регламенту (Евро-5). Ввод новой установки СКА Филиала «Башнефть-Новойл» производительностью 1200 тонн в сутки позволит Компании в четыре раза увеличить производство алкилата. На установке СКА используется технология компании STRATCO-DuPont (США). В качестве катализатора процесса алкилирования применяется концентрированная серная кислота (98%).
Вторая установка комплекса — РОСК — обеспечивает непрерывную регенерацию отработанной серной кислоты по технологии компании Haldor Topsøe A/S (Дания) с получением свежей серной кислоты, вновь вовлекаемой в технологический процесс установки СКА по закрытой схеме, что исключает ее привлечение со стороны и снижает экологические риски.
В процессе строительства комплекса УСКА-РОСК было задействовано более 20 подрядных организаций и свыше 3000 работников. Проектирование комплекса выполнило ОАО «Салаватнефтехимпроект». Генеральным подрядчиком по строительству установки СКА выступило ОАО «АК ВНЗМ» («Востокнефтезаводмонтаж»), установки РОСК — ЗАО «Нефтехимремонт». Поставку оборудования и материалов осуществляли предприятия Башкирии и других регионов России, в т. ч. ОАО «УТС Туймазыхиммаш», ОАО «Башнефтехимремсервис», ОАО «Салаватнефтехиммаш», УЖБЗ-1.
«Башнефть-Новойл»
Общая информация
ОАО «Новойл» — один из крупнейших в России производителей высококачественных нефтепродуктов и один из лидеров отрасли по показателю глубины переработки нефти. Мощность завода составляет 7,4 млн тонн в год углеводородного сырья — сернистой и высокосернистой нефти, различных газовых конденсатов, а также средних и тяжелых дистиллятов, поставляемых с других предприятий уфимской группы.
По состоянию на 2015 год глубина переработки нефти на НПЗ достигала порядка 88%, индекс Нельсона составлял 10,6, что приближается к общемировым показателям.
История завода
| 1951 | ЭЛОУ-АТ, риформинг, термический крекинг (ТК-1, ТК-2, ТК-3, ТК-4), висбрекинг |
| 1952 | Газофракционирование (АГФУ-1) |
| 1953 | Первичная переработка нефти (АВТМ-2) |
| 1953 | Обессоливание и обезвоживание нефти, первичная переработка нефти (ЭЛОУ-АВТ-5, ЭЛОУ-АВТ-6), термический крекинг ТК-5 |
| 1953 | Сбор и компремирование факельного газа (Мерокс) |
| 1953 | Установка смешения масел (УСМ) |
| 1954 | Первичная переработка нефти (АВТМ-1) |
| 1954 | Обессоливание и обезвоживание нефти (ЭЛОУ-5) |
| 1954 | Первичная переработка нефти (АВТМ-9) |
| 1955 | Обессоливание и обезвоживание нефти (ЭЛОУ-6) |
| 1955 | Замедленное коксование (21-10 / 700) |
| 1955 | Селективная очистка масляных дистиллятов (37 / 1,2,3) |
| 1955 | Битумная (19 / 3) |
| 1955 | Деасфальтизация (36-1 / 1, 2) |
| 1955 | Сероочистка |
| 1955 | Серополучение |
| 1955 | Депарафинизация (39 / 1) |
| 1957 | Депарафинизация (39 / 4) |
| 1957 | Обессоливание и обезвоживание нефти (ЭЛОУ-7) |
| 1959 | Сернокислотное алкилирование (25-4 / 2) |
| 1961 | Обезмасливание гачей и депарафинизация масел, получение парафинов и восков (40 / 2) |
| 1970 | Гидроочистка дизельного топлива и каталитический риформинг (Жекса) |
| 1971 | Вторичная перегонка бензинов прямой перегонки (22-4 Блок 1) |
| 1974 | Гидроочистка дизельного топлива (ЛЧ-24-7 I поток) |
| 1976 | Гидроочистка бензинов и каталитический риформинг (Л — 35-11/1000 с.100, с.200) |
| 1977 | Сбор, компремирование и демеркаптанизация сжиженных газов (Мерокс) |
| 1985 | Гидроочистка дизельного топлива, бензинов и керосина (ЛЧ-24-7 II поток) |
| 1985 | Осушка дизельного топлива |
| 1997 | Изомеризация (Л-35-11/1000 с. 300) |
| 2004 | Узел термического расщепления отработанной серной кислоты (УТК) |
| 2008 | Вторичная разгонка изомеризата (Блок ДИГ) |
| 2009 | Вторичная перегонка бензинов каталитического риформинга (22-4 Блок 2) |
| 2013 | Установка СКА-РОСК |
| 2014 | Установка производства водорода УПВ |
 Завод в военные годы
Завод в военные годы
Схема завода
Производство
Топливное производство
Установки электрообессоливания ЭЛОУ-5, ЭЛОУ-6, ЭЛОУ-7
Предназначены для подготовки сырой нефти к переработке на установках АВТ путем удаления из нее путем электрообессоливания воды и растворенных в ней солей.
Атмосферно-вакуумная трубчатка масляная АВТМ-1, АВТМ-2, АВТМ-9
Установки атмосферно-вакуумные трубчатые масляного профиля предназначены для разделения нефти на фракции для производства масел и топливных компонентов для последующей переработки или использования в товарной продукции.
| Установка | Год ввода в эксплуатацию | Мощность, млн т/год |
| АВТМ-1 | 1954 | 1,87 |
| АВТМ-2 | 1954 | 1,26 |
| АВТМ-9 | 1955 | 2,1 |
| АВТ-5 | 1953 | 1,99 |
Сырье АВТ-5 и АВТМ:
Продукты АВТМ:
Продукты АВТ:
Установка четкой ректификации бензинов 22-4
Год ввода в эксплуатацию установки – 1971 год. Максимальная производительность 1-го блока 1,46 млн. т/год, 2-го блока 1,824 млн, т /год.
Регенерация отработанной серной кислоты
Крупными потребителями серной кислоты являются химическая и нефтехимическая промышленность, металлургия, машиностроение, сельское хозяйство и другие отрасли промышленности.
Ежегодно порядка 10% от общего ее производства становится отработанной серной кислотой.
Необходимо утилизировать сотни тысяч т отработанной кислоты с целью экономного ресурсопользования и защиты окружающей среды.
Отходы, образующиеся при использовании серной кислоты, включают кроме отработанной серной кислоты травильные растворы, кислые гудроны и сточные воды, содержащие кислоту менее 10 % (по массе).
В России насчитывается более 200 видов отработанной серной кислоты, содержащих около ста видов примесей, в том числе аккумуляторная кислота из отработанных свинцовых аккумуляторов.
Обезвреживание и утилизацию отработанной серной кислоты производят следующими способами:
— нейтрализацией растворов или их огневым обезвреживанием без использования образующихся продуктов;
-использованием (возможно после предварительного упаривания) загрязненных растворов в других технологических процессах;
— регенерацией отходов с получением товарной серной кислоты.
Сточные воды с низкой концентрацией серной кислоты обычно нейтрализуют щелочами.
При содержании в сточных водах примесей нейтрализацию совмещают с огневым методом. Метод нейтрализации применяют при небольших количествах отходов и отсутствии в них органических примесей.
Непосредственное использование отходов кислоты в других процессах ограничено из-за наличия в них примесей.
Отработанную кислоту применяют после очистки и концентрирования в производстве сульфатных минеральных удобрений.
Основная масса отработанной серной кислоты и кислых гудронов подвергается регенерации.
В зависимости от состава отработанной кислоты применяют различные методы регенерации: термическое расщепление, экстрагирование органических примесей, адсорбцию, каталитическое окисление пероксидом водорода, коагулирование, выпаривание и тд.
Для концентрирования серной кислоты применяются 2 типа установок:
— с внешним обогревом;
— с непосредственным соприкосновением греющих газов с кислотой.
В них происходит обогрев кислоты через стенку в аппаратах колонного типа, установки вакуум- аппаратов и установки Дюпон пленочного типа.
Суть процесса концентрирования в таких аппаратах заключается в дроблении кислоты на капли благодаря потоку горячего газа.
Оба вида технологий получения концентрированной серной кислоты имеют как положительные, так и отрицательные стороны.
Большим преимуществом установок с внешним обогревом является отсутствие или минимальное количество тумана серной кислоты, образующейся в результате работы концентраторов второго типа, а также получения серной кислоты с крепостью до 98%.
Но при концентрировании серной кислоты, например, в ретортах до 96% крепости и выше, происходит их быстрое изнашивание из-за высокой температуры кипения серной кислоты, которая достигает 300°С.
При высоких температурах увеличивается испарение и разложение серной кислоты, что ведет к потере количества и качества серной кислоты.
Эти недостатки устранены в установках Майснера, где концентрирование происходит под вакуумом.
Установки Майснера более компактны по сравнению с ретортными установками Паулинга.
Установки с колоннами Майснера занимают менее 40% площади, требующейся для установки реторт Паулинга.
Недостаток установки Майснера:
— малая производительность (выход составляет до 13-15 т/сут).
— растрескивание ферросилидовых царг, проявляющееся в процессе эксплуатации данной установки, а также нарушение уплотнения между царгами.
— необходимость строительства котельных для выработки водяного пара, применяемого в колоннах.
Установки Майснера могутт быть применены только в случаях необходимости концентрирования небольших количеств серной кислоты и для получения при этом серной кислоты высокой концентрации (до 98%).
Установки Дюпон решают проблема растрескивания ферросилидовых материалов и проблему появления неплотностей, путем применения нагревательных труб и метода стекающей пленки.
В установках Дюпон применено новое техническое решение в виде монтажа оборудования с учетом механических и термических напряжений ферросилида, на катках или на пружинных подвесках.
Преимущества: простота устройства, исполнения и обслуживания. Установки по производительности относятся к числу средних, достигая до 25 т/сутки.
Недостатки установок Дюпон:
— загрязнение внутренних поверхностей труб с течением времени, что приводит к снижению их теплопропускной способности,
— необходимость их периодической прочистки и промывки труб с применением большого количества воды.
Преимущества установок Кесслера:
— значительно облегчена передача тепла от топочных газов к серной кислоте,
— концентрируемая кислота не доводится до точки кипения, а большая, открытая поверхность контакта газа и кислоты максимизирует интенсивность процесса массопередачи и теплопередачи,
— возможность работать на любом местном виде топлива: газообразном, жидком, твердом, что значительно увеличивает сырьевые возможности безостановочного перехода с одного вида топлива в случае необходимости на другой.
Недостатки установок Кесслера:
— необходимость периодической чистки рекуператора с выгрузкой насадки,
— большая потеря СК с отходными газами, что составляет порядка 2-2,5%.
Более перспективны концентраторы барабанного типа.
— концентрирование производится путем барботажа горячих газов через упариваемую кислоту, как в слое кислоты, так и в зоне брызг, где на поверхности капель происходит хорошая теплопередача.
-лучшее использование тепла и переработка большого количества кислоты.
До настоящего времени они считались наиболее удобными, экономичными и практичными для концентрирования серной кислоты.
Работают на мазуте и газе.
— необходимость в поддержании строгого температурного режима топочных газов, так как увеличение его даже на 10 °С довольно быстро разрушает барботажные трубы 1 й камеры концентратора и увеличивают потери кислоты из-за ее термического разложения, которые составляют 10-15% от общего количества.
Скоростные концентраторы, в которых потоком горячего газа жидкость преимущественно разбивается на мельчайшие капли. Для создания такого процесса концентрирования серной кислоты в капельном состоянии используют аппараты Вентури.
В России наибольшее распространение получила регенерация серной кислоты огневым методом, при котором происходит высокотемпературное расщепление кислоты.
Метод универсален и высокоэффективен.
При огневом методе используется концентрированная серная кислота, поэтому при необходимости предварительно проводят упаривание отработанной кислоты до необходимой концентрации.
Процесс термического расщепления кислоты и окисление органических. примесей проводят при 950-1200 °С, для чего в огневом реакторе сжигают топливо (рис 1).
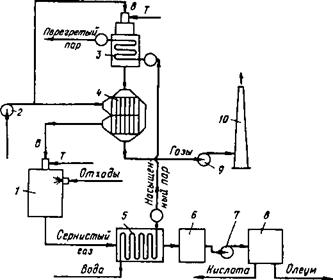
Сернокислотные растворы с помощью форсунок распыляют в потоке продуктов сгорания топлива в огневом реакторе 1.
Туда же с помощью воздуходувки 2 подается воздух, предварительно пропущенный через воздухоподогреватель 4.
Органические примеси при этом окисляются с образованием С02 и Н20, а серная кислота расщепляется с образованием SО2
Очищенные дымовые газы с помощью дымососа 9 выбрасываются в атмосферу через дымовую трубу 10.
Огневая регенерация серной кислоты из отходов позволяет одновременно с их обезвреживанием получать товарную продукцию высокого качества.
Это приводит к сокращению расходов природного сырья и снижению затрат на производство серной кислоты на 25-30 % по сравнению с ее производством из первичного сырья (элементарной серы).
Для рентабельной регенерации серной кислоты из рассматриваемых отходов необходимо их предварительное обезвоживание (концентрирование).
В связи с отсутствием в отходах летучих веществ концентрирование можно осуществить методом упаривания в контактных теплообменниках за счет теплоты отходящего из огневого реактора сернистого газа.
При этом одновременно происходит закалка газа.
Содержание воды в упаренном растворе зависит от температуры отходящих из огневого реактора газов и от содержания воды в исходном растворе.
Если в исходном растворе имеется 60-70 % воды, то после упаривания его отходящими газами с температурой 950-1000 °С содержание воды снижается до 35- 40 %.
Сильно разбавленные растворы, содержащие более 80 % воды, после упаривания содержат ее не более 60 %. При огневой переработке таких растворов с целью получения сернистого газа с содержанием 802 не менее 6 % в качестве топлива используют серу или сероводород, а также обогащают кислородом дутьевой воздух.
Для более полного превращения S03 в S02 в огневом реакторе целесообразно 2-ступенчатое сжигание топлива.
В 1й ступени термическое расщепление серной кислоты и сульфатов осуществляется в восстановительной газовой среде (в продуктах неполного горения топлива), а во 2й ступени происходит дожигание продуктов неполного горения за счет подачи вторичного воздуха.
Если травильные растворы не загрязнены различными примесями, получаемый оксид железа применяется в производстве красителей, активных катодных масс, ферритных порошков, полирующих паст и т д.
Загрязненный оксид железа используется как металлургическое сырье.
В процессе регенерации травильных сернокислотных растворов образуется сульфат железа, который можно использовать непосредственно без дополнительной обработки как ядохимикат, а также для мелиорации почв и очистки сточных вод. Этот продукт может использоваться после соответствующей переработки как сырье для получения серы и оксида железа.
Существуют методы переработки сульфата железа в сернистый газ (а следовательно, в серную кислоту).
Разработана технология получения серной кислоты путем одновременного сжигания сульфата железа и серы в реакторе с кипящим слоем.
Процесс проводят при температуре 900-1000 °С. Образующиеся в процессе сжигания пульпы, состоящей из сульфата железа и серы, продукты сгорания (сернистый газ и вода) подвергаются очистке от пыли, охлаждаются до 290-300 °С и направляются на получение серной кислоты по классической схеме.
АО “Газпромнефть-Омский НПЗ”
Общая информация
«Газпромнефть-ОНПЗ» — одно из крупнейших предприятий нефтепереработки России, расположенное в городе Омске и принадлежащее компании «Газпром нефть». Мощность по переработке нефти и газового конденсата составляет порядка 22 млн т/год.
Масштаб завода позволяет побороться с лучшими и крупнейшими нефтеперерабатывающими заводами мира. Размер завода просто огромный. Завод строился с учетом перспективных планов развития,поэтому сеть инфраструктуры раскинута на 1290 гектаров. Общая протяженность дорог составляет порядка 160 км, по которому круглосуточно курсируют служебные автобусы.
В 2019 году Омский НПЗ обеспечил переработку 20,7 млн тонн нефти, сохранив первое место по объемам нефтепереработки в России. Омский НПЗ занимает лидирующие позиции в отрасли и по ключевым показателям эффективности производства: доля выхода светлых нефтепродуктов в 2018 году составила 70,6%, а глубина переработки — 89,5%.
В настоящее время Индекс Нельсона завода составляет 8,5 пунктов, что приближается к среднемировым показателям.
История
 Завод в 50-е гг.
Завод в 50-е гг.
| 1955 | Завод запущен в эксплуатацию. На установке АВТ-1 переработана первая партия башкирской нефти. Установка гидроформинга начала работу. |
| 1959 | Первая в Сибири установка каталитического крекинга, построенная с учетом передовых достижений тех лет, вступила в строй действующих. |
| 1961 | Новая установка первичной переработки нефти: АВТ-8 вступила в строй действующих. |
| 1968 | Введена в эксплуатацию установка АТ-9. Это была первая на заводе мощность первичной переработки нефти без вакуумного блока. |
| 1969 | Установка риформирования бензинов Л 35/11-600 – включена в технологическую схему завода. |
| 1971 | Комплекс по производству «вечных» литиевых смазок сдан в эксплуатацию. |
| 1972 | Пробный пуск первой в стране установки каталитического крекинга 43-103. |
| 1974 | Комплекс первичной переработки нефти ЭЛОУ–АВТ–6М мощностью 6 миллионов тонн нефти в год запущен в эксплуатацию. Запуск установки ГФУ-2. |
| 1976 | Установка миллионного риформинга Л – 35/11-1000 пополнила производственные мощности завода. |
| 1978 | Омский нефтезавод достиг максимальной мощности. Тогда было переработано 29076,4 тыс. тонн нефти. Это был рекорд в истории нефтепереработки России. |
| 1983 | Комплекс производства ароматических углеводородов вступил в строй действующих. |
| 1994 | Состоялся пуск важного природоохранного объекта: установки по производству серы. Запуск комплекса КТ-1/1. |
| 2001 | Начал работу комплекс сернокислотного алкилирования 25/12 |
| 2010 | Запуск установки изомеризации «Изомалк-2» |
| 2012 | Запуск установок ГОБКК и ГОДТ, запуск установки КЦА |
| 2018 | Запуск установки производства водорода |
Производство
Производство №1 – Первичной переработки нефти, битума и кокса
| Установка | Год ввода в эксплуатацию | Мощность, млн т/год |
| АВТ-6 | 1956 | 1,7 |
| АВТ-7 | 1961 | 3,5 |
| АВТ-8 | 1961 | 3,5 |
| АТ-9 | 1968 | 5,1 |
| АВТ-10 | 1974 | 8,6 |
| ЭЛОУ-АВТ | 2020-2021 | 8,4 |
ЭЛОУ-АВТ-10
Атмосферно-вакуумные установки АВТ-6, 7, 8, 10 и атмосферная установка АТ-9 предназначены для первичной перегонки обессоленной нефти и газового конденсата.
Сырье АВТ-10 (АВТ-6М):
Продукты:
ЭЛОУ-АТ-9
Сырье АТ-9:
Продукты:
ЭЛОУ-АВТ-6, ЭЛОУ-АВТ-7, ЭЛОУ-АВТ-8
Сырье АВТ-6,7,8:
Продукты:
ЭЛОУ-АВТ
ЭЛОУ-АВТ будет иметь отдельный блок для переработки газового конденсата, что позволит исключить ГК из сырья установок АТ-9, АВТ-10.
Блок физической стабилизации бензинов ФСБ
Предназначен для разделения прямогонного бензина с установок АВТ-6,7,8.
Сырье:
Продукты:
Установка замедленного коксования 21-10/3М
Мощность по сырью – 750 тыс. т/год. Год ввода –
Сырье:
Продукты:
Установка непрерывного получения битума 19/3
Мощность по сырью – 750 тыс.т/год.
Предназначена для переработки гудронов прямой перегонки нефти с получением нефтяных битумов различных марок, применяемых в строительстве и производстве дорожного покрытия.
В 2010 году на Омском НПЗ введена в строй секция по производству полимерно-битумных вяжущих и битумных эмульсий по проекту итальянской компании Massenza.
Она предназначена для производства дорожных материалов нового поколения, а именно дорожного битума, обладающего широким интервалом пластичности, высокой прочности и эластичности, что значительно повышает его износостойкость, устойчивость к изменениям температуры воздуха и другим внешним погодным воздействиям.
Проект предусматривает производство не менее 10 тыс. тонн полимерно-битумных вяжущих и 3 тыс. тонн битумных эмульсий в год.
Сырье:
Продукты:
Производство №2 – Глубокой переработки нефти и алкилирования бензинов
Комбинированная установка глубокой переработки мазута КТ 1/1
Мощность вакуумного блока – 4 млн т/год. Год ввода в эксплуатацию – 1994.
Комбинированная установка глубокой переработки мазута состоит из следующих секций:
Секция вакуумной перегонки мазута и висбрекинга С-001
Мощность висбрекинга по сырью – 1,5 млн т/год.
Сырье:
Продукты:
С вводом новых мощностей НПЗ установка висбрекинга будет законсервирована.
 Блок вакуумной перегонки и висбрекинга КТ-1/1
Блок вакуумной перегонки и висбрекинга КТ-1/1
Секции гидроочистки каталитического крекинга, ректификации, абсорбции и газофракционирования
Мощность по сырью – 2,4 млн т/год.
Каталитический крекинг и ректификация 2,25 млн т/год.
Абсорбция и газофракционирование (по жирному газу и нестабильному бензину) 1,36 млн т/год.
Сырье:
Продукты:
Секция производства МТБЭ
Мощность по МТБЭ – 40 тыс. т/год.
Предназначена для синтеза МТБЭ – высокооктановой добавки к автобензинам путем реакции изобутилена, содержащегося в ББФ и метанола.
Сырье:
Продукты:
Установка сернокислотного алкилирования 25/12
Мощность по алкилату – 300 тыс. т/год. Год ввода – 2001. Лицензиар – «STRATCO».
Сырье:
Продукты:
Установка регенерации серной кислоты (РОСК)
Предназначена для переработки отработанной серной кислоты установки алкилирования 25/12 и утилизации кислого газа установок предприятия с получением технической серной кислоты для процесса алкилирования и товарной серной кислоты.
Технология регенерации отработанной серной кислоты разработана Научно- исследовательским институтом по удобрениям и инсектофунгицидам (НИУИФ), г. Москва.
Установка производства водорода УПВ
Мощность по водороду – 12 тыс. т/год. Год ввода в эксплуатацию – 2018.
Сырье:
Продукты:
Установка изомеризации легких бензиновых фракций Изомалк-2
Мощность по сырью гидроочистки – 800 тыс. т/год. Год ввода в эксплуатацию – 2010. Лицензиар – «НПП Нефтехим».
Установка изомеризации предназначена для переработки легких бензиновых фракций в высокооктановый компонент товарного бензина по технологии низкотемпературной изомеризации «Изомалк-2». Установка является крупнейшей в РФ.
Сырье:
Продукты:
Установка каталитического крекинга 43-103
Мощность по сырью – 1,84 млн т/год. Введена в эксплуатацию: 1972г.
Предназначена для получения компонента высокооктанового бензина методом каталитического крекирования смесевого сырья вакуумного газойля и на поверхности алюмосиликатного цеолитсодержащего микросферического катализатора.
Сырье:
Продукты:
Установка производства серы УПС
Мощность по сырью – 65 тыс. т/год. Год ввода в эксплуатацию – 1994 г.
Предназначена для регенерации моноэтаноламинового раствора и производства элементарной серы из кислого газа.
Сырье:
Продукты:
Газофракционирующая установка ГФУ-2
Мощность по сырью – 520 тыс. т/год. Год ввода в эксплуатацию – 1974.
Установка ГФУ предназначена для разделения рефлюкса на индивидуальные углеводородные фракции.
Сырье:
Продукты:
Производство №3 – Микросферического цеолитсодержащего катализатора крекинга
Мощность комплекса – 21 тыс. т катализаторов/год (6 тыс. тонн катализаторов гидрогенизационных процессов и 15 тыс. тонн катализаторов каталитического крекинга).
На данный момент установки каталитического крекинга Омского НПЗ работают на катализаторах собственного производства.
Производство №4 – Ароматических углеводородов и вторичной переработки нефтепродуктов
Комбинированная установка по производству ароматических углеводородов КПА
Построена по проекту фирм Франции («Текнип», «Литвин», «Прокофранс») по лицензии фирмы «UOP». Год ввода в эксплуатацию 1983.
Секция 100 – вторичная перегонка сырья комплекса – стабилизированной прямогонной бензиновой фракции НК-180 о С с выделением, в качестве целевой фракции последующих технологий, фракции 85-140 о С. Мощность секции по сырью – 2, 4 млн т/год.
Секция 200 – предварительная гидроочистка сырья каталитического риформинга – фракции 85-140 о С.
Секция 300 – каталитический риформинг с непрерывной регенерацией катализатора (CCR) фракции 85-140 о С с получением ароматических углеводородов из неароматического сырья.
Данная секция является основой комплекса. Объем производства ароматических углеводородов на комплексе определяется технологическим режимом функционирования секции каталитического риформинга. Данная секция также обеспечивает комплекс водородом, необходимым для течения реакций в процессах предварительной гидроочистки (Секция 200), термического гидродеалкилирования (Секция 500), Таторей (Секция 600) и Изомар (Секция 800), а также поступающим в общезаводское хозяйство для нужд гидрогенизационных процессов
Секция 400 – экстракция ароматических углеводородов сульфоланом. Назначением данной секции является разделение ароматических и неароматических углеводородов. Неароматическая продукция (бензин-рафинат) поступает на компаундирование бензинов в товарное производство, а также используется в качестве сырьевого компонента секции 100. Ароматические углеводороды разделяются на бензол-толуольную и ксилольную фракции. Первая используется для получения бензола, вторая – в качестве компонента сырья секции выделения ортоксилола (Секция 900Б);
Секция 500 – термическое гидродеалкилирование толуола с получением бензола. Основой процесса является превращение толуола в бензол. В качестве водородной подпитки используется водородсодержащий газ секции 300. Кроме того, в ходе технологического процесса секции 500, производится концентрирование водородсодержащего газа для процесса “Таторей” (секция 600);
Секция 900А – фракционирование бензола и толуола. Сырьевой поток секции состоит из трех компонентов: бензол-толуольной смеси секции 400, бензол-толуольной смеси процесса термогидродеалкилирования (Секция 500) и целевой продуктовой фракции процесса “Таторей” (секция 600). Смесевое сырье предварительно подвергается глинообработке с целью удаления непредельных углеводородов, а затем ректификации. Продуктами данной секции являются:
Секция 600 – диспропорционирование и трансалкилирование ароматики С7 и С9 – процесс “Таторей”. Данный процесс направлен на превращение толуола и ароматики С9 в дополнительные количества бензола и ксилолов в присутствии водорода. Благодаря работе данной установки увеличивается производительность комплекса по бензолу и ксилолам
Секция 700 – адсорбционное извлечение параксилола из смеси ароматических углеводородов С8 – процесс “Парекс”. Ксилольная фракция, после извлечения параксилола, является сырьем С.800 – процесса “Изомар”
Секция 800 – изомеризация этилбензола и метаксилола в орто и параксилолы – процесс “Изомар”. Получаемая продуктовая фракция является компонентом сырья секции 900Б.
Секция 900Б – фракционирование ксилолов – выделение суммарной фракции (метаксилола, параксилола, этилбензола), целевого товарного продукта – ортоксилола, а также ароматики С9 и С10.
Секция 1000 – вспомогательные системы. Назначением секции является распределение энергоресурсов, поступающих на установку из заводских сетей.
Сырье:
Продукты:
Установка гидроочистки бензинов каталитического крекинга ГОБКК
Мощность по сырью – 1,47 млн т/год. Год ввода в эксплуатацию – 2012. Лицензиар – «Axens».
Предназначена для уменьшения содержания серы в бензине каталитического крекинга при минимальном снижении октанового числа.
Сырье:
Продукты:
Установка каталитического риформинга Л-35-11-600
Мощность по сырью – 600,0 тыс. т/год. Год ввода в эксплуатацию – 1969 г.
Предназначена для получения ароматизированного бензина, используемого в качестве компонента при приготовлении товарных автомобильных бензинов.
В состав установки входит два блока:
Сырье:
Продукты:
Установка каталитического риформинга Л-35/11-1000
Мощность по сырью – 1 млн т/год. Введена в эксплуатацию в 1976 г. В 2005 г. проведена модернизация с переводом процесса на режим непрерывной регенерации катализатора. Лицензиар – «UOP».
Установка риформинга редназначена для получения высокооктанового дебутанизированного платформата, используемого в качестве высокооктанового компонента при приготовлении товарных бензинов.
Сырье:
Продукты:
Установка короткоцикловой адсорбции КЦА
Мощность по сырью – 100 тыс. т/год. Год ввода в эксплуатацию – 2012. Лицензиар – «UOP».
Сырье:
Продукты:
Установки гидроочистки дизельных топлив Л-24/6, Л-24/7, Л-24/9, ГОДТ
| Установка | Год ввода в эксплуатацию | Мощность, млн т/год | Лицензиар | Блок депарафинизации |
| Л-24/6 | 1966 | 1,3 | Ленгипронефтегаз | − |
| Л-24/7 | 1967 | 1,1 | Ленгипронефтегаз | + |
| Л-24/9 | 1980 | 2,3 | Ленгипронефтегаз | − |
| ГОДТ | 2012 | 3,0 | UOP | − |
| ГОДТ ДП | 2020-2021 | 2,5 | UOP | + |
Предназначены для удаления органических сернистых, азотистых, и кислородсодержащих соединений из дизельного топлива путем деструктивной гидрогенизации, а также деструктивной депарафинизации гидроочищенного дизтоплива.
Сырье:
Продукты:
После ввода установки ГОДТ ДП планируется вывести из эксплуатации установки Л-24/6, Л-24/7.
Модернизация
На данный момент идут пуско-наладочные работы на новом комплексе ЭЛОУ-АВТ, ввод которого в эксплуатацию позволит остановить установки «старого фонда».
Также завершены работы по строительству и находится в стадии пуско-наладочных работ комплекс КГПН, который включает в себя:
Завершается строительство новой установки гидроочистки ГО ДТ ДП с блоком депарафинизации.
Идет строительство новой установки УЗК мощностью 2 млн т/год, что позволит ОНПЗ значительно сократить выпуск котельного топлива.

Схема завода
Продукция
Контакты
Акционерное общество «Газпромнефть – Омский НПЗ»
Генеральный директор: Белявский Олег Германович



