Литье металлов под давлением
Основы литья металлов под давлением
Литьё металлов под давлением — способ изготовления отливок из сплавов, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму под высоким давлением от 7 до 700 МПа. Этот способ применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей. Изделия могут быть массой от десятков граммов до десятков килограммов. Литье металлов под давлением занимает одно из самых высоких мест по объемам массового производства в металлообработке.
Литьём под давлением изготавливают:
детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
детали сантехнического оборудования;
детали бытовых приборов (пылесосы, стиральные машины, телефоны); ранее — детали печатных машинок;
детали компьютеров, мобильных телефонов и прочего аналогичного оборудования.
Литье под давлением алюминия: используется в легких и высокопрочных узлах. Картер коробки передач и т.д.
Литье под давлением магния: используется в легких и высокопрочных узлах, например: корпуса электро-борудования.
Литье под давлением цинка: используется при производстве игрушек и в деталях малых размеров, а так же в узлах с хорошим качеством поверхности, особенно где есть хромирование.
Литье под давлением латуни: используется в сантехнических изделиях, например, водопроводных кранах, смесителях.
Процесс изготовления изделий
Литейные формы (пресс-формы) обычно изготавливаются из стали. Оформляющая полость формы выбирается подобной наружной поверхности отливки, однако учитываются искажения размеров. Пресс-форма содержит также выталкиватели и подвижные металлические стержни, образующие внутренние полости изделий. Литейные машины разделяют на два вида — с горячей и холодной камерой прессования. По типу расположения вертикальные и горизонтальные. На рис. 1 дана принципиальная схема работы машин с холодной камерой прессования, расположенной у одних машин горизонтально (a), a y других — вертикально (б). При работе машины жидкий металл мерной ложкой или с помощью автоматического дозатора заливают в камеру прессования 6 и гидравлическим плунжером (прессующим поршнем 7) запрессовывают в пресс-форму. Пресс-формы изготовляют из двух половин (подвижной 3 и неподвижной 5) с вертикальной или горизонтальной плоскостью разъема. Это обеспечивает быстрое извлечение отливок с помощью толкателей 2, которые крепятся с тыльной стороны подвижной пресс-формы.
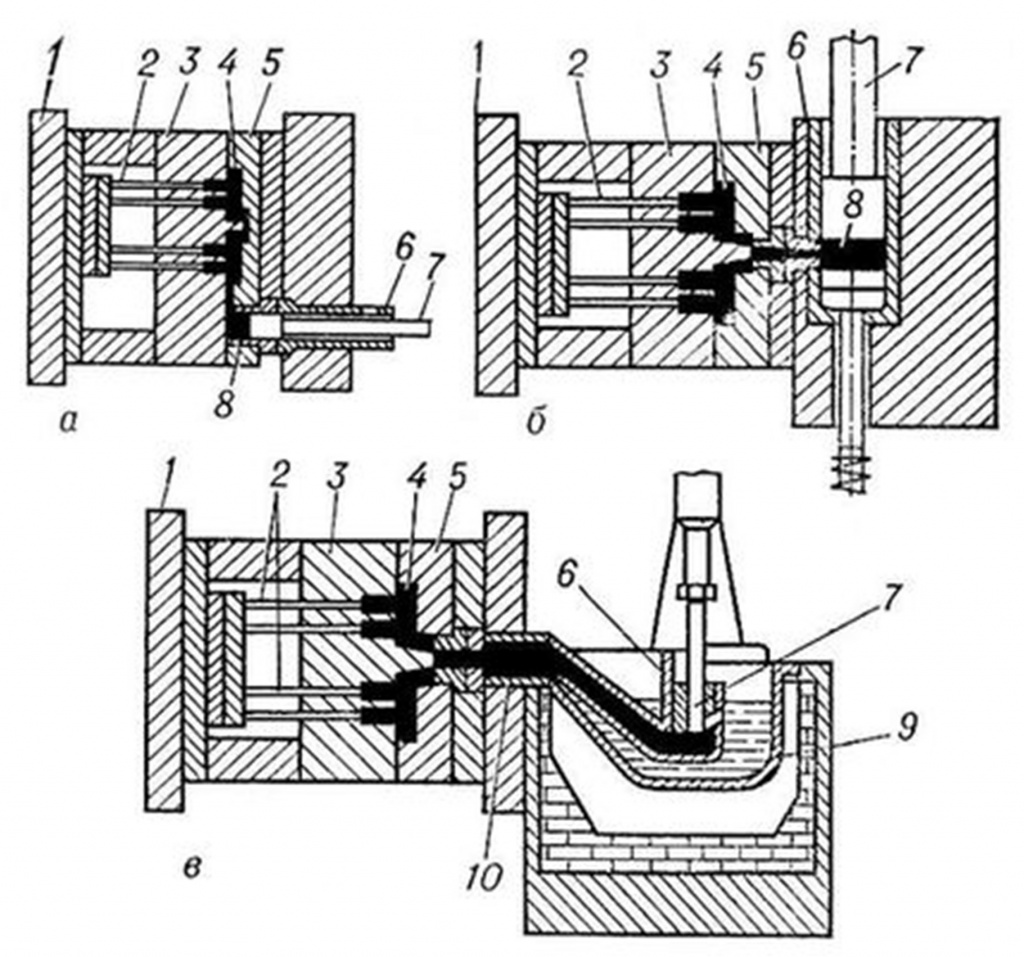
а — холодной горизонтальной;
б — холодной вертикальной;
1 — плита крепления подвижной части формы;
3 — подвижная матрица формы;
4 — полость формы (отливка);
5 — неподвижная матрица формы;
6 — камера прессования;
7 — прессующий поршень;
9 — тигель нагревательной передачи;
10 — обогреваемый мундштук.
Литейные машины с горячей камерой прессования
Сплавы на основе цинка, как правило, льются в машинах с горячей камерой прессования. Камера погружена в расплав. Под относительно слабым давлением сжатого воздуха или поршня расплав из камеры вытесняется в пресс-форму.
Скоростная операция. Время цикла менее 1 секунды для маленьких деталей, до 30 секунд для более крупных деталей.
Рабочее давление в диапазоне от 100-300 атм.
Обычные пресса или небольшие высокоскоростные установки.
Литейные машины с холодной камерой прессования
Такие машины используются для литья под давлением алюминиевых, магниевых, медных сплавов. Литьё в пресс-формы происходит под давлением от 35 до 700 МПа.
Инжекторный плунжер и цилиндр не опускаются в расплавленный.
Расплавленный металл разливается ковшом механически или вручную.
Более длительное время цикла. Может достигать 1 мин.
Рабочее давление 200-700 psi Al и Mg (13-47 атм.).
Рабочее давление 400-1000 psi Cu (27-68 атм.).
Основные преимущества литья под давлением
К основным преимуществам технологии литья под давлением можно отнести:
Процессы литья под давлением
Существуют следующие этапы литья под давлением:
Первый этап: раскрытие пресс-формы и смазка.
Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
Второй этап: смыкание пресс-формы.
Третий этап: заливка металла в поршень.
После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
Четвертый этап: запрессовка металла.
Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает металл в камеру прессования.
Пятый этап: снятие готового изделия.
Смазочные материалы для литья под давлением
Перед началом, а также и во время работы рабочую поверхность пресс-формы покрывают смазкой линейка Petrofer Formol. Смазки для холодного пуска наносятся на холодные штампы в начале операции, то есть в тот момент, когда смешивающиеся с водой жидкие смазочные материалы еще не образуют достаточную пленку из-за низких температур матрицы. Смазка частично предохраняет форму от термического удара и, следовательно, увеличивает сроки службы формы, она способствует более легкому извлечению отливки из формы, предохраняя форму от приваривания. Смазка помогает получить также более качественную поверхность отливки. Смазки для холодного пуска используют в качестве разделительного состава при производстве отливок из свинцовых сплавов. Данные продукты практически не эмульгируются, и требуется их удаление методом скиммирования.
При литье под давлением в 90-Х годах применяли в основном жирные смазки на основе минеральных масел, которые при сгорании не дают минеральных осадков. При литье алюминиевых сплавов применяли смесь масла с графитом или смесь графита с воском и вазелином и др.
Современные водосмешиваемые и чистые масла отвечают следующим требованиям:
нанесение смазочного материала методом микро-напыления под давлением. Очень тонкий слой смазки должен обеспечивать весь предъявляемый функционал и способствовать экономичности расхода.
высокие проникающие свойства и устойчивость к температуре, отсутствие воспламенения и образования дыма. Применение продукта для различных сложностей геометрических форм.
состав смазки должен обеспечивать высокий эффект отделения металла из формы, оставлять после отделения минимальное накопление осадков.
легкое удаление отложений и очистка оборудования. Остатки на литых компонентах должны быть совместимы с процессами окраски и гальванике изделий.
высокие концентрации смешения с водой 1:50-1:200.
устойчивость к поражению микроорганизмами и стабильность эмульсии, минимальное влияние на здоровье человека и окружающую среду.
долгий срок службы смазки на форме, отсутствие стекания образования сгустков и содержания твердых веществ в составе.
равномерное охлаждение формы, коррозионная защита узлов и оснастки, улучшенное прохождение метала.
Смазку наносят тонким, ровным слоем через 1—2 заливки. Для получения качественного изделия необходимо соблюдать определенные значения удельного давления прессования.
Продукция PETROFER для литья металла под давлением
Компания PETROFER предлагает своим клиентам продукты, отвечающие всем потребностям современной промышленности.
Линейка продуктов DIE-LUBRIC – смазочные материалы для литья металлов под давлением в портфеле продуктов Petrofer. Водосмешиваемые и чистые масла подходят для смазки форм при литье под давлением изделий из алюминия, цинка, магния, меди и металлов различных сплавов. Продукты разделяются для применения в машинах как горячего литья, так и холодного литья; оптимизированы для универсального и специального применения. Имеют экономичный расход, хорошую защиту от коррозии. Состав продуктов максимально безопасен для здоровья человека и окружающей среды.
При этом стоит отметить, что могут быть улучшены следующие факторы:
Литье под давлением
Литье под давлением – это высокопроизводительный автоматизированный технологический процесс создания тонкостенных деталей из цветных металлов, стали и пластмасс. С высокой скоростью жидкий расплав заполняет пресс форму. и далее в результате под давлением получаются отливки заданной формы. Эта статья подробно описывает технологию, оборудование и изделия, которые можно получить при помощи метода.
Описание технологических операций
Процесс литья под давлением осуществляется в стальных пресс-формах. Расплавленный материал подаётся в пресс-форму и кристаллизуется там под воздействием высокого давления.
Пресс-форма это технологическая литейная оснастка, сконструированная из подвижной и неподвижной стальных частей. Подвижная половина передвигается по направляющим цилиндрам, неподвижная закреплена на стационарной плите.

Перед заливкой подвижная часть плотно прижимается к неподвижной гидроцилиндром и фиксируется в этом положении специальными замками. После застывания заготовки, подвижная часть оборудования отъезжает, а отливку выталкивают механические толкатели. Перед смыканием пресс-формы, контактирующие с расплавленным металлом поверхности, покрывают разделительной смазкой. Специальный состав обеспечивает беспрепятственное отделение отливок после литья, защищает сталь от негативного воздействия высоких температур.
Литье под давлением выполняется в автоматизированном режиме в промышленных установках. Главными узлом этого оборудования выступает камера для прессования, она бывает холодной или горячей. Холодная камера – это горизонтальный цилиндр, с поршнем внутри и воронкой, предназначенной для заливания расплава. После заливки металла, поршень движется внутри цилиндра, нагнетая расплав в пресс-форму. После заполнения формы повышается усилие на поршень для создания достаточной величины давления для кристаллизации металла.
Горячая камера для прессования представляет собой ванну с расплавом, которая расположена в подогреваемом чугунном тигле. Поступательное движение поршня выталкивает расплав из тигля. Металл поднимается по каналу и поступает в пресс-форму. В конструкции канала предусмотрен подогреваемый мундштук. Этот элемент нужен, чтобы жидкий металл не затвердевал внутри.
После застывания детали, остатки расплава из канала сливаются обратно в чугунную ванну. Оборудование этого типа применяется для изделий из сплавов цинка и магния.
Температура нагрева расплава
Нагрев материала для литья под давлением осуществляется исходя из марки сплава и геометрических параметров детали. Если расплав перегрет, при заполнении пресс-формы брызги попадают в отверстия для вентиляции и закупоривают их. Это приводит к ухудшению газоотвода и, как следствие, к возникновению пор в отливке.
Высокая температура жидкого металла приводит к увеличению времени затвердевания изделия, как следствие нужно больше времени на весь технологический процесс. Увеличивается износ оборудования из-за длительного соприкосновения с перегретым расплавом. Возрастает опасность приваривания заливаемого металла к оборудованию, из-за этого может повредиться деталь при выталкивании. Всё это приводит к быстрому износу пресс-формы.
При литье под давлением расплав спрессовывают при минимальной температуре. Цветные металлы нагревают всего на 10–300ºС выше температуры, при которой сплав полностью твердеет. При небольших толщинах элементов отливки сплав нужно нагревать сильнее. Для литья больших изделий простой конфигурации сплав нагревают чуть выше температуры плавления.
Для деталей, к которым предъявляются высокие требования по прочности, металл заливают в твердо жидком состоянии. За счет этого обеспечиваются следующие преимущества:
Металл с включениями твёрдой фазы можно прессовать только в установках, с холодной камерой. При использовании оборудования с горячей камерой есть риск застывания расплава в подводящем канале.
Пример литья под давлением деталей из алюминия – процент твёрдых частиц в расплаве, когда пресс-форма беспрепятственно заполняется, а качество отливки остаётся на высоком уровне, составляет от 40 до 60%.
Скорость подачи расплава в пресс-форму
Поршень спрессовывает металл в пресс-форму с определённой скоростью. Значение выбирается в зависимости от характеристик сплава и геометрических параметров отливки. Если изделие простое с толстыми стенками высокая скорость прессования не нужна. Если деталь имеет сложную геометрию и тонкие элементы скорость запрессовки должна быть высокой. Это требуется, чтобы расплав успел заполнить все узкие полости до затвердевания.
Слишком большая скорость подачи расплавленного материала становится причиной следующего явления: струя разделятся на мелкие капли, образуя смесь расплава и воздуха. Если количество каналов для отвода газов недостаточно или они забиты металлом, пузырьки воздуха останутся в отливке. Это приведёт к образованию пор в металле, чтобы исключить такие дефекты пресс-форму помещают в вакуум.
От скорости движения расплава зависит качество отливок и долговечность оборудования. Если скорость литья под давлением слишком высокая, то защитную смазку с соприкасающихся с жидким металлом поверхностей может смыть. Из-за этого отливка приварится к пресс-форме, и при выталкивании ее может повредить или сломать.
Слишком медленная подача, снизит качество детали. Металл будет застывать прямо во время заполнения формы до того, как усилие будет увеличено. Скорость поступления расплава в пресс-форму при литье под давлением обычно выбирается в диапазоне от 10 до 50 м/с. Небольшую скорость используют для литья деталей из стали, медных сплавов, высокая скорость требуется для сплавов олова и цинка.
Давление на расплав при застывании
В момент, когда расплав полностью заполняет пресс-форму, усилие на поршень многократно увеличивается. Воздействие давлением не прекращается до тех пор, пока металл полностью не затвердеет. В результате возрастает плотность и механические характеристики отливки, в ней не образуются усадочные дефекты. При повышении усилия сжатия уменьшается количество бракованных изделий, растёт чистота поверхности металла, повышается качество отливок.
Чем выше требования к прочности детали, тем больше должно быть усилие прессования. Алюминиевые сплавы прессуют давлением от 40 до 200 МПа. Для сплавов на основе магния используют от 40 до 180 МПа. Цинковые сплавы повергают давлению от 10 до 50 МПа. Для обеспечения высокого качества при увеличении толщины стенки нужно повышать давление при кристаллизации.
Температура подогрева пресс-формы
Перед подачей жидкого сплава литейное оборудование нужно нагреть до определённой температуры, которая подбирается для каждого сплава в зависимости от толщины стенок изделия. Температура предварительного подогрева пресс-формы:
Если отливка тонкостенная – пресс-форму нагревают до температуры ближе к большим значениям указанных выше интервалов. Для толстостенных деталей – ближе к нижнему значению. Это нужно чтобы в тонкостенных отливках расплав не затвердел в процессе заполнения формы. В технологии заливки больших деталей напротив необходимо увеличить скорость застывания.
Преимущества и недостатки литья под давлением
Отливки, выполненные на установках для литья под давлением – это детали, с низкой шероховатостью, высокой точностью исполнения, которым не нужна механическая обработка или она минимальна. После литься детали поступают на отрезные прессы, где с них удаляются литники и промывники.

Состоящий из небольшого количества операций процесс может быть полностью автоматизирован. Из-за простоты операций, быстрого затвердевания металла и автоматического извлечения изделий этот процесс является высокопроизводительным.
Недостаток технологии – это сложность и высокая стоимость технологической оснастки. Экономически не рационально использовать литье под давлением в средне серийном и мелкосерийном производстве. Способ не подходит для литья тугоплавких металлов, которые плавятся при температуре выше, чем сталь.
Эту технологию не применяют для изготовления больших отливок, так как преимущества метода пропадают из-за неравномерного затвердевания, а из-за высокой цены габаритного высокоточного оборудования использование этого способа экономически нецелесообразно.
Применение
Литье под давлением изготавливают тонкостенные детали со сложной геометрией. Этой технологией делают изделия из меди, алюминия, цинка, магниевых сплавов, сталей и пластика. Эта технология позволяет выполнять геометрически сложные отливки с толщиной элементов до 1 мм.
Литье под давлением применяют в следующих отраслях промышленности:
Литье под давлением широко используют для производства изделий из полиэтилена, полипропилена и других синтетических материалов. Из-за большой стоимости применяемой оснастки эта технология экономически обоснована только в массовом или крупносерийном производстве.

Сегодня ни одно машиностроительное предприятие, массово изготавливающее детали бытовой техники, приборы, двигатели внутреннего сгорания и другие высокотехнологичные механизмы, не может обойтись без установок для литья под давлением.
Оборудование для литья под давлением
Что такое литье под давлением
В 1924 г. специалисты фирм Ekkert (Германия) и Polak (Чехословакия) сконструировали и изготовили машины с холодной вертикальной камерой прессования.
В СССР промышленное освоение литья под давлением началось в 1920-е гг. В 1923 г. А. Ф. Дурниенко в Москве, а в 1925 г. инженер Б.Ю. Юнгмейстер в Ленинграде организовали первые производства отливок под давлением. В 8 г. в СССР были выпущены серии машин ОВП с холодной камерой, расположенной непосредственно в пресс-форме. В 9 г. на заводе «Красная Пресня» изготовили машину модели ЛД-7 с вертикальной камерой прессования.
1. Виды оборудования для литья под высоким давлением
Машины для литья под давлением бывают с горячей (поршневые и компрессорные) или с холодной (поршневые) камерой прессования. Поршневые машины могут иметь вертикальную или горизонтальную камеру прессования. Получили распространение три схемы и, соответственно, три типа машин литья под давлением:
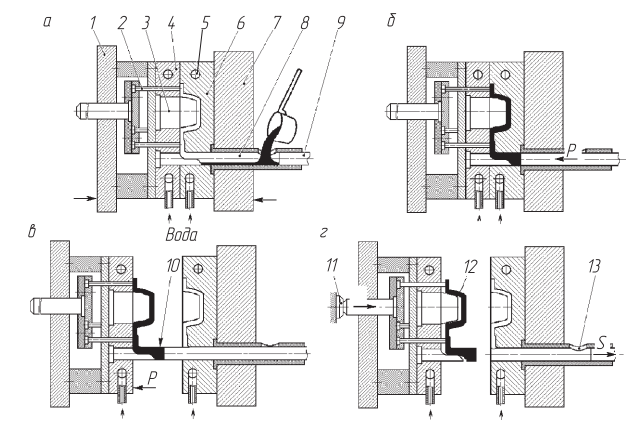
Рис. 1. Схема литья под давлением на машинах с холодной горизонтальной камерой: а — заливка металла в камеру прессования; б — заполнение металлом пресс- формы; в — разъединение половин пресс-формы; г — выталкивание отливки
В машинах с холодной горизонтальной камерой (рис. 1) пресс-форма состоит из неподвижной 6 и подвижной 4 полуформ. Первая прикреплена к неподвижной плите 7 машины, а вторая — к подвижной плите 1. Пресс-формы могут иметь каналы 5 для водяного охлаждения. Стержни 3 (металлические) для образования полостей и отверстий в отливках находятся, как правило, в подвижной полуформе. Для извлечения отливки из формы предусмотрены выталкиватели 2, которые жестко закреплены в плите выталкивателей.
Запорный механизм машины надежно прижимает подвижную полуформу к неподвижной, после чего в цилиндр 8, называемый камерой прессования, через отверстие 13 заливают порцию сплава и включают механизм прессования. Плунжер 9 перекрывает заливочное отверстие и создает давление в камере Сплав через литниковую щель заполняет полость пресс-формы и затвердевает.
Как только отливка затвердеет, подвижную часть пресс-формы вместе с отливкой отводят Вместе с подвижной частью формы движется плунжер 9, который из камеры прессования выталкивает пресс-остаток 10. Плита толкателей перемещается вместе с пресс- формой до упора 11. Упор останавливает плиту толкателей, а пресс- форма продолжает перемещаться. Выталкиватели «снимают» отливку 12 со стержня 3, и она падает на транспортер или в контейнер. Пресс-форму обдувают сжатым воздухом, смазывают рабочую поверхность, закрывают, и процесс повторяется.
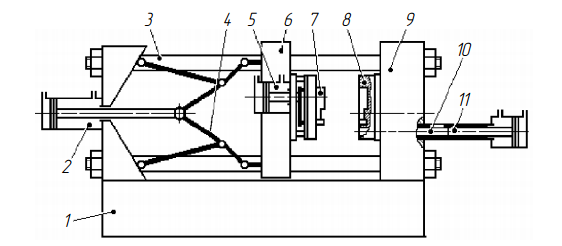
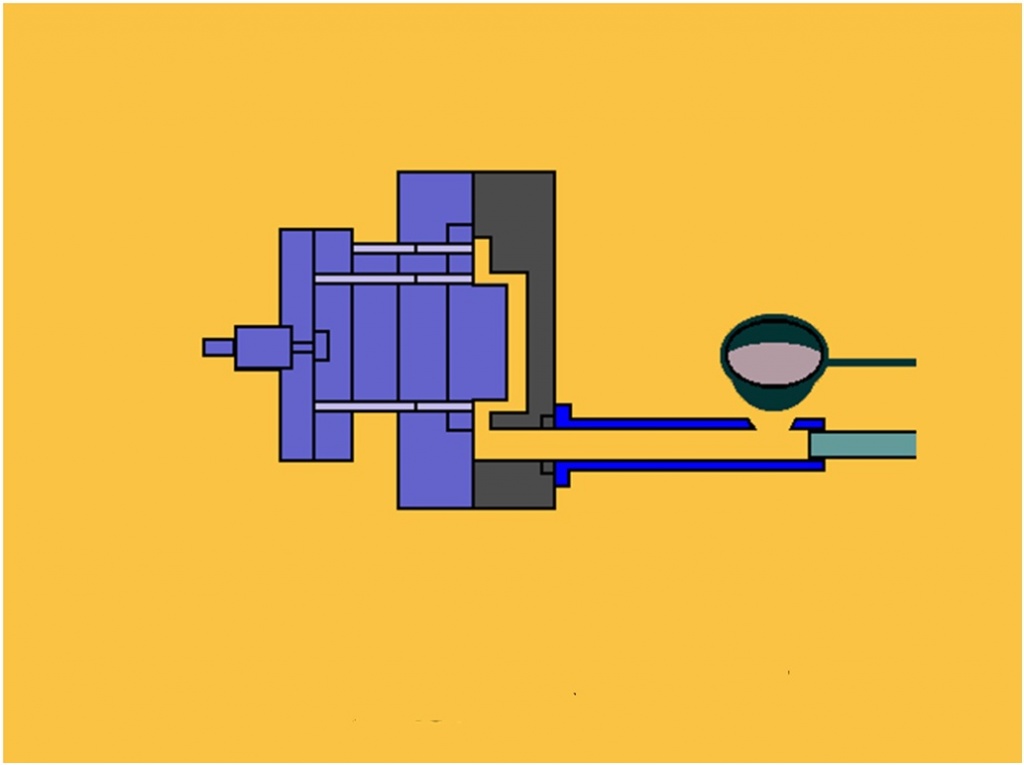
Рис. 2. Схема машины литья под давлением с горизонтальной холодной камерой прессования
На рис. 3 показана машина модели 711А08 с холодной горизонтальной камерой прессования с усилием запирания пресс-формы 2500 кН. Она имеет ход подвижной плиты 450 мм и массу заливаемой порции алюминиевого сплава 4,7 кг Наибольшая скорость холостого хода прессующего плунжера не менее 5 м/с.
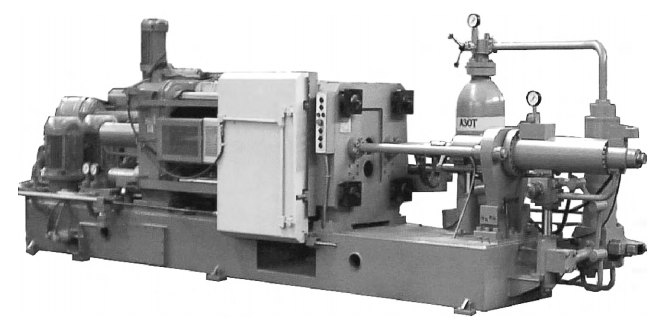
Рис. 3. Машина литья под давлением модели 711А08
В конструкции машины предусмотрена возможность подключения автоматического манипулятора для заливки металла, манипуляторов для смазки пресс-формы и снятия отливок, устройств для контроля извлечения отливок и смазки пресс-плунжера, а также управления стержнями, установленными на подвижной и неподвижной полуформах, по заданной программе. Система управления выполняется на релейной элементной базе или на базе программируемого контроллера.
При использовании схемы с холодной вертикальной камерой (рис. 4) в смазанную вертикальную камеру прессования 5 заливают дозу сплава 4. При движении вниз плунжер 3 давит на сплав и вместе с ним перемещает вниз пяту 2, в результате чего открывается отверстие 1, соединяющее камеру прессования с полостью пресс-формы. Расплавленный металл под давлением заполняет полость После заполнения пресс-формы плунжер поднимается вверх, а специальный механизм поднимает пяту 2 Пята отрезает литник и поднимает пресс-остаток.
Литьевая машина CLV 100.01 с вертикальной холодной камерой прессования фирмы VIHORLAT (Словакия) с усилием запирания формы 1000 кН показана на рис. 5. При съеме отливки она развивает усилие выталкивателя от 5,5 до 70,75 кН при ходе гидровыталкивателя 80 мм. Сила впрыскивания расплавленного металла от 54 до 178 кН. Ход впрыскивающего поршня 270 мм.
В питающую камеру диаметром 80 мм можно влить до 1,3 кг алюминия. Время одного холостого цикла 6,5 с.
Машины с вертикальной холодной камерой прессования отличаются от рассмотренных ранее меньшими габаритными размерами, но имеют более длинный цикл и примерно на 20 % меньшую производительность.
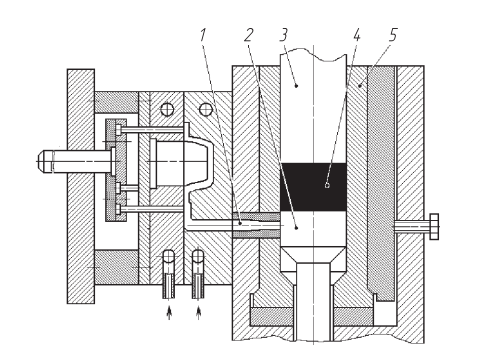
Рис. 4. Схема литья под давлением на машинах с холодной вертикальной камерой: 1 — электрошкаф; 2 — пульт управления; 3 — подвижная плита; 4 — неподвижная плита; 5 — силовой цилиндр пресс-плунжера
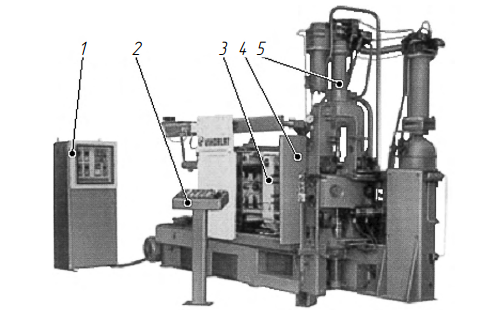
Рис. 5. Литьевая машина с вертикальной холодной камерой
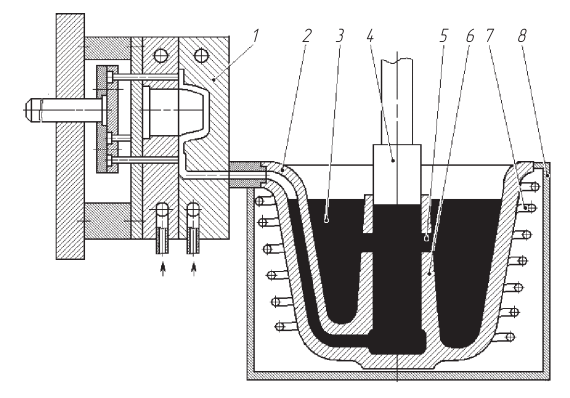
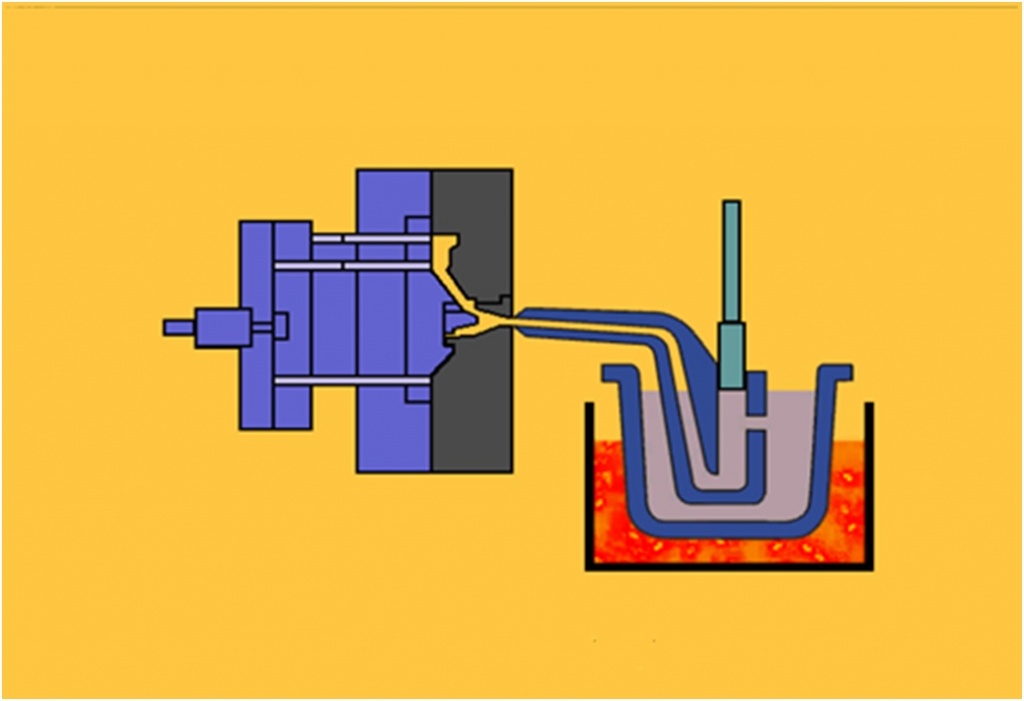
Рис. 6. Схема литья под давлением в машинах с горячей вертикальной камерой
Машины с горячей вертикальной камерой прессования (рис. 6) имеют печь 8 с чугунным тиглем 2, в котором сплав 3 поддерживают в жидком состоянии электрическим нагревателем 7. Камера прессования 6 составляет одно целое с тиглем. Когда пресс-плунжер 4 поднят, через отверстие 5 камера заполняется сплавом. При движении вниз пресс-плунжер перекрывает отверстие 5 в камере прессования и сплав под давлением заполняет пресс-форму 1.
Блок-схема машины с горячей вертикальной камерой прессования представлена на рис. 7. На станине 1 по направляющим 3 под действием самотормозящей рычажной системы 4, приводимой в действие гидравлическим цилиндром 2, перемещается подвижная плита 6 с гидровыталкивателем 5 На этой плите устанавливается подвижная часть пресс-формы 7. На неподвижной плите 9 устанавливается неподвижная часть пресс-формы 8 с каналом литниковой системы для подачи расплавленного металла Камера прессования 13 отверстием 14 соединена с ванной расплавленного в тигле металла.
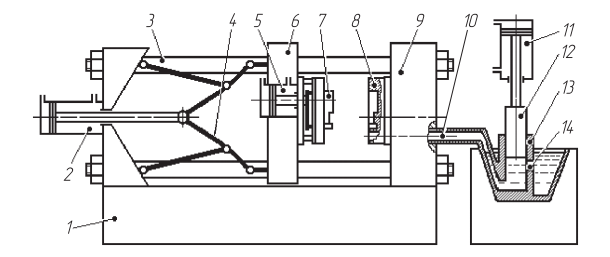
Рис. 7. Схема машины литья под давлением с горячей вертикальной камерой прессования
При опускании с помощью цилиндра 11 пресспоршня 12 порция сплава по каналу 10 загоняется в закрытую пресс-форму 7—8. После остывания металла пресс-форма раскрывается, отливка направляется на дальнейшую обработку, а пресс- форма очищается, смазывается, закрывается. Цикл заливки повторяется.
Машина с вертикальной горячей камерой прессования для литья под давлением IPZ 300 фирмы Italpresse (Италия) показана на рис. 8. Как и изображенная на схеме, она включает печь 1 для плавки металла в тигле 2, пресс-плунжер 3, цилиндр высокого давления 4 для управления пресс-плунжером, неподвижную плиту 5 и остальные необходимые для работы узлы.
Машина 713А05М в автоматическом режиме производит обдувку, смазку и запирание пресс-формы, впрыск металла, выдержку времени кристаллизации отливки, раскрытие пресс-формы, выталкивание отливки. Масса заливаемой порции цинкового сплава 1,8 кг. Время холостого цикла не более 3 с. Она не требует использования специальных заливочно-дозирующих агрегатов.
2. Машины литья под низким давлением
Машины, в которых металл движется под действием сжатого воздуха, называют компрессорными, или машинами литья под низким давлением (рис. 9). Принцип их работы заключается в том, что сжатый воздух давит на поверхность металла в тигле, из которого он поступает по металлопроводу в пресс-форму.
Компрессорные машины для литья под давлением с неподвижным металлопроводом имеют большую поверхность расплавленного металла, на которую давит сжатый воздух. Это приводит к окислению расплава и не позволяет поднять давление выше 60 Па (рис. 9, а, б).
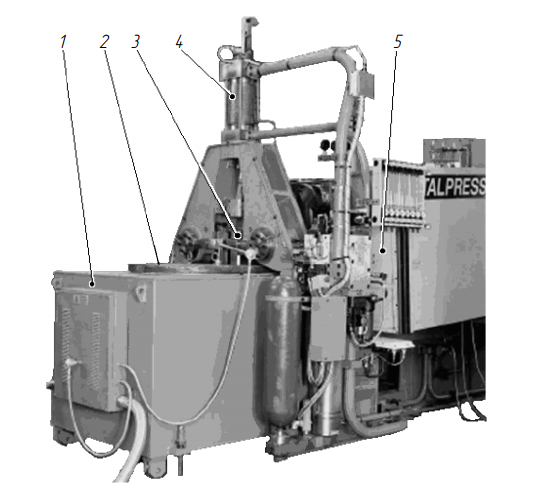
Рис. 8. Машина с вертикальной горячей камерой прессования для литья под давлением IPZ 300
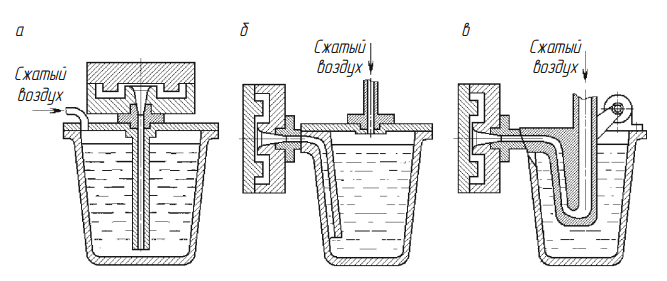
Рис. 9. Схемы компрессорных машин литья под низким давлением
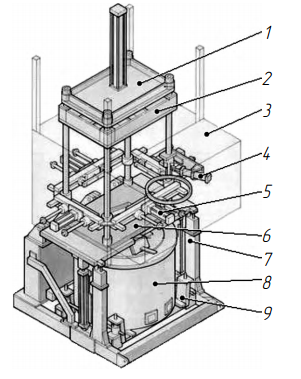
Рис. 10. Устройство машины для литья под низким давлением модели ND14.10
В отличие от них, в машинах с подвижным металлопроводом воздух давит на небольшую поверхность металла, что дает возможность повысить давление до 400 Па и резко уменьшить поверхность окисления жидкого металла (рис. 9, в).
Конструкция машины для литья под низким давлением модели ND14.10 фирмы Roperwerk (рис. 10) имеет устройство смыкания и размыкания полуформ с четырьмя направляющими колоннами для перемещения верхней подвижной плиты 1, верхнюю подвижную плиту для установки верхней полуформы 2, поворотный съемник отливок 4, цилиндры фиксации нижней полуформы 5, стол машины для установки нижней полуформы 6, основание машины 7, печь для плавки металла 8, систему подъема печи для точной стыковки металлопровода печи и формы 9. Рабочая зона закрывается защитным кожухом 3. Данная машина выполнена по схеме компрессорной машины.
Такие машины предназначены для изготовления алюминиевых заготовок с повышенными прочностными характеристиками в автоматическом режиме. Система управления выполнена на программируемом контроллере. Цикл работы машины литья под низким давлением включает:
Машина имеет устройства терморегулирования печи и поддержания в ней необходимого давления Для точного дозирования металла в процессе литья используется многоэтапная система впрыска, которая зависит от конструкции отливки. Машины литья под низким давлением, работающие по схеме, показанной на рис. 9, а, из-за существенно сниженной газовой ликвации в отливке получили большое распространение.
3. Узел прессования машин литья под давлением
Главным механизмом машины литья под давлением является узел прессования. Большая часть машин снабжена механизмами прессования с мультипликацией давления рабочей жидкости в период после прессования, называемый подпрессовкой. В таких машинах для перемещения пресс-поршня и поршня мультипликатора используется один и тот же аккумулятор (рис. 11). При его конструировании стараются достичь высокой скорости прессования и минимального времени подпрессовки.
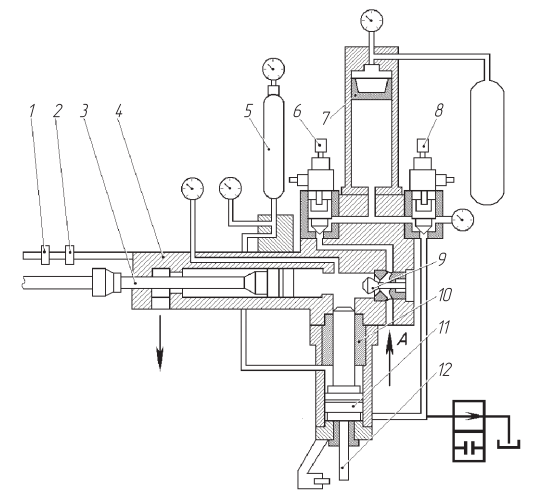
Рис. 11. Механизм прессования фирмы Jdra (Италия)
Механизмы с одним аккумулятором имеют более простое конструктивное исполнение, но зависят от технологических параметров литья. Низкие скорости приводят к увеличению времени подпрессовки, что уменьшает технологические возможности механизма Механизмы с двумя аккумуляторами более сложны по конструкции, но в них время подпрессовки не зависит от скорости прессования.
В механизмах прессования с мультипликатором инерционность поршня приводит к увеличению времени подпрессовки и повышенным пикам давления при переходном процессе, поэтому были разработаны и изготовлены механизмы прессования без мультипликатора В них для выполнения подпрессовки используются аккумуляторы высокого давления. Примером такого механизма может служить механизм прессования фирмы Fries (ФРГ) (рис. 12).
На первой фазе жидкость из аккумулятора 5 через клапан 7 по каналу 8 подается в поршневую полость цилиндра прессования 1, сообщая пресс-поршню 11 медленное перемещение. Скорость пресс- поршня на этой фазе регулируется клапаном 7. Эта фаза продолжается до тех пор, пока задний торец пресс-поршня 11 не откроет канал 9 После этого начинается вторая фаза прессования, которая продолжается до заполнения камеры металлом. По команде от конечного выключателя открывается клапан 6 и пресс-поршень начинает ускоренно перемещаться. Для регулирования скорости прессования на третьей фазе служит регулятор клапана 6
Конечный выключатель, который настраивается в зависимости от пути пресс-поршня 11, включает четвертую фазу — подпрессовку В это время открывается клапан 2 и жидкость из аккумулятора высокого давления 3 поступает в поршневую полость цилиндра прессования.
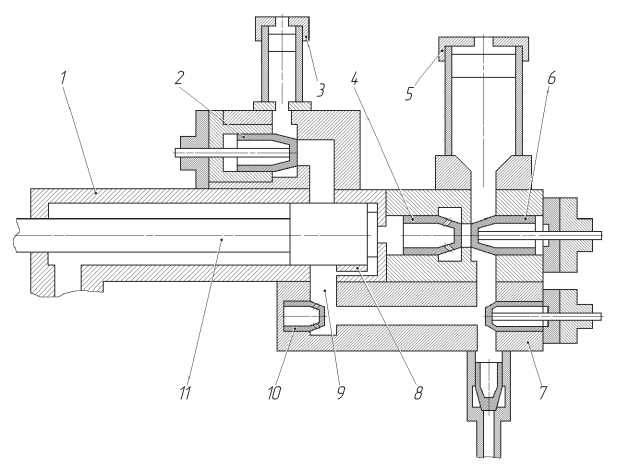
Рис. 12. Механизм прессования без мультипликатора
Закрываются обратные клапаны 10 и 4, и жидкость под высоким давлением из аккумулятора 3 передается в поршневую полость цилиндра 1, осуществляя подпрессовку. Давление мультипликации регулируется изменением давления в аккумуляторе 3, для настройки времени подпрессовки служит регулятор клапана 2.
Механизму присущи все те недостатки, которые имеют механизмы с включением подпрессовочного устройства по пути движения пресс-поршня.
Машины литья под давлением чаще всего работают в полуавтоматическом режиме Дополнительно механизируют и автоматизируют следующие операции:
Основным средством автоматизации процессов литья под давлением является применение дозаторов расплавленного металла, которые могут быть нескольких видов:
4. Дозаторы машин литья под давлением
Дозаторы пневматические для алюминиевых сплавов моделей 46141, 4699, 46153 (УП «Институт БелНИИлит») работают по принципу, аналогичному тому, что используется в машинах литья под низким давлением, когда сжатый воздух давит на поверхность расплавленного металла и вытесняет его в лоток подачи в камеру прессования литейной машины (рис 13) Данные машины могут дозировать металл массой от 4 до 70 кг за время от 5 до 30 с, допуская при этом погрешность не более 3 %. Данный дозатор включает плавильную печь, насосы создания давления и автоматическое дозирующее устройство.
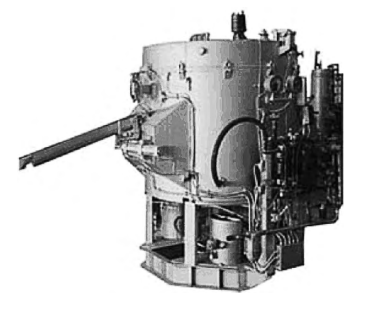
Рис. 13. Пневматический дозатор модели 46141 для расплавленного алюминия производства УП «Институт БелНИИлит»
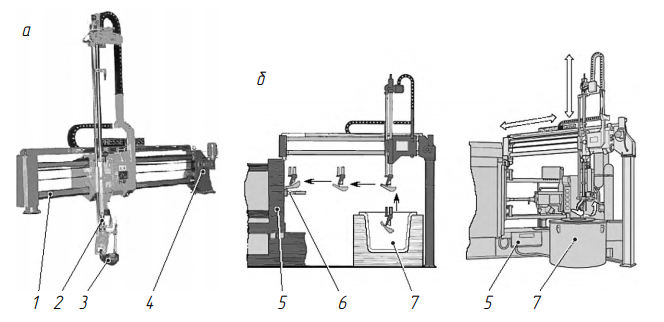
Рис. 14. Дозатор металла модели САМ фирмы Gauss для машин для литья под давлением Italpresse: а — общий вид; б — схема работы; 1 — продольные направляющие; 2 — вертикальные направляющие; 3 — ковш; 4 — привод дозатора; 5 — машина литья под давлением; 6 — камера прессования; 7 — тигель с расплавленным металлом
На рис. 14 показаны общий вид и схема работы механического подвесного на монорельсе дозатора модели САМ фирмы Gauss, устанавливаемого на машины для литья под давлением фирмы Italpresse.
Во время работы ковш погружается в расплав и металл переносится к отверстию камеры прессования машины литья под давлением, куда и опрокидывается. Подобные дозаторы можно использовать и для автоматизации машин центробежного литья.



