Какое давление выдерживает кислородный шланг
Кислородный шланг или рукав для газовой сварки используется при подаче газа и жидкого топлива при сварке, к рабочему устройству (например, горелке, если речь идёт о газосварочном оборудовании).
Кислородные шланги классифицируются в зависимости от их области применения на следующие группы:
Аббревиатуры и цифры в маркировке товара при этом означают следующее:
Рукав I – 16 – 0,63 ХЛ ГОСТ 9356-75, где:
16 – внутренний диаметр (мм);
0,63 – рабочее давление (МПа);
Основным критерием отличия кислородного шланга от рукавов, используемых для подачи пропана, ацетилена или бытового газа, является стойкость изделия: кислородные шланги выдерживают очень сильное давление. Конструкцией изделия предусмотрено наличие специального корда.
Какое давление выдерживает кислородный шланг 9 мм
Кислородный шланг диаметром 9 мм способен выдержать давление до 20 атмосфер – такой показатель в общепринятой классификации относит изделие к третьему классу прочности.
Кислородные шланги чаще всего маркируются синим цветом, так как именно этим цветом обозначается то, что по рукавам транспортируются взрывоопасные и огнеопасные газы в условиях высокого давления, и их эксплуатация подчиняется довольно строгим требованиям безопасности.
Кислородные рукава выпускают в диапазоне с внутренним диаметром от 6 мм до 16 мм, бывают в двух вариантах исполнения — для холодного климата и для умеренного. Изделия, предназначенные для эксплуатации в условиях холодного климата, сохраняют эксплуатационные характеристики – гибкость, упругость и прочность – при наружной температуре до – 55 °C. Кислородный шланг нередко применяют для других газов, поскольку его характеристики лучше, чем у иных видов газовых рукавов.
Особенности кислородных шлангов
Шланг с диаметром 6 мм используется в газосварочном или газорезном оборудовании для подачи кислорода и иных газов к месту работ. Допускается использование ацетилена, пропан-бутана, аргона под давлением.
Шланг, кроме того, может применяться для подачи жидкого топлива в аппаратах различных назначений.
Кислородный рукав диаметром 9 мм может применяться для следующего:
Шланг диаметром 9 мм отличается повышенной стойкостью, поэтому находит применения в качестве топливопроводов автотехники.
Для производства кислородных рукавов применяют природный или синтетический каучук с добавками модификаторов, которые изменяют технические характеристики в зависимости от внешних условий, где планируется применение кислородного шланга.
Внешний слой, для повышения стойкости к внешним воздействиям, химии, солнцу и истиранию, улучшается различными способами.
Для цветовой маркировки шланга, внешний слой которого чёрный, применяются цветные полосы. Применяется также маркировка тиснением или иными способами, которые дают возможность сделать надёжное обозначение, не подверженное истиранию. Маркировка содержит информацию об изготовителе, дате производства и качественные параметры изделия.
© 2009-2017 ИП ТИМОФЕЕВ
Производство и продажа РТИ в г. Саранск
Характеристики и особенности кислородных шлангов для резака
Оглавление:
 Газовая сварка широко используется для создания долговечных и высоконадежных неразборных соединений металлических деталей, а также для кислородной резки различных металлоконструкций. Чтобы подвести к горелке кислород и горючий газ используется специальный кислородный шланг. Он является резинотехническим изделием (РТИ), которое армировано хлопчатобумажной или синтетической полиэфирной нитью. Чтобы сварка или резка проходили безопасно, важно уметь правильно подбирать для резака кислородный шланг.
Газовая сварка широко используется для создания долговечных и высоконадежных неразборных соединений металлических деталей, а также для кислородной резки различных металлоконструкций. Чтобы подвести к горелке кислород и горючий газ используется специальный кислородный шланг. Он является резинотехническим изделием (РТИ), которое армировано хлопчатобумажной или синтетической полиэфирной нитью. Чтобы сварка или резка проходили безопасно, важно уметь правильно подбирать для резака кислородный шланг.
Рукав для газовой сварки по ГОСТ 9356-75
Несмотря на то, что ГОСТ 9356-75 официально уже утратил свою силу, производители используют этот документ, как основной, поскольку характеристики шлангов, изготовленных по ГОСТ 9356-75, соответствуют необходимым требованиям для безопасной работы с газосварочным оборудованием.
Кислородные рукава делятся на три категории:
Для визуального определения, к какому классу относится рукав, используется цветная маркировка. У РТИ I-класса внешний слой окрашен красным цветом, II –класса – желтым, III-класса – синим. Допускается черная окраска рукавов, при условии, что на их поверхности будут нанесены две цветные полоски, указывающие на класс.
Какое давление может выдержать кислородный шланг?
Величина рабочего давления кислородного шланга I и II-класса составляет 0,63 МПа, а для рукавов III-класса оно находится в пределах 20…40 МПа. Что касается максимально допускаемого давления кислородного шланга, то оно рассчитывается следующим образом: для рукавов всех классов должна сохраняться герметичность при гидравлическом давлении, равном удвоенной величине рабочего давления. Допускается погрешность в ±10%.
Газовая горелка нормально функционирует в том случае, когда давление в шлангах резака составляет от 3 до 12 атмосфер. Конкретное значение зависит от толщины обрабатываемой металлической заготовки и величины диаметра используемого сопла. Чем выше давление, тем больше кислорода попадет на металлическую поверхность, повышая эффективность работы резака, но это длиться до определенного момента. При очень высоком давлении часть кислорода не будет использована по назначению, в таком случае происходит перерасход газа. Для каждого сопла и толщины заготовки рассчитывают, какое давление в шлангах резака будет оптимальным, регулируется оно посредством кислородного редуктора.
Какой диаметр кислородного шланга подойдет для газовой сварки, резки?
Выбирая кислородный рукав, следует определиться какой должен быть диаметр кислородного шланга для резака. Номинальная величина внутреннего диаметра РТИ, рассчитанных на давление 0,63-20 МПа может составлять от 6,3 до 16 мм, их внешние размеры составляют 13…26 мм. Диаметр кислородного рукава для резака с рабочим давлением 4 МПа может иметь диаметр 6,3 или 8 мм.
Для газовой сварки чаще всего пользуются шлангами с номинальным внутренним диаметром 6,3 или 9 мм, реже используется 12 мм. Выполняя специальные работы по газовой резке, могут использоваться рукава с диаметром 12 или 16 мм. Большее сечение обеспечивает увеличенный поток кислорода, что позволяет резать более толстые заготовки.
Чем меньше внутренний диаметр кислородного шланга для резака, тем больше его можно изгибать без последствий для целостности. Например, для рукавов с диаметром 6,3 мм минимальный радиус изгиба составляет 60 мм, а для шлангов диаметра 16 мм – 160 мм.
Соотношение между внутренним/внешним диаметром рукава, его рабочим давлением и минимально допускаемым радиусом изгиба представлено в таблице:
| Рабочее давление в МПа | Внутренний диаметр в мм | Внешний диаметр в мм | Минимальный радиус изгиба в мм |
|---|---|---|---|
| 0,63 | 6,3 | 13 | 60 |
| 2 | 8 | 16 | 80 |
| 9 | 18 | 90 | |
| 10 | 19 | 100 | |
| 12 | 22 | 120 | |
| 12,5 | 22,5 | 120 | |
| 16 | 26 | 160 | |
| 4 | 6,3 | 16 | 60 |
| 8 | 19,5 | 80 |
Какую температуру выдерживает кислородный шланг?
Какой длины должны быть шланги на резаке?
Номинальное значение длины шлангов для газовой резки и сварки составляет от 8 до 20 мм. Не рекомендуется применять РТИ, длина которых менее 5 мм или больше 20 м. Рукава большой длины допускается использовать в производственных цехах, где производится сборка корпусных металлоконструкций. В этих случаях длина шлангов может составлять 40 м и больше.
Для сращивания нескольких шлангов используют стальные или латунные ниппеля. Чтобы исключить срыв рукава с ниппеля, их фиксируют специальными хомутами. Минимальная длина соединяемых между собой участков кислородных рукавов составляет 3 м. Запрещено соединять между собой шланги с применением гладкоствольных трубок – такие соединения ненадежны, очень часто происходит срыв конца рукава с трубки. Перед тем, как присоединить рукав к газовой горелке нужно выполнить его продувку рабочим газом – кислородом или ацетиленом.
На что обращать внимание при покупке?
Выбирая шланги для сварочного оборудования, нужно учитывать ряд факторов. Это поможет качественно выполнить поставленную задачу и гарантировать безопасность работ. Рассмотрим основные параметры, которые нужно учитывать при покупке:
Рекомендации
В процессе эксплуатации кислородных шлангов нужно придерживаться рекомендаций завода-производителя. Важно всегда учитывать, на какое давление рассчитан кислородный шланг – это основное правило, исключающее разрыв рукава во время работы и обеспечивающее безопасность сварщика.
В выборе рукавов поможет их маркировка, которая наносится на их поверхность. В ней указывается информация о том, к какому классу принадлежит РТИ, значение его внутреннего диаметра, какое давление держит кислородный шланг, в каком климатическом исполнении он произведён.
Подобрать и купить кислородные шланги для газовой резки и сварки, выполненные в соответстветствии с ГОСТ 9356-75, можно в нашем каталоге.
Характеристики и особенности кислородных шлангов для резака
Оглавление:
 Газовая сварка широко используется для создания долговечных и высоконадежных неразборных соединений металлических деталей, а также для кислородной резки различных металлоконструкций. Чтобы подвести к горелке кислород и горючий газ используется специальный кислородный шланг. Он является резинотехническим изделием (РТИ), которое армировано хлопчатобумажной или синтетической полиэфирной нитью. Чтобы сварка или резка проходили безопасно, важно уметь правильно подбирать для резака кислородный шланг.
Газовая сварка широко используется для создания долговечных и высоконадежных неразборных соединений металлических деталей, а также для кислородной резки различных металлоконструкций. Чтобы подвести к горелке кислород и горючий газ используется специальный кислородный шланг. Он является резинотехническим изделием (РТИ), которое армировано хлопчатобумажной или синтетической полиэфирной нитью. Чтобы сварка или резка проходили безопасно, важно уметь правильно подбирать для резака кислородный шланг.
Рукав для газовой сварки по ГОСТ 9356-75
Несмотря на то, что ГОСТ 9356-75 официально уже утратил свою силу, производители используют этот документ, как основной, поскольку характеристики шлангов, изготовленных по ГОСТ 9356-75, соответствуют необходимым требованиям для безопасной работы с газосварочным оборудованием.
Кислородные рукава делятся на три категории:
Для визуального определения, к какому классу относится рукав, используется цветная маркировка. У РТИ I-класса внешний слой окрашен красным цветом, II –класса – желтым, III-класса – синим. Допускается черная окраска рукавов, при условии, что на их поверхности будут нанесены две цветные полоски, указывающие на класс.
Какое давление может выдержать кислородный шланг?
Величина рабочего давления кислородного шланга I и II-класса составляет 0,63 МПа, а для рукавов III-класса оно находится в пределах 20…40 МПа. Что касается максимально допускаемого давления кислородного шланга, то оно рассчитывается следующим образом: для рукавов всех классов должна сохраняться герметичность при гидравлическом давлении, равном удвоенной величине рабочего давления. Допускается погрешность в ±10%.
Газовая горелка нормально функционирует в том случае, когда давление в шлангах резака составляет от 3 до 12 атмосфер. Конкретное значение зависит от толщины обрабатываемой металлической заготовки и величины диаметра используемого сопла. Чем выше давление, тем больше кислорода попадет на металлическую поверхность, повышая эффективность работы резака, но это длиться до определенного момента. При очень высоком давлении часть кислорода не будет использована по назначению, в таком случае происходит перерасход газа. Для каждого сопла и толщины заготовки рассчитывают, какое давление в шлангах резака будет оптимальным, регулируется оно посредством кислородного редуктора.
Какой диаметр кислородного шланга подойдет для газовой сварки, резки?
Выбирая кислородный рукав, следует определиться какой должен быть диаметр кислородного шланга для резака. Номинальная величина внутреннего диаметра РТИ, рассчитанных на давление 0,63-20 МПа может составлять от 6,3 до 16 мм, их внешние размеры составляют 13…26 мм. Диаметр кислородного рукава для резака с рабочим давлением 4 МПа может иметь диаметр 6,3 или 8 мм.
Для газовой сварки чаще всего пользуются шлангами с номинальным внутренним диаметром 6,3 или 9 мм, реже используется 12 мм. Выполняя специальные работы по газовой резке, могут использоваться рукава с диаметром 12 или 16 мм. Большее сечение обеспечивает увеличенный поток кислорода, что позволяет резать более толстые заготовки.
Чем меньше внутренний диаметр кислородного шланга для резака, тем больше его можно изгибать без последствий для целостности. Например, для рукавов с диаметром 6,3 мм минимальный радиус изгиба составляет 60 мм, а для шлангов диаметра 16 мм – 160 мм.
Соотношение между внутренним/внешним диаметром рукава, его рабочим давлением и минимально допускаемым радиусом изгиба представлено в таблице:
| Рабочее давление в МПа | Внутренний диаметр в мм | Внешний диаметр в мм | Минимальный радиус изгиба в мм |
|---|---|---|---|
| 0,63 | 6,3 | 13 | 60 |
| 2 | 8 | 16 | 80 |
| 9 | 18 | 90 | |
| 10 | 19 | 100 | |
| 12 | 22 | 120 | |
| 12,5 | 22,5 | 120 | |
| 16 | 26 | 160 | |
| 4 | 6,3 | 16 | 60 |
| 8 | 19,5 | 80 |
Какую температуру выдерживает кислородный шланг?
Какой длины должны быть шланги на резаке?
Номинальное значение длины шлангов для газовой резки и сварки составляет от 8 до 20 мм. Не рекомендуется применять РТИ, длина которых менее 5 мм или больше 20 м. Рукава большой длины допускается использовать в производственных цехах, где производится сборка корпусных металлоконструкций. В этих случаях длина шлангов может составлять 40 м и больше.
Для сращивания нескольких шлангов используют стальные или латунные ниппеля. Чтобы исключить срыв рукава с ниппеля, их фиксируют специальными хомутами. Минимальная длина соединяемых между собой участков кислородных рукавов составляет 3 м. Запрещено соединять между собой шланги с применением гладкоствольных трубок – такие соединения ненадежны, очень часто происходит срыв конца рукава с трубки. Перед тем, как присоединить рукав к газовой горелке нужно выполнить его продувку рабочим газом – кислородом или ацетиленом.
На что обращать внимание при покупке?
Выбирая шланги для сварочного оборудования, нужно учитывать ряд факторов. Это поможет качественно выполнить поставленную задачу и гарантировать безопасность работ. Рассмотрим основные параметры, которые нужно учитывать при покупке:
Рекомендации
В процессе эксплуатации кислородных шлангов нужно придерживаться рекомендаций завода-производителя. Важно всегда учитывать, на какое давление рассчитан кислородный шланг – это основное правило, исключающее разрыв рукава во время работы и обеспечивающее безопасность сварщика.
В выборе рукавов поможет их маркировка, которая наносится на их поверхность. В ней указывается информация о том, к какому классу принадлежит РТИ, значение его внутреннего диаметра, какое давление держит кислородный шланг, в каком климатическом исполнении он произведён.
Подобрать и купить кислородные шланги для газовой резки и сварки, выполненные в соответстветствии с ГОСТ 9356-75, можно в нашем каталоге.
Кислородно-пропановая резка металла
Самая распространённая операция с металлом – это его раскрой. И действительно:
В промышленности и быту применяется немало методов разрезания металла. Не последнее место среди них занимает газовая резка. Самую экономически выгодную, а потому и широко распространённую – кислородно-пропановую резку металла (далее – КПРМ), мы и обсудим в этой статье.
Резка металла кислородом и пропаном
Сначала разберёмся, как же вообще осуществляется разделение металла кислородом. Резка этим газом базируется на свойстве металла сгорать под действием струи этого газа, а точнее – температуры её горения. Далее, под действием её напора из реза удаляются образующиеся продукты горения.
Рассмотрим процесс подробнее. Он делится на два основных этапа:
Кислородная резка, как следует из её определения, может применяться далеко ни ко всем металлам и сплавам. Она может осуществляться только тех из них, которым, под воздействием кислорода, присущи следующие свойства:
ВНИМАНИЕ! С другой стороны, невозможно раскроить кислородной резкой высокоуглеродистые стали (у них в обозначении имеется буква «У»). Вызвано это тем, что температура их плавления близка к температуре пламени. Вследствие этого, окалина не будет выбрасываться с обратной стороны листа (в виде столбов искр), а будет смешиваться с расплавленным металлом по краям реза. Это не позволит кислороду «пробраться» вглубь металла и прожечь его. Разрезать чугун помешают форма зерен и графит между ними (исключением является ковкий чугун). Не поддадутся кислородной резке, также, алюминий, медь и их сплавы.
Выбираем горючий газ
При использовании для раскроя металла обычного газопламенного резака в качестве предварительного подогрева применяют как пропан, так и ацетилен. Тем не менее, в большинстве случаев, для резки применяется именно пропан. Основанием для такого выбора являются следующие причины:
Оборудование кислородно-пропановой резки металла
Операция раскроя металла осуществляется газовым резаком. На рисунке приведено изображение этого инструмента и органы управления им (вентили).
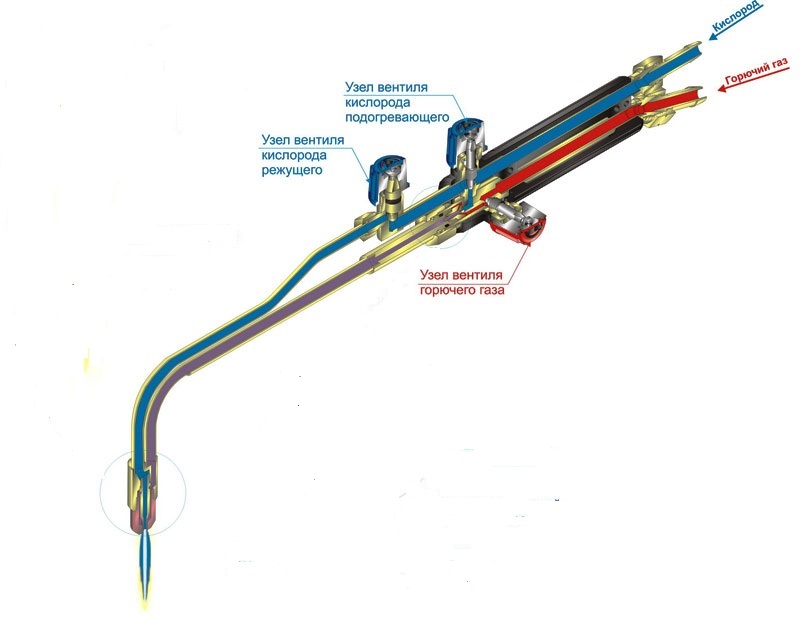
Устройство газового резака. Ист. http://rezhemmetall.ru/gazovyj-rezak-po-metallu.html.
Пояснение к рисунку. Резак состоит из следующих узлов:
Конструкции газовых резаков разных производителей отличается незначительно. Обычно, на них имеется 3 вентиля:
Практически все детали этого аппарата сменные. Поэтому, его в случае поломки, можно быстро отремонтировать прямо на рабочем месте. Самые распространённые резаки модели «Р1-01» или более мощные «Р2-01 и Р3-01П».
В общем случае, для раскроя металла газом требуется:
Необходимо правильно подбирать мундштук, и исходить при выборе следует из толщины металла. Например, если обрабатываемая деталь состоит из частей разной толщины 6…300 мм, то понадобятся мундштуки с внутренними номерами от 1 до 2 и с внешними – от 1 до 5.
При небольших объёмах производства и в быту используются мобильные посты, имеющие указанное оборудование.

Комплект мобильного оборудования для КПРМ. Ист. http://tutmet.ru/oborudovanie-mashina-stanok-gazovoj-rezki-metalla.html.
Подобные посты комплектуются всем необходимым от баллонов и резака до вспомогательных хомутиков.
На крупных производствах применяются автономные столы. Это газовое оборудование для резки металла в автоматическом режиме, которое, в большинстве случаев, производится без участия оператора. Наиболее известные из них «Смена», «Орбита», «Secator», «Quicky-E».
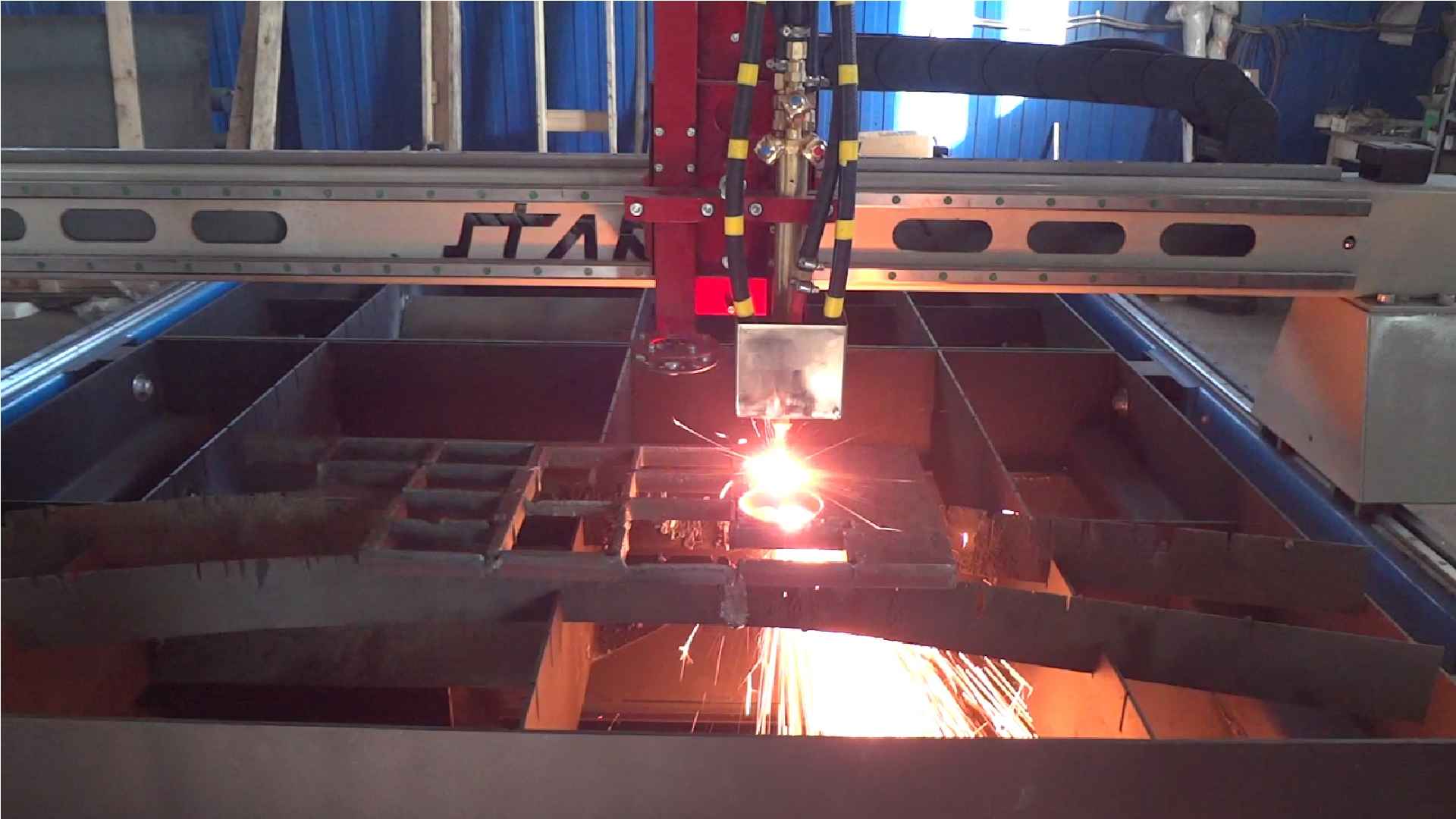
Станок «Старт-2» с ЧПУ для термической резки металла смесью горючего газа и кислорода. Ист. http://stanki-tvm.ru/produkciya/stanki-gazovoy-rezki-s-chpu.
Как резать
Приступая к работе, в первую очередь, необходимо продуть кислородом шланги, чтобы удалить попавшие туда мусор или грязь.
Во-вторых, проверьте наличие подсоса в каналах резака. Для этого необходимо на нём:
После этого они подсоединяются к аппарату:
Начинать газовую резку металла следует с удаления с его поверхности механическим способом ржавчины и прочих загрязнений. Обязательность этой операции вызвана следующим. При горении углерода образуется окись СО. Она, при взаимодействии с железом, повышает содержание углерода на его поверхности (особенно в месте реза). Это приводит к образованию закаленных структур в металле, которые будут неравномерно нагреваться. Что, в свою очередь, приведёт к появлению на краях этих структур механического напряжения и, как следствие, некоторому их укорочению. В результате: возникают деформации и образуются трещины. Механическая зачистка раскраиваемой поверхности позволяет избежать таких дефектов.
Далее, заготовку, лист или другую обрабатываемую деталь следует установить в такое положение, чтобы бала обеспечена свобода прохода струи режущего газа сквозь нее.
Устанавливаем на редукторах баллонов с газом рабочее давление. Обычно соотношение давлений подогревающего газа к кислороду – 1:10. Поэтому, выставляем, атм:
Дальнейшие действия имеют следующую последовательность:
Будьте очень внимательны. Не перепутайте вентиль подогревающего кислорода с вентилем режущего газа.
Теперь можно начинать обрабатывать металл (напоминаем, что обработка начинается с разогрева и далее – разделение):
Важно! Начиная с этого момента и далее очень важно обеспечить непрерывную подачу режущего кислорода. В противном случае пламя может погаснуть, горение металла прекратится и придется всё начинать сначала (поджиг, настройка пламени, разогрев раскраиваемой поверхности и т. д.).
Тонкости в работе
На эффективность раскроя металла влияют два основных параметра:
Большое влияние на эти параметры оказывает качество подогревающего газа – пропана. Известно, что для обнаружения его утечек (этому уделяют большое внимание, т. к. пропан взрывоопасен, но не имеет запаха) его смешивают с другим газом – бутаном, который имеет специфический запах и при попадании в атмосферу легко идентифицируется. Нужно внимательно следить за его концентрацией, т. к. даже при наличии в пропане хотя бы 10% бутана процесс подогрева металла перед его разделением резко замедляется и производительность труда падает.
У пропана есть ещё одна особенность. При понижении температуры окружающей среды плотность пропана возрастает, а текучесть – соответственно, падает и он медленнее поступает к мундштуку горелки. Поэтому, кроме контроля над концентрацией бутана, необходимо осуществлять контроль температуры ёмкости, в которой он находится.
Кроме того, необходимо следить за давлением кислорода, т. к. это давление, в значительной степени, влияет на толщину и качество резки:
Скорость резания металла технолог выбирает исходя из свойств металла. Проконтролировать её в процессе работы можно по выбросу искр и шлаков:
При раскрое толстого металла следует учесть, что режущая струя имеет форму конуса, который расширяется в нижней части. Это может привести к неприятным последствиям: повышению ширины реза и образованию снизу окалины. Чтобы избежать этого, необходимо увеличить подачу режущего кислорода, но при этом следует учитывать, что может:
Производить раскрой металла следует не спеша, ведя струю кислорода вдоль заданной линии. Очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем следует иметь небольшое отклонение на 5…6° в сторону, обратную направлению резки. Однако, если толщина металла превышает 95 мм, можно допустить отклонение в 7…10°. Когда металл уже прорезан на 15…20 мм, необходимо изменить угол наклона до 20…30°.
Иногда возникает необходимость выполнить поверхностную или фигурную резку. Поверхностная резка (далее – ПР) заключается в том, что прорезают металл не насквозь, а лишь создают на его поверхности рельеф (прорезая канавки). В этом случае металл будет нагреваться не только за счет пламени резака, но и за счёт расплавленного шлака – растекаясь, он будет подогревать нижние слои металла. Начинается ПР, как обычная: нужный участок прогревается до температуры воспламенения. Далее, включаете режущий кислород и создаёте очаг горения металла. Равномерно перемещая резак, обеспечиваете процесс зачистки вдоль заданной линии реза, но резак в этом случае нужно расположить под углом 70…80° к обрабатываемой плоскости. При подаче режущего кислорода следует наклонить резак под углом в 17…45°. Схема обработки показана на рисунке.
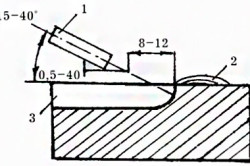
Схема поверхностной кислородной резки. Ист. http://1metallocherepica.ru/instrumenty/pravilnaja-rezka-propanom.html.
Размеры канавки (ширину и глубину) регулируют следующим образом:
ВНИМАНИЕ! Следует помнить, что глубина канавки должна быть меньше ее ширины примерно в 6 раз. В противном случае на поверхности образуются «закаты».
Фигурная резка выполняется следующим образом. Размечаем на листе металла контур. Следует иметь в виду, что:
Начинать раскрой всегда необходимо с прямой линии – это поможет получить на закруглениях чистый рез. Прямоугольник можно начинать резать в любом месте (кроме углов). В последнюю очередь вырезается наружный контур. Такая последовательность позволит вырезать деталь с наименьшими отклонениями от чертежа.
Расход кислорода и пропана при резке металла
Расход кислорода на резку металла рассчитывается по формуле:
Коэффициент Kh, как правило, равняется:
Норма расхода кислорода «Н» на резку металла зависит от мощности оборудования и режима резки. Она высчитывается по следующей формуле:
Наиболее часто применяемые значения газового расхода (измеряемый в куб.м/час) по различным диапазонам скорости резки для некоторых типов оборудования, приведены в следующей таблице.
Таблица № 1
| Виды оборудования | Оптимальный диапазон разрезаемых толщин, мм | Диапазон скоростей резки, м/ч | Кислород | Ацетилен | Пропан |
| Ручной кислородный резак | 40 – 60 | 30 – 6 | 5,0 – 10,0 | 0,12 – 0,45 | 0,21 – 0,75 |
| Машинный кислородный резак | 5 – 300 | 40 – 5 | 2,5 – 25,0 | 0,2 – 1,2 | 0,32 – 2,04 |
Учитывая, что скорость раскроя и толщина обрабатываемого металла прямо зависят от допустимого расхода газа, то данные значения можно легко и просто определять интерполированием. Следовательно, можно укрупнено (оценочно) совершить вычисление расхода различных газов независимо от вида термической резки металлов. Для этого лишь необходимы:
Значение допустимого расхода (кислорода и пропана) берут из паспорта оборудования. Скорость резания находят в справочниках, которые содержат специальные таблицы или диаграммы, связывающие все исходные данные.
Соотношение кислорода и пропана при резке металла
Кислородная резка основана на сгорании металла в струе технически чистого кислорода. Из приведённого выше описания, вы знаете, что пропан в смеси с кислородом необходим только для разогрева обрабатываемого металла. Количество разогревающего газа зависит от многих факторов:
Дополнительными факторами, влияющими на расход, является:
Рекомендуемые соотношения указываются в сопроводительной документации к конкретному оборудованию. Расчётные соотношение объёмов газа определяется по справочникам, которые содержат специальные таблицы и диаграммы, связывающие все данные. Эти параметры указываются в сопроводительной технологической документации. В процессе работы они могут корректироваться в ту или иную сторону.
Если у вас отсутствует указанная документация, то следует давление выставлять в соответствии с указанным выше соотношением. Обычно соотношение давлений подогревающего газа к кислороду – 1:10. Поэтому, выставляем, атм:
Расход пропана, кроме того, будет зависеть от количества и продолжительности прогревов.
Техника безопасности при работе с пропаном
При выполнении газовой резки металла необходимо строго соблюдать правила техники безопасности, т. к. эта работа сопряжена с определённым риском. Начнем с защитной (рабочей) одежды. Она должна в себя включать:
Кроме того, рекомендуется использовать респиратор (что бы ни дышать дымами и пылью). Пренебрегать этой рекомендацией не стоит, т. к. может возникнуть ситуация, при которой толстый металл с первого раза не продуется. В этом случае расплавленные брызги (а это раскалённый металл!) могут упасть на человека.
Нельзя приступать к резке, если на газовых шлангах имеются трещины, разрывы или стыки. В случае острой необходимости допускается в стыке использовать трубки из алюминия или латуни. Однако лучше не рисковать и при первой возможности заменить их кондиционными шлангами.
ВНИМАНИЕ! Ни в коем случае не допускается использовать в стыках газовых шлангов стальные трубки, так как железо может дать искру и непредсказуемые последствия.
Баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. В процессе работы нельзя забывать следить за давлением газа в баллонах. Весь газ из баллона расходовать не допускается.
В процессе работы могут возникнуть внештатные ситуации.
Ни в коем случае не паникуйте!
Если у вас во время раскроя металла слетел со штуцера или оборвался кислородный шланг, то необходимо тут же перекрыть на резаке подачу пропана, а затем – закрыть оба баллона. Если при розжиге пламени и настройки резака неожиданно раздаётся хлопок и пропадает пламя, то следует просто закрыть вентили резака и разжигать пламя заново.
Преимущества и недостатки
Преимуществом КПРМ является низкая стоимость подогревающего газа – пропана, а недостатком – им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун. КПРМ выгодно использовать при больших объемах работ (резка стали на металлолом и т. п.). Обычная кислородная резка труб из хромистых и хромоникелевых сталей, а также из чугуна, меди и ее сплавов КПРМ практически невозможна. Для обработки этих деталей из этих металлов применяют:
Наибольшее распространение получила технология с применением сжатого воздуха. Это объясняется его наиболее низкой стоимостью. Воздушно-дуговую резку применяют для:
Наиболее широко ее применяют для разделительной резки нержавеющей стали толщиной до 20…25 мм. Преимуществом этих видов резки является возможность расширения ассортимента обрабатываемых металлов, а недостатком – усложнение технологии и повышение стоимости.



