Ультразвуковой контроль сварных швов, и как он проводится
Для обеспечения безопасных условий эксплуатации различных объектов со сварными соединениями все швы необходимо подвергать регулярной проверке. Вне зависимости от их новизны или давнего срока эксплуатации металлические соединения проверяются различными методами дефектоскопии. Наиболее действенным методом является УЗД — ультразвуковая диагностика, которая превосходит по точности полученных результатов рентгенодефектоскопию, гамма-дефектоскопию, радио-дефектоскопию и др.
Это далеко не новый (впервые УЗК проведен в 1930 году) метод, но является очень популярным и используется практически повсеместно. Это обусловлено тем, что наличие даже небольших дефектов сварочных соединений приводит к неизбежной утрате физических свойств, таких как прочность, а со временем к разрушению соединения и непригодности всей конструкции.
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка аппарата, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Определение
Ультразвуковой контроль сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в металле) и выявления присутствия не металлических элементов.
Принцип работы
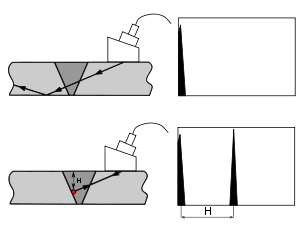
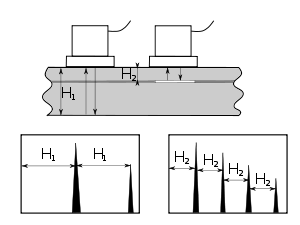
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 — 79), которые отличаются между собой только способом регистрации и оценки данных:
Откуда колебания волны?
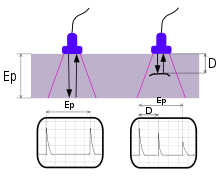
Практически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8—2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине.
Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1—5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания.
Процедура проведения дефектоскопии
Иногда для определения более точного характера дефекта характеристики от УЗД не хватает и требуется применить более развернутые исследования, воспользовавшись рентгенодефектоскопией или гамма-дефектоскопией.
Рамки применения данной методики при выявлении дефектов
Контроль сварочных швов, основанный на УЗД довольно четкий. И при правильно проведенной методике испытания шва дает полностью исчерпывающий ответ по поводу имеющегося дефекта. Но рамки применения УЗК так же имеет.
С помощью проведения УЗК возможно выявить следующие дефекты:
Подобную УЗД возможно осуществить в следующих металлах:
УЗД проводится в геометрических рамках:
Проверки подвергаются следующие виды швов:
Пескоструйная очистка поможет избавиться от многих загрязнений металла. Подробнее об этом читайте здесь.
Основные области использования данной методики
Не только в промышленных отраслях используют ультразвуковой метод контроля целостности швов. Данную услугу — УЗД заказывают и в частном порядке при строительстве или реконструкции домов.
УЗК чаще всего применяется:
Ультразвуковой контроль сварных швов (УЗК)

Чтобы обеспечить безопасность эксплуатации объектов со сварными соединениями, швы, независимо от того, как давно они были сделаны, необходимо подвергать регулярной проверке. Дефектоскопия сварных соединений проводится разными методами. Универсальный способ проверки – ультразвуковой контроль. Метод был открыт в 1930 году, и сейчас используется повсеместно. Эффективность уУЗК обуславливается тем, что диагностика способна выявлять даже небольшие дефекты, которые со временем приводят к утрате прочности и разрушению конструкции.
Преимущества и недостатки УЗК
К основным преимуществам ультразвуковой диагностики относят:
Но не существует совершенных методов диагностики. УЗК тоже обладает рядом недостатков:
Суть ультразвуковой дефектоскопии
Ухо человека не воспринимает ультразвуковую волну, тем не менее, она – основа многих диагностических методик. Способность УЗ-волн отражаться и проникать применяется в различных отраслях, в т.ч. и в медицине. Этот способ важен для сфер, где главное требование – не нанести вред объекту, который исследуется.
Ультразвуковая дефектоскопия – это неразрушающий метод контроля и определения мест, где локализуются дефекты различного характера. Качество проведения процедуры зависит от ряда факторов. Это корректность настройки и калибровки аппарата, чувствительность приборов, опыт оператора. Поэтому выполнять ультразвуковую дефектоскопию должны профессионалы.
Данным способом диагностируют разные сварные соединения. С помощью УЗК можно выявить химически неоднородный состав материала (например, наличие шлаковых вложений в металле, присутствие неметаллических элементов), воздушные пустоты, скрытые и внутренние механические дефекты.
Учтите, что объект будет допущен к эксплуатации только после определения качества соединений и ликвидации даже малейших дефектов.
Ультразвуковой контроль сварных соединений – это метод, основанный на способности колебаний высокой частоты (примерно 20 000 Гц) проникать в структуру металла, отражаться от поверхности неровностей, пустот, царапин. Волна, которая проникает в сварной шов, при обнаружении дефекта отклоняется от стандартного распространения. Это отклонение отражается на мониторах приборов. По конкретным параметрам опытный оператор характеризует обнаруженный дефект. Например, расстояние до него рассчитывается по времени распространения волны, а размер дефекта – по амплитуде импульса отражения.
Ультразвуковой контроль: виды
УЗК бывает нескольких видов. К главным методам ультразвукового контроля относят:
При диагностике поперечных и продольных швов эксперты чаще применяют теневой, эхо-импульсный методы. В основном, такими способами проводится контроль сварных соединений трубопроводов. Остальные методы применяют намного реже, в зависимости от ситуации.
Оборудование УЗК: принцип работы
Приборы, которыми проводится ультразвуковой контроль труб и металлоконструкций, работают по схожему принципу. Главный рабочий элемент – пластина пьезодатчика, выполненная из титанита бария или кварца. Пьезодатчик находится в щупе – его располагают вдоль соединений и плавно перемещают возвратно-поступательными движениями. Пока происходит перемещение щупа, к пластине поступает высокочастотный ток, из-за этого она и излучает перпендикулярно своей длине ультразвуковые колебания.
Отраженные волны принимает такая же пластина с принимающим щупом. Она преобразует колебания в переменный ток, который сразу отклоняет волну на мониторе осциллографа. В итоге возникает промежуточный пик. При УЗ-диагностике датчик посылает короткие переменные импульсы упругих колебаний с разной длительностью, которые разделяются паузами. За счет этого определяется присутствие и глубина залегания дефекта.
Как проводится ультразвуковой контроль
Процедура выполняется в несколько этапов, а именно:
Результаты дефектоскопии заносят в таблицу. По ней, в дальнейшем, дефект можно выявить повторно, а затем устранить его. Проводят контроль по ГОСТу за один либо два прохода. Если для определения точного характера дефекта УЗК не хватает, дополнительно применяют гамма-дефектоскопию или рентгенодефектоскопию.
Какие дефекты выявляет ультразвуковая диагностика
С помощью ультразвукового контроля труб и конструкций определяют ряд разнообразных дефектов, например:
Провести диагностику можно в таких металлах, как медь, чугун, легированные и аустенитные стали. При этом существуют и определенные геометрические рамки для применения метода, в частности:
С помощью ультразвукового контроля труб и конструкций проверяют швы разного типа: продольные, плоские, кольцевые, тавровые, а также сварные стыки.
Сфера применения УЗК
Данный метод контроля применяют в промышленной отрасли, а также при реконструкции и строительстве домов. Часто УЗК используют:
Методика применяется и в полевых, и в лабораторных условиях.
Проверенный на дефекты шов – это гарантия того, что конструкция безопасна для эксплуатации, надежна и может использоваться по назначению. Без проведения контроля на соответствие нормативам, ввод сооружения в эксплуатацию невозможен. Аккредитованная строительная лаборатория IRONCON готова провести УЗ-диагностику сварных соединений на объекте заказчика в полном соответствии с действующими нормами контроля.
Узк что это такое
ГОСТ Р ИСО 16810-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Non-destructive testing. Ultrasonic testing. General principles
Дата введения 2017-09-01
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны», Негосударственным образовательным учреждением дополнительного профессионального образования «Научно-учебный центр «Контроль и диагностика» («НУЦ «Контроль и диагностика») и Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
Введение
Настоящий стандарт идентичен международному стандарту ИСО 16810:2012, который был подготовлен Техническим комитетом ISO/TC135 «Неразрушающий контроль», подкомитетом SC3 «Ультразвуковой контроль».
Настоящий стандарт взаимосвязан со следующими стандартами:
1 Область применения
Настоящий стандарт определяет общие положения, необходимые для проведения ультразвукового контроля промышленной продукции, в которой возможно распространение ультразвука. Конкретные условия применения и проведения ультразвукового контроля, зависящие от типа контролируемого изделия, описываются в документации, включающей в себя:
— стандарты на продукцию;
— спецификации на продукцию;
Требования настоящего стандарта должны применяться, если в перечисленной выше документации не указаны другие требования.
Настоящий стандарт не определяет:
— объем контроля и схемы сканирования;
2 Нормативные ссылки
EN 12668-1 Non-destructive testing. Characterization and verification of ultrasonic examination equipment. Instruments (Контроль неразрушающий. Определение характеристик и проверка оборудования для ультразвукового контроля. Часть 1. Инструменты)
EN 12668-2 Non-destructive testing. Characterization and verification of ultrasonic examination equipment. Probes (Контроль неразрушающий. Определение характеристик и проверка оборудования для ультразвукового контроля. Часть 2. Пробы)
EN 12668-3 Non-destructive testing. Characterization and verification of ultrasonic examination equipment. Combined equipment (Неразрушающий контроль. Определение характеристик и проверка оборудования для ультразвукового контроля. Часть 3. Комбинированное оборудование)
3 Квалификация и сертификация персонала
Контроль должен проводиться только подготовленными операторами, квалифицированными в соответствии с ИСО 9712.
Требования к квалификации и сертификации установлены в стандартах на продукцию и (или) в других документах.
4 Информация, предоставляемая перед контролем
Перед проведением контроля должна быть предоставлена следующая необходимая информация:
— квалификация и сертификация персонала;
— окружающие условия и состояние объекта контроля;
— требования к письменной процедуре контроля;
— дополнительные требования к подготовке поверхности сканирования;
— чувствительность контроля и способ настройки чувствительности;
— требуемые уровни оценки и регистрации;
— участки контроля, включая схемы сканирования;
— требования к протоколу контроля.
5 Основы проведения ультразвукового контроля
5.1 Область применения
Ультразвуковой контроль основан на распространении ультразвуковых волн через объект контроля и регистрации сигнала прошедшей волны (теневой метод) либо сигнала, отраженного или рассеянного от любой поверхности или дефекта (эхо-импульсный метод).
При контроле указанными методами может использоваться совмещенный преобразователь, который выполняет функции как излучателя, так и приемника; раздельно-совмещенный преобразователь; раздельные преобразователи, работающие один на излучение, другой на прием. При контроле в обоих методах могут использоваться промежуточные отражения от одной или нескольких поверхностей объекта контроля. Контроль может быть выполнен ручным способом или с использованием полуавтоматического или автоматического оборудования, при этом может использоваться контактный, щелевой, иммерсионный или другие способы контакта в зависимости от конкретных условий контроля.
5.2 Типы волн и направление распространения звука
Чаще всего используются продольные и поперечные волны, они распространяются перпендикулярно, либо под углом к поверхности контролируемого изделия. Также по согласованию могут быть использованы другие типы волн, например волны Лэмба или волны Рэлея.
Выбор типа волны и направление ее распространения зависит от целей контроля и должен учитывать свойства отражения от плоскостных отражателей. За исключением случая, когда используется волна Лэмба, направление распространения волны при использовании эхо-импульсного метода и совмещенного преобразователя, по возможности, должно быть перпендикулярно к плоскости отражателя.
5.3 Теневой метод
Метод основан на измерении ослабления сигнала после прохождения ультразвуковой волны через объект контроля.
Для измерения могут использоваться следующие сигналы:
b) любой другой сигнал, либо введенный непосредственно (прямой), либо в промежутке отраженный от поверхности(ей) объекта контроля.
Более подробная информация о данном методе приведена в ИСО 16823.
5.4 Эхо-импульсный метод
В данном методе оценивается отраженный или рассеянный сигнал от любой границы раздела двух сред внутри объекта контроля. Характеристиками отраженного сигнала являются амплитуда и положение на временной оси развертки, последняя зависит от расстояния между отражателем и преобразователем. Местоположение отражателя определяется по известному расстоянию до него, по направлению распространения звука и по местоположению преобразователя.
Амплитуду сигнала рекомендуется измерять относительно:
a) кривой коррекции амплитуды от расстояния (DAC-кривая) или серии DAC-кривых, построенных по искусственным отражателям (боковое отверстие, отверстие с плоским дном или паз и т.д.), выполненным в одном или нескольких настроечных образцах;
b) зависимости амплитуды от расстояния для эквивалентного отражателя (DGS-диаграмма);
c) эхо-сигналов от соответствующих пазов;
d) эхо-сигналов от бесконечной плоскости, расположенной перпендикулярно к акустической оси (например, донного эхо-сигнала).
Перечисленные способы приведены в ИСО 16811.
Дополнительную информацию о форме и размере отражателей можно получить, используя другие способы. Эти способы основаны, например на оценке изменения амплитуды сигнала по мере перемещения преобразователя, на измерении расстояния или спектральном анализе частоты.
Ультразвуковой контроль УК
Определение термина «ультразвуковой контроль»
Что такое ультразвуковая дефектоскопия
Подготовленные для ультразвукового метода неразрушающего контроля поверхности непосредственно перед прозвучиванием необходимо тщательно протереть ветошью и покрыть слоем контактной смазки.
Применяемый нашими специалистами ультразвуковой дефектоскоп А1212 Master разработан специально для использования в особенно сложных условиях, предназначен для решения широкого круга задач дефектоскопии, толщинометрии. Это уникальный в своем роде прибор, отличается многочисленными функциями программного обеспечения и широкими возможностями по управлению информацией. Бесперебойная работа прибора гарантирована в самых жестких промышленных условиях. Его универсальность применяется нами для выявления внутренних эффектов в различных материалах: металлах, пластмассах, композитах.
Основные методы проведения ультразвукового контроля
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК, которые отличаются между собой только способом регистрации и оценки данных:
1. Теневой метод
Заключается в контроле уменьшения амплитуды ультразвуковых колебаний прошедшего и отраженного импульсов.
2. Зеркально-теневой метод
Обнаруживает дефекты швов по коэффициенту затухания отраженного колебания.
3. Эхо-зеркальный метод или “Тандем”
Заключается в использовании двух аппаратов, которые перекликаются в работе и с разных сторон подходят к дефекту.
4. Дельта-метод
Основывается на контроле ультразвуковой энергии, переизлученной от дефекта.
5. Эхо-метод
Основан на регистрации сигнала отраженного от дефекта.
Преимущества ультразвукового контроля качества металлов и сварных швов
Основные недостатки ультразвуковой дефектоскопии
Что такое ультразвуковая толщинометрия
Ультразвуковая дефектоскопия
Содержание

Ультразвукова́я дефектоскопи́я — метод основанный С.Я. Соколовым, позволяющий осуществлять поиск дефектов в материале изделия путём излучения и принятия ультразвуковых колебаний, отраженных от внутренних несплошностей (дефектов), и дальнейшего анализа их амплитуды, времени прихода, формы и других характеристик с помощью специального оборудования — ультразвукового дефектоскопа. Является одним из самых распространенных методов неразрушающего контроля.
Принцип работы
Звуковые волны не изменяют траектории движения в однородном материале. Отражение акустических волн происходит от раздела сред с различными удельными акустическими сопротивлениями. Чем больше различаются акустические сопротивления, тем большая часть звуковых волн отражается от границы раздела сред. Так как включения в металле часто содержат воздух, имеющий на несколько порядков большее удельное акустическое сопротивление, чем сам металл, то отражение будет практически полное.
Разрешающая способность акустического исследования определяется длиной используемой звуковой волны. Это ограничение накладывается тем фактом, что при размере препятствия меньше четверти длины волны, волна от него практически не отражается. Это определяет использование высокочастотных колебаний — ультразвука. С другой стороны, при повышении частоты колебаний быстро растет их затухание, что ограничивает доступную глубину контроля. Для контроля металла наиболее часто используются частоты от 0.5 до 10 МГц.
Возбуждение и прием ультразвука
Существует несколько методов возбуждения ультразвуковых волн в исследуемом объекте. Наиболее распространенным является использование пьезоэлектрического эффекта. В этом случае излучение ультразвука производится с помощью преобразователя, который преобразует электрические колебания в акустические с помощью обратного пьезоэлектрического эффекта. Отраженные сигналы попавшие на пьезопластину из-за прямого пьезоэлектрического эффекта преобразуются в электрические, которые и регистрируются измерительными цепями.
Также используются электромагнитно-акустический (ЭМА) метод, основанный на приложении сильных переменных магнитных полей к металлу. КПД этого метода гораздо ниже, чем у пьезоэлектрического, но зато может работать через воздушный зазор и не предъявляет особых требований к качеству поверхности.
Классификация методов исследования
Активные
Активные методы контроля подразумевают под собой излучение и приём акустических волн.
Отражения

Прохождения
Методы прохождения подразумевают под собой наблюдение за изменением параметров ультразвуковых колебаний, прошедших через объект контроля, так называемых сквозных колебаний. Изначально для контроля применялось непрерывное излучение, а изменение его амплитуды сквозных колебаний расценивалось как наличие дефекта в контролируемом объекте, так называемой звуковой тени. Отсюда появилось название теневой метод. Со временем непрерывное излучение сменилось импульсным, а к фиксируемым параметрам помимо амплитуды добавились также фаза, спектр и время прихода импульса и появились другие методы прохождения. Термин теневой потерял свой первоначальный смысл и стал означать один из методов прохождения. В англоязычной литературе метод прохождения называется through transmission technique или through transmission method, что полностью соответствует его российскому названию. Термин теневой в англоязычной литературе не применяется.


Собственных колебаний
Вынужденных колебаний
Свободных колебаний
Импендансные
Пассивные
Пассивные методы контроля заключаются в приёме волн, источником которых является сам объект контроля.
Современные дефектоскопы точно замеряют время, прошедшее от момента излучения до приёма эхо-сигнала, тем самым измеряя расстояние до отражателя. Это позволяет добиться высокого лучевого разрешения исследования. Компьютеризированные системы позволяют провести анализ большого числа импульсов и получить трёхмерную визуализацию отражателей в металле.
Преимущества

Ультразвуковое исследование не разрушает и не повреждает исследуемый образец, что является его главным преимуществом. Возможно проводить контроль изделий из разнообразных материалов, как металлов, так и неметаллов. Кроме того можно выделить высокую скорость исследования при низкой стоимости и опасности для человека (по сравнению с рентгеновской дефектоскопией) и высокую мобильность ультразвукового дефектоскопа.
Недостатки
Использование пъезоэлектрических преобразователей требует подготовки поверхности для ввода ультразвука в металл, в частности создания шероховатости поверхности не ниже класса 5, в случае со сварными соединениям ещё и направления шероховатости (перпендикулярно шву). Ввиду большого акустического сопротивления воздуха, малейший воздушный зазор может стать неодолимой преградой для ультразвуковых колебаний. Для устранения воздушного зазора, на контролируемый участок изделия предварительно наносят контактные жидкости, такие как вода, масло, клейстер. При контроле вертикальных или сильно наклоненных поверхностей необходимо применять густые контактные жидкости с целью предотвращения их быстрого стекания.
Как правило ультразвуковая дефектоскопия не может дать ответ на вопрос о реальных размерах дефекта, лишь о его отражательной способности в направлении приемника. Эти величины коррелируют, но не для всех типов дефектов. Кроме того, некоторые дефекты практически невозможно выявить ультразвуковым методом в силу их характера, формы или расположения в объекте контроля.
Практически невозможно производить достоверный ультразвуковой контроль металлов с крупнозернистой структурой, таких как чугун или аустенитный сварной шов (толщиной свыше 60 мм) [1] [2] из-за большого рассеяния и сильного затухания ультразвука. Кроме того, затруднителен контроль малых деталей или деталей со сложной формой.
Применение

Применяется для поиска дефектов материала (поры, волосовины, различные включения, неоднородная структура и пр.) и контроля качества проведения работ — сварка, пайка, склейка и пр. Ультразвуковой контроль является обязательной процедурой при изготовлении и эксплуатации многих ответственных изделий, таких как части авиационных двигателей, трубопроводы атомных реакторов или железнодорожные рельсы.
Ультразвуковой контроль сварных швов
Многие ведомственные документы подразумевают обязательный ультразвуковой контроль сварных швов, либо альтернативный выбор ультразвукового или радиационного контроля, либо контроль обоими методами.
Основным документом в России по ультразвуковому контролю сварных швов является ГОСТ 14782-86, в котором рассмотрены в полном объёме методы контроля стыковых, тавровых, нахлесточных и угловых сварных швов, выполненных различными способами сварки. Также в нём подробно описаны стандартные образцы (эталоны) СО-1, СО-2 (СО-2А), СО-3 и СО-4 и стандартные образцы предприятия, необходимые для настройки дефектоскопа, а также их параметры для их изготовления.
Объёмы контроля и нормы оценки качества сварного соединения устанавливаются различными нормативными документами в соответствии с требованиями прочности к конкретной сварной конструкции. На предприятиях, изготавливающих особо ответственные изделия, а также различными надзорными органами могут выпускаться собственные методические материалы для оценки качества сварных швов. Примером может служить РД РОСЭК-001-96, разработанный Ростехнадзором для оценки качества сварных соединений для грузоподъёмных машин.



