Так ли необходимо на токарном станке устройство цифровой индикации?
Станочные предприятия выпускают преимущественно оборудование стандартной комплектации. Для мастеров, желающих улучшить требования по контролю и качеству исполнения работ на токарном станке, предоставляются отдельные комплектующие детали. К таким относятся устройство цифровой индикации и оптические линейки.

Для чего монтируют УЦИ, так ли это необходимо?
Для современного токарного оборудования параметры точности и качество исполнения работ являются самыми важными среди других показателей. Полноценное использование токарных работ, возможно на универсальных, фрезерных и расточных станках, это условие производится путем оснастки станочных устройств УЦИ и растровыми оптическими линейками. Дополнительная оснастка данных комплектующих требуется и необходима, если преследуются следующие цели:
Монтаж УЦИ целесообразно делать на следующих типах станков:
Оснащение токарника или фрезера новыми измерительными устройствами позволяет оператору работать с повышенной точностью и сниженной вероятностью совершения ошибок. Все УЦИ имеют дисплей, на которых отображаются полученные от датчиков данные, понятные, четкие и в доступной форме. Для ручной обработки полученных данных достаточно обладать простыми математическими расчетами.

Устройства цифровой индикации и оптические линейки
Дополнительные комплектующие на станки позволяют повышать качество работ. Из основных устройств на токарники и фрезера устанавливают:

Какие бывают линейки?
Оптические линейки классифицируются согласно основным параметрам:

Обзор популярных моделей
Наиболее популярные модели среди токарей-операторов, следующие:
Рекомендации по выбору УЦИ
При выборе прибора необходимо ориентироваться на следующее:
УЦИ и оптические линейки на токарный станок позволяют контролировать исполнение работы станка. Оснащение токарника или фрезера новыми измерительными приборами позволит оператору работать с гораздо более высокой точностью и сниженной вероятностью совершения ошибок.
Купил комплект УЦИ (DRO)


Купил комплект УЦИ (DRO) на два станка, токарный и фрезерный. Взял все фирмы HXX, потому что остальной китай в основном его производные а SINO дороже почти в два раза.
На фрезер голова (Digital readout) называется JCS900-3DB на токарный JCS900-2DB ну и 5 линеек (digital glass scale) 300-370-400-450-1020mm, на фрезер 300-400-450 на токарный 370-1020, таких размеров конечно нет, по факту они 350 и 1000 но ход у линеек больше на 20 так что подойдет идеально.
Выбил по максимуму все скидки возможные и невозможные, еще и кэшбэк сделал с ali через cash4brands, короче весь комплект встал в 30000р. на два станка, очень бюджетно по моему.
К сожалению есть и ложка дегтя, поспешил надеясь на чудо и оформил все у продавца, одного из многих на Ali. Пока мы вели с ним диалог и я оплачивал товар мне ответил представитель завода которому я тоже отписался на всякий случай найдя контакты на алибабе, он и предоставил все фотки и правильную информацию а у продавца как позже оказалось нет ни того ни того и он неделю тянул с отправкой, хотя до того как я заплатил я уточнял все ли в наличии и при этом он предложил оплатить сегодня товар а завтра типа его отправит, китаец попался не обязательный совершенно еще и при общении постоянно включал дурака, я думал переводчик тупит но пообщавшись с представителем завода понял что с переводчиком и со мной все ок 8) А продавец хоть и отправил товар но не известно что внутри и нервы потрепал знатно, раз 10 я ему подавал отмену заказа но система на али работает против покупателя это 100% это вам не ebay или amazon ну прям реально до того как отправил деньги все красиво но как только оплатил все, у продавца есть любые возможности у покупателя нет никаких 8( и максимум что можно это подать жалобу только после 10 дней после отправки но и это бесполезно пока товар либо не потеряется либо не дойдет до покупателя.
Уци для токарного станка что это такое
Универсальные токарные, фрезерные, расточные, координатные станки, чтобы стать точным инструментом в руках оператора, нуждаются в некотором «осовременивании», или, говоря техническим языком, нуждаются в модернизации. Одним из вариантов модернизации практически любого универсального станка может стать установка на станок Устройства Цифровой Индикации (далее – УЦИ ) совместно с измерительными линейками . Но в чем же выгода применения такого решения? Достоинств тут множество.
Во-первых, это дает новую жизнь старому станку, ведь любой станок в процессе эксплуатации изнашивается. Появляются выработка ходовых винтов, направляющих, износ подшипников и много прочих бед. Как же, спросите вы, установка на станок измерительной системы поможет сделать оборудование лучше, ведь все это не устранит механического износа узлов станка? Устранить и правда не устранит, но исключит влияние механического износа на точность станка. Как? А дело в том, что измерительные линейки (оптические, магнитные) устанавливаются непосредственно на исполнительный механизм, проще говоря, на ту часть станка, которая непосредственно перемещается. При этом полностью исключается из причин, влияющих на точность самого станка, такие факторы, как износ ходовых винтов (люфты) и выработка направляющих. Следовательно, на информационном дисплее УЦИ отображается реальное перемещение механизма. Не это ли необходимо для точного произведения работ за любым станком? Ответ очевиден!
Во-вторых, ко всему этому добавляется то, что точность измерений станка можно увеличить в разы! Да что в разы – в десятки раз! Как?! – опять спросите вы?
А все элементарно просто. К примеру, что является единицей точности универсального станка? Правильно – цена деления лимба. Возьмем токарный универсальный станок: для него точность варьируется от 0,01 мм до 0,5 мм в зависимости от модели. А что будет, если мы оснастим токарный станок, имеющий цену деления на лимбе 0,5 мм, измерительной системой с дискретностью 0,005 мм? Правильно!! Точность станка станет 0.005 мм. Только смотреть в данном случае уже надо не на рукоятку штурвала и лимб, а на удобный цифровой дисплей УЦИ, на котором отображается текущая координата станка с точностью до 3-го знака после запятой!! Теперь рабочие рукоятки станка необходимы оператору только для управления перемещением станка, а реальная координата отображается на дисплее. Ну не восхитительно ли? Ведь мы одним выстрелом убиваем сразу двух зайцев:
1. устраняем влияние механического износа станка на точность обработки и
2. получаем из простого универсального – станок повышенной точности. И все это за достаточно разумные деньги.
Теперь впору открыть еще один секрет и рассказать о третьем зайце. Да, как это ни удивительно, в нашем случае работает пословица: «За двумя зайцами погонишься – троих поймаешь». Ну а если серьезно, есть еще один очень важный аспект применения на универсальном оборудовании такой модернизации. Для начала ответьте себе на такой вопрос: сколько требуется времени, чтобы вырастить из выходца ПТУ настоящего, высококвалифицированного оператора-станочника? Правильно, годы, а то и десятки лет. И таких профессионалов становится все меньше и меньше. Многие уезжают за рубеж в поисках достойного заработка, а тем, кто остался на Родине, приходится платить соответствующе. Но чем же нам поможет в подготовке высококлассного специалиста такая модернизация? Ответ: ничем. Но!! Использование на универсальном оборудовании цифровой измерительной системы (УЦИ + измерительные линейки) позволяют ставить за такой станок операторов достаточно низкой квалификации, получая при этом такой же эффект, как от работы высококлассного станочника. Ведь теперь оператору не надо, ориентируясь на свое профессиональное мастерство, «ловить сотки». Теперь малоопытный оператор, ориентируясь на показания дисплея и «крутя ручки», сможет ловить на таком станке микроны!! А это ли не мечта любого работодателя: вложить один раз, чтобы не платить каждый раз в последующем.
Плюс ко всему, современные УЦИ (Ditron, Sino), предлагаемые нами, имеют широкий набор функций, которые облегчат труд любого мало-мальски разбирающегося оператора. Это от самого простого – обнуления текущей координаты, до значительно сложного – расчета радиуса, дуги окружности. По сути, наличие в УЦИ данных функций практически приближает наш станок к станку с ЧПУ с некоторым отличием: в качестве средства управления перемещением на нашем станке используются не электропривода, а мускульная сила оператора. Но ведь и стоимость нашей модернизации несравнимо мала по сравнению с модернизацией с применением ЧПУ.
Итак, подведем итог и сделаем вывод из вышеизложенного. На данный момент применение на универсальном оборудовании УЦИ и измерительных линеек (оптических, магнитных) – самое рациональное, грамотное и малобюджетное решение, позволяющее превратить любой универсальный станок в прототип станка с ЧПУ повышенной точности. А с точки зрения дальнейших затрат, позволяет избежать траты на зарплату высококвалифицированным станочникам, заменяя их труд трудом операторов менее высокого уровня.
УЦИ на Корвет 414 и почему оптические линейки просто необходимы

Постепенно движемся в сторону ЧПУ на фрезерном станке и стараемся заранее решить все возможные проблемы, которые потом могут встретиться на пути ЧПУ-зации.
Первое, что пугает, это необходимость проворачивать ручки при подключенных двигателях. Говорят что от интенсивного кручения может и электроника погореть. А если я захочу установить ШВП, тогда показания лимбов уедут далеко и надолго, потому что шаг резьбы изменится. И если будут работать моторчики, то крутилки начнут вращаться и может быть дисбаланс.
Самое логичное было бы перейти полностью электронное управление, но это потребовало бы контроль перемещений, потому что лимбов не будет. И тут, самое логичное решение, не привязываться к винту или лимбам, а установить оптические линейки и блок цифровой индикации (DRO). Это позволит контролировать перемещения прямо на экране «калькулятора», игнорировать люфты и при необходимости производить несложные вычисления.
Топаем на али, находим самое недорогое, похожее с виду на более дорогое, смотрим что есть положительные отзывы на русском языке и заказываем с доставкой из РФ ( втайне надеясь что посылка поедет не как мое новое кресло, которое ехало из Уссурийска почти полтора месяца). Тут еще помог спецкупон от али, который сэкономил мне 500р.

После оплаты, я еще день переписывался с продавцом, чтобы уточнить длины и точность линеек. Там оказалась небольшая хитрость. Общая длина линейки обычно на 142мм больше чем рабочий ход. Длины я брал практически наугад, прикинув ходы и измерив на станке установочные размеры и как выяснилось, все расчеты были близки к реальности. Т.е. 150 — 400 — 500 — это были ходы, а длины линеек 292мм, 542 мм и 642 мм. Конечно, вместо 292мм, лучше брать следующий размер, т.е. 350мм, но об этом позже.
Что касается точности, то я особо не выбирал, что предложили в комплекте, то и купил. Т.е. 5u = 0.005мм. Как выяснилось, точности более чем достаточно и она просто взрывает мозг, когда видишь три цифры после запятой. Сам индикатор может показывать и с линейками 1u — 0.001мм и это наверное еще веселее, пытаться попасть китайском фрезерном станке в такую точность, его люфтящими лимбами.(Когда мне удается выбить все 000, я считаю себя очень крутым). Лимбы на моем «корвете», кстати всего 0.01 по вертикали и 0.02 по горизонтали. (Последние вообще очень интересные, показывают в 2 раза больше, чем нужно и понял я это только после установки линеек. Благо, не успел ничего запороть на этом станке).
Посылка приехала достаточно быстро, вроде недели две всего с момента покупки получилось. Распаковал, там линейки с пятиметровыми шлангами (наверное думали что станок у меня в подвале, а я им буду рулить с чердака), блок индикации DRO включился только после сильного удара сбоку, как старый телевизор.
(Внутри оказался болтающийся вокруг разьема питания, провод, который я обжал и посадил на место). В коробке с DRO лежал пакет с болтами и инструкция на английском, где не было описано, как все это барахло крепить. Зато положили несколько кронштейнов с отверстиями, типа конструктор, «собери сам как можешь из того что есть».
Пришлось лезть в интернет и искать фото установки УЦИ на русских форумах и DRO на англоязычных. Чего только я не насмотрелся. У людей руки просто золотые, правда растут они не из того места. Но ничего, более менее понял, что тут как хочешь, так и крепи, главное чтобы головка находилась снизу или с обратной стороны от брызг масла или летящих стружек. Благо, в комплекте были защитные кожухи, так что стал придумывать, как это все барахло установить.
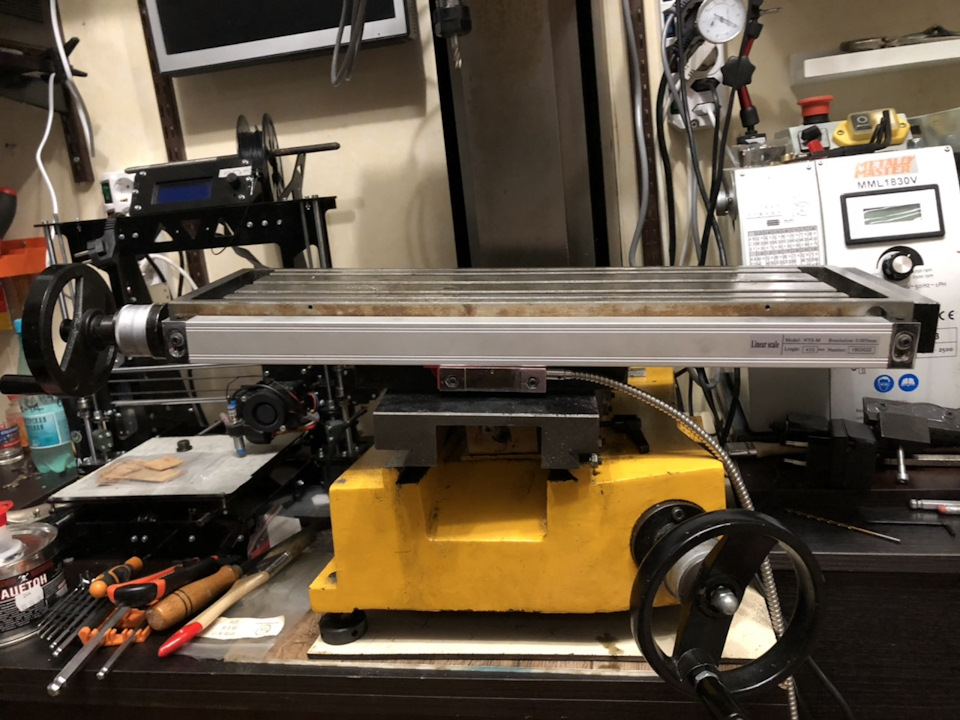
Начал с оси Х. Там оказалось все проще, чем с остальными осями. Сначала прикидываем ходы стола и место закрепления движущейся и неподвижной части так, чтобы неподвижная находилась ровно в центре между крайними положениями стола. Когда это место есть, крепим защиту, вровень со столом и уже под ней размещаем неподвижную часть линейки, так чтобы она была чуть ниже защиты и ее можно было чуть перемещать вверх и вниз, для подстройки.
Потом откатываем стол в крайние положения и отмечаем на неподвижной части стола места установки подвижной части линейки так, чтобы она 5-10мм не доходила до края. Если все получилось и есть простор для установки, то просто прижимаем подвижную часть линейки к неподвижной и намечаем точки для крепления подвижной части линейки и подвижной части стола. А потом засверливаем 4.2-4.3мм сверлом (начать можно с 2мм и постепенно расширять) и нарезаем там резьбу М5 на 15-20мм. Расстояние между центрами отверстий примерно 60мм, так что можно наметить одно, а второе отметить по линейке.
У нас должно получиться так, чтобы неподвижная часть линейки в прижатом состоянии к подвижной имела ходы вверх и вниз, чтобы можно было более точно настроить ее положение после закрепления подвижной части.
Теперь берем винты М5 с любой головкой и пытаемся закрутить их в резьбу подвижной части линейки так, чтобы после входа в подвижную часть стола, обе эти части, были жестко зафиксированы между собой и параллельны. Расстоянием можно играться, подкладывать прокладки или вообще срезать резьбу на винте так. чтобы в линейке он просто прокручивался. В общем, на ваше усмотрение. Главное чтобы обе части линейки были закреплены паралельно ходу стола и друг другу. И чтобы ход линейки не заканчивался раньше хода стола, иначе стол может сломать линейку, загнав подвижную часть дальше ее хода.
Итак, подвижная часть линейки жестко привинчена к неподвижной части стола, теперь настраиваем длинную неподвижную часть линейки в креплении так, чтобы она была максимально прижата к подвижной и при этом, строго параллельна самому столу. Для этого можно прогнать стол в оба конца и убедиться, что расстояние между частями линейки не меняется. В таком виде фиксируем линейку винтами и крепим сверху защитный кожух.

Цепляем линейку к DRO и смотрим за изменениями показаний на экране при перемещении стола. Это было самое простое.
Две остальные линейки придется крепить при помощи кронштейнов, потому что нам приходится выдерживать основное правило. Подвижная часть линейки должна быть с обратной стороны от шпинделя, чтобы на нее не залетали брызки от охлаждающей жидкости. Между линейкой и шпинделем должна быть установлена защита.
Следующей я ставил линейку на ось Y и сначала сделал прототип из уголков и аллюминия 3мм, что позволило все это быстро скрутить, так сказать, смоделировать. После подключения выяснилось, что кронштейн сильно гнется и даже небольшого усилия при сдвигании линейки ему хватает, чтобы перекособочиться на 2-3мм.

В итоге, одну из частей кронштейна я заменил на 6мм пластину и стало значительно лучше.
С осью Z я боролся уже будучи ученым и весь кронштейн сделал из 6 и 10мм пластин, так что он получился более жестким чем на оси Y.
В обоих случаях я крепил подвижную часть линейки к кронштейну винтами М5, регулируя расстояние между ними при помощи резьзы. По идее, можно было еще и гайки накручивать стопорные, то я пока не стал это делать.
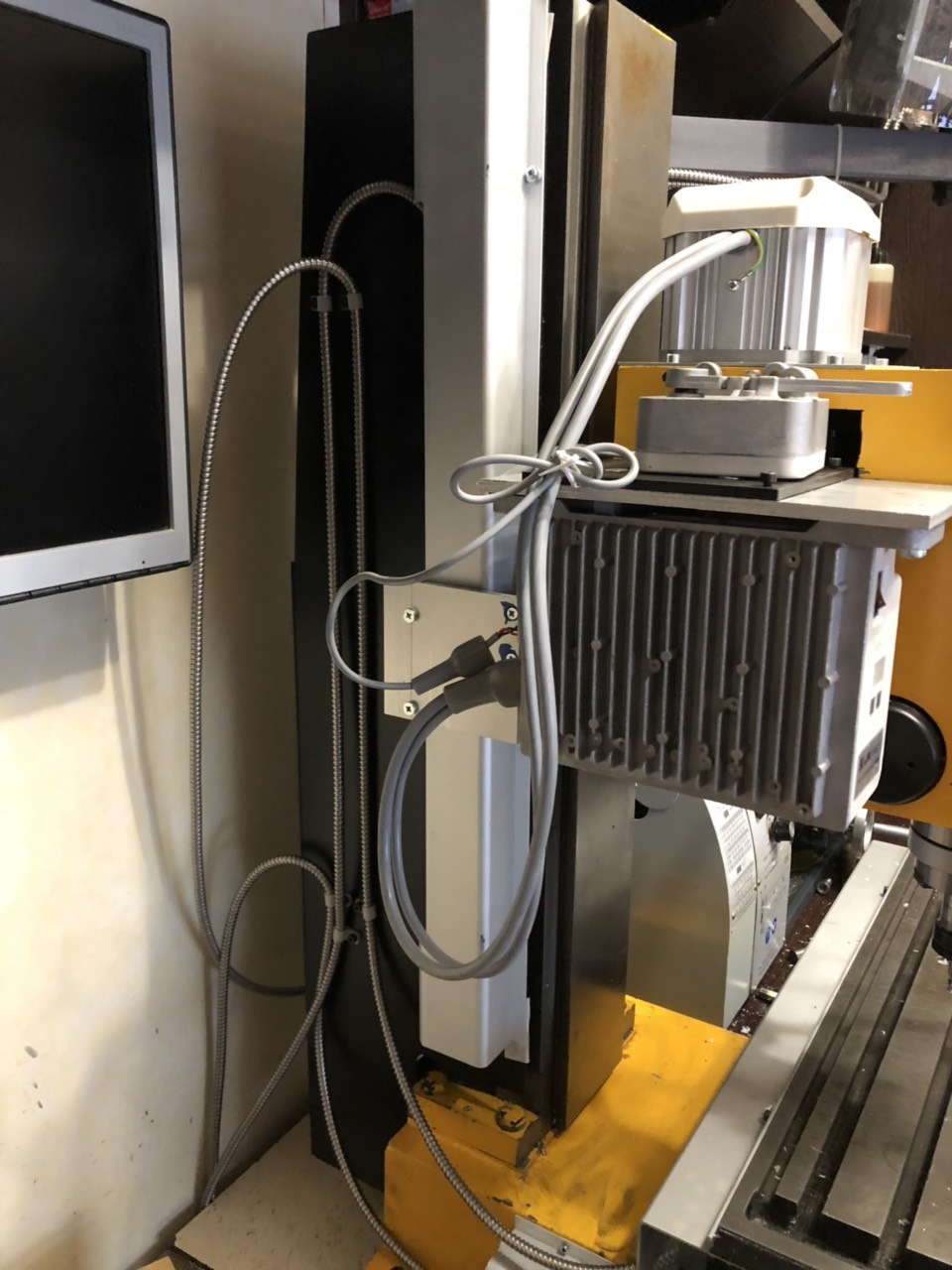
Провода разместил при помощи штатных хомутов, сам DRO прикрутил к кожуху станка.

Собрав это чудо, я порадовался и вспомнил, что пока пилил куски алюминиевых пластин, часть стружки летело мне в лицо, так что я решил восстановить пластиковую защиту.

Боялся что «калькулятор» будет мешаться, но в итоге все получилось более чем прилично.


И я решил переводить подачи на моторчики и полностью избавляться от лимбов, используя электронные, которые попытаюсь настроить на в драйвере так, чтобы их показания бились между собой. Благо, работать можно будет, ориентируясь на показания DRO. Нужно только разобраться с нежесткостью кронштейна оси Y.
Поигравшись со станком, я посмотрел несколько видео на данную тему и прифигел вот от чего. Оказывается, эти красные пластиковые направляющие на линейках нужно снимать, они типа для настройки и транспортировки. Ими настраивается расстояние между частями линейки и после закрепления линейки на станке, пластиковые вставки удаляют.

Удалил я свои вставки и сразу линейки стали ходить плавнее, что особенно заметно на оси Y и я теперь не уверен, нужно ли этот кронштейн переделывать или и так пойдет на первое время.
Пока лазил внутри DRO увидел место под COM порт, где должен стоять какой-то чип с обвязкой.
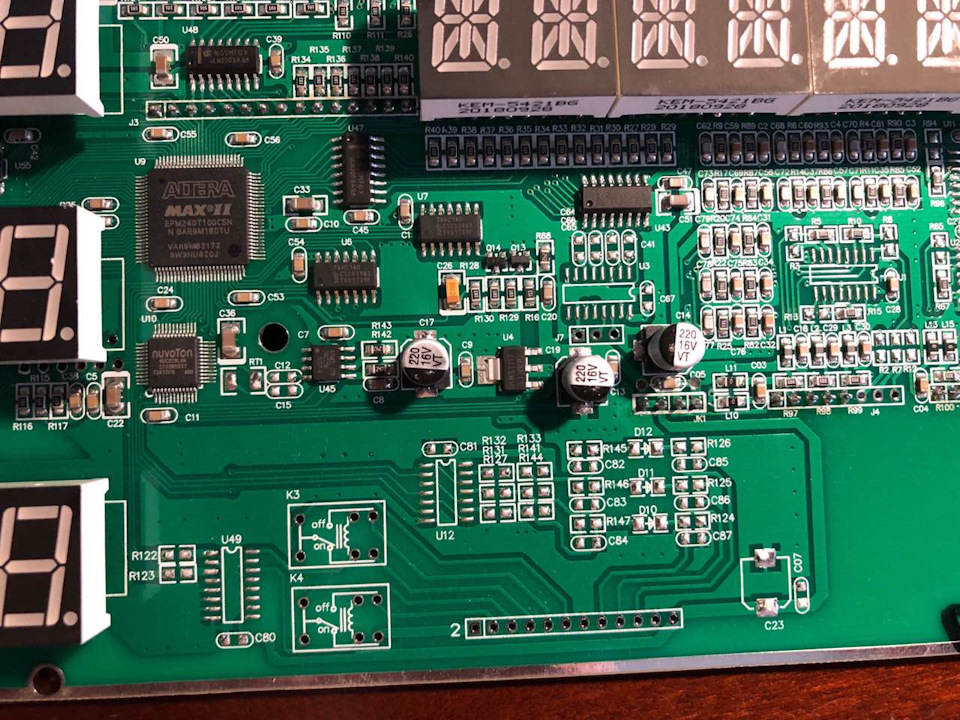
Интересно было бы посмотреть плату в работающим COM портом, вдруг получится и у себя его настроить для того, чтобы потом пристыковать линейки к ЧПУ в качестве обратной связи.
Теперь дело за автоподачами и ЧПУ. Надеюсь, оптические линейки мне в этом деле помогут. 🙂
УЦИ Устройства цифровой индикации
Назначение устройств цифровой индикации УЦИ
УЦИ идеальны для оснащения универсальных станков. Они дешевле комплексов с ЧПУ, но позволяют пользоваться современными технологиями.
Установка цифровой индикации на станок повышает производительность оператора и точность изготавливаемых изделий. УЦИ позволяет старому станку работать с точностью нового и избавить оператора от вычислительных ошибок. Все значения измеряемых координат отображаются четко на цифровой панели. На ней можно производить простые математические вычисления и расчеты
Различают следующие типы и параметры УЦИ:
Принцип действия УЦИ
УЦИ состоит из двух или трех основных узлов:
Типы датчиков положения:
Угловые датчики
Угловые датчики устанавливаются на конце ходового винта, который перемещает суппорт в токарном станке или рабочий стол в фрезерном станке.
Люфт и износ ходового винта вносят погрешность в измерения.
Линейные датчики
Линейные датчики устанавливаются на суппорте, который перемещает суппорт в токарном станке или рабочий стол в фрезерном станке.
ГОСТ 27537-87 Устройства цифровой индикации
Настоящий стандарт распространяется на устройства цифровой индикации (УЦИ), предназначенные для обработки электрических сигналов с преобразователей числа событий, перемещений, положений, состояний исполнительных механизмов с индикацией результатов в цифровой форме и используемые в качестве специализированных вспомогательных комплектующих изделий в системах ручного, полуавтоматического и автоматического контроля и управления в измерительной технике, станкостроении и других областях машиностроения, и устанавливает общие технические условия и классификацию УЦИ, общие требования к УЦИ, изготовляемым для нужд народного хозяйства и экспорта.
Стандарт не распространяется на комплектные системы измерения, контроля и управления (средства измерений, системы числового программного управления и др.), в составе которых могут использоваться УЦИ, а также на изделия, относящиеся к государственной системе приборов.
Настоящий стандарт распространяется на устройства цифровой индикации (УЦИ), предназначенные для обработки электрических сигналов с преобразователей числа событий, перемещений, положений, состояний исполнительных механизмов с индикацией результатов в цифровой форме и используемые в качестве специализированных вспомогательных комплектующих изделий в системах ручного, полуавтоматического и автоматического контроля и управления в измерительной технике, станкостроении и других областях машиностроения, и устанавливает общие технические условия и классификацию УЦИ, общие требования к УЦИ, изготовляемым для нужд народного хозяйства и экспорта.
Стандарт классифицирует УЦИ по основному функциональному назначению:
Стандарт классифицирует УЦИ по уровню автоматизации оборудования, в котором он используется и вводит соответствующие обозначения:
Наименование основных функций, выполняемых УЦИ и их применяемость по типам УЦИ
История создания и производства УЦИ в СССР
Первые УЦИ были построены на транзисторах и микросхемах с низкой степенью интеграции серий КР140, К155, К161, КР544, К555, К561 с отдельным блоком питания.
Для индикации использовались вакуумные лампы ИН-12Б.
Датчик перемещений на базе бесконтактного сельсина БС-155А.
Наиболее известные устройства цифровой индикации производства ТочЭлектроПрибор:
Устройство цифровой индикации Ф5071
Блок УЦИ Ф5071 собран на элементной базе микросхем серий КР140, К155, К161, КР544, К555, К561.
В комплект УЦИ входит:
Технические характеристики приборов индикации Ф5071 (Ф-5071, Ф 5071)
Блок цифровой индикации Ф5071 предназначен для цифровой индикации перемещений подвижности узлов металлорежущих станков класса точности «Н».
Блок предназначен Ф5071 для совместной работы с датчиком перемещений на базе бесконтактного сельсина БС-155А и блоком питания типа Ф5075 в стационарных условиях механических цехов машиностроительных предприятий.
Сельсин БС-155А
Производитель: Завод Фиолент г. Симферополь, ТУ: ЛШ0.301.005ТУ
БС-155А сельсин-приемник бесконтактный, работает в индикаторном режиме по принципу вращающегося трансформатора. Применяется для получения на выходных обмотках напряжения, амплитуда и фаза которого определяются угловым положением ротора.
Сельсины БС-155А применяются в качестве измерителей рассогласования следящих систем. При помощи сельсинов данного типа могут быть построены системы дистанционных передач индикаторного (ИДП) и трансформаторного (ТДП ) типов, вследствие чего различают индикаторный и трансформаторный режимы работы сельсинов.

Технические характеристики сельсина БС-155А
Устройство цифровой индикации Ф5090
Основные технические данные и характеристики
Блок индикации обеспечивает:
Устройство цифровой индикации Ф5147

Устройство цифровой индикации Ф5147

Устройство цифровой индикации Ф5147
Устройство цифровой индикации Ф5147 предназначено для визуального отсчета в цифровой форме перемещений подвижных узлов металлорежущих станков и координатно-измерительных машин в составе комплексной системы цифровой индикации перемещений, а также для формирования команды управления приводами этих станков и машин в режиме глубокого позиционирования..
В УЦИ предусмотрена возможность совместной работы с измерительными преобразователями на базе индуктивного датчика ДЛП (модификации Ф5147/1, A5147/2) или бесконтактного сельсина БС-155А (модификации Ф5147/3, A5147/4).
В состав УЦИ в различных сочетаниях входят:
Технические данные и характеристики УЦИ Ф5147
Устройство цифровой индикации Ф5290

Устройство цифровой индикации Ф5290
По основному функциональному назначению УЦИ соответствует типу I по ГОСТ 27537.
УЦИ Ф5290 обеспечивает:
УЦИ является более совершенным аналогом блока Ф5071.
УЦИ Ф5290, так же как и Ф5071 предназначен для совместной работы с датчиком перемещений на базе бесконтактного сельсина БС-155А, но имеет встроенный блок питанияи и собран на базе микропроцессора.
УЦИ Ф5290 имеет дополнительные функции, которые могут облегчить работу с прибором и повысить производительность работы на станке.
УЦИ Ф5290 обеспечивает:
Дискретность цифрового отсчета соответствует значению, определяемому по формуле:
Устройство цифровой индикации Ф5291

Устройство цифровой индикации Ф5291
УЦИ Ф5291 обеспечивает:
Устройство цифровой индикации типа К524
УЦИ типа К524 предназначено для определения геометрических размеров деталей в процессе их обработки на станках фрезерной группы, а также для выдачи программируемых рекомендаций оператору в ручном режиме управления станком или формирования команд управления исполнительными механизмами станка в автоматическом режиме работы.

Устройство цифровой индикации К524
УЦИ К524 обеспечивает:
Параметры УЦИ К524
Устройство цифровой индикации К525

Устройство цифровой индикации К525
Устройство цифровой индикации типа К525 (УЦИ) предназначено для определения геометрических размеров деталей в процессе их обработки на станках токарной группы, а также для выдачи программируемых рекомендаций оператору в ручном режиме управления станком или формирования команд управления исполнительными механизмами станка в автоматическом режиме работы.
УЦИ К525 обеспечивает:
Параметры УЦИ К525
Устройство цифровой индикации К5246

Устройство цифровой индикации К5246
Устройство цифровой индикации типа К5246 (УЦИ) предназначено для определения геометрических размеров деталей в процессе их обработки на металлорежущих станках или при контроле на координатно-измерительных машинах в ручном или полуавтоматическом режимах управления исполнительными механизмами этих станков и машин.
УЦИ К5246 обеспечивает:
Параметры УЦИ К5246
Устройство цифровой индикации ЦИ5000, ЦИ5001

Устройство цифровой индикации ЦИ5000
Устройства цифровой индикации ЦИ5000, ЦИ5001 предназначены для обработки электрических сигналов с первичных измерительных преобразователей перемещений на базе бесконтактного сельсина БС-155А и используются в качестве специализированных вспомагательных комплектующих изделий в системах автоматического или полуавтоматического контроля перемещений, позиционного регулирования и управления электроприводом.
Основные технические данные и характеристики
Современные устройства цифровой индикации
Специальное Конструкторское Бюро Измерительных Систем с опытным производством (СКБ ИС) г. Санкт-Петербург создано в 1988 году с целью производства отечественных преобразователей (датчиков, энкодеров) угловых и линейных перемещений.
В настоящее время СКБ ИС единственное в России, крупнейшее в странах СНГ и Восточной Европы и одно из немногих в мире предприятие по разработке и производству продукции, качество и преимущества которой за эти годы по достоинству оценили более 20 тысяч предприятий в России и за рубежом.
В СКБ ИС разработано, защищено патентами и выпускается более 300 различных наименований современных преобразователей перемещений, устройств цифровой индикации, муфт, плат сопряжения и пр. Почти 600 тысяч наших изделий нашли своих потребителей. Более 30% продукции поставляется на экспорт, в том числе в Западную Европу, США, Канаду, Мексику и Китай.
Изделия под товарным знаком «ЛИР» успешно заменяют аналогичную продукцию ведущих мировых фирм из Германии, Испании, Италии, Японии. Они унифицированы по габаритно-присоединительным размерам, выходным сигналам и параметрам питания. Качество выпускаемой продукции подтверждено международными и российскими сертификатами.
Продукция компании СКБ ИС
Устройство цифровой индикации ЛИР-511
Производилель: СКБ ИС г. Санкт-Петербург.
ЛИР-511 Одноосевое полноразмерное устройство цифровой индикации для работы с угловыми и линейными инкрементными преобразователями перемещения (инкрементными энкодерами), имеющими напряжение питания +5 В и выходные сигналы RS422 ПИ TTL.
В сравнении с ЛИР-510, имеет функциональную цифровую клавиатуру для преднабора, режим измерения радиус/диаметр, возможность компенсации люфта и систематической погрешности.

Устройство цифровой индикации ЛИР-511
На передней панели УЦИ ЛИР-511 расположено высококонтрастное индикационное светодиодное табло зеленого свечения с высотой цифр 13 мм (7 десятичных разрядов и знак), кнопки задания режимов измерения и цифровая клавиатура.
Дискретность входного сигнала энкодера, знак, формат индицирования и степень огрубления настраиваются для каждой оси с помощью кнопки «ПАРАМ», расположенной на задней панели прибора.
УЦИ предполагает возможность работы в трех системах отсчета. Относительная система отсчета позволяет производить измерения от произвольно выбранной начальной позиции, которая определяется нажатием кнопки обнуления на передней панели в любом месте контролируемого перемещения и может определять систему координат измеряемой (обрабатываемой) детали. Абсолютная система отсчета определяет систему координат станка или измерительной системы и связана с положением референтной метки энкодера. Для переключения между относительной и абсолютной системами отсчета предусмотрена кнопка на передней панели. Также существует и оперативная система отсчета, которая дает возможность производить промежуточные измерения без потери результата в абсолютной и относительной системе, для переключения на которую имеется кнопка на передней панели УЦИ.
На задней панели ЛИР-511 расположены разъем вилка РС10ТВ для подключения энкодера, вход для подключения питающей сети (сетевой кабель длиной 1,8 метра с евровилкой входит в комплект поставки), клавишный выключатель, клемма заземления, держатель предохранителя 2А. При заказе дополнительных опций «порт RS232» и «приемник внешнего сигнала» устанавливаются разъемы D-sub вилка DB9 и вилка РС7ТВ.



