8.7.2. Удельное давление прессования
Давления пресса на пресс-материал в процессе прессования используется для уплотнения материала, для заполнения им полости пресс-формы, для проведения химических реакций отверждения материала, для предотвращения раскрытия пресс-формы под действием образующихся в пресс-материале паров и газов. От величины давления зависит качество изделий.
Кроме площади прессования надо знать для оценки величины удельного давления и величину эффективного давления пресса, величина которого равна удельному давлению гидравлической жидкости, умноженной на площадь сечения плунжера пресса. Эффективное усилие пресса зависит от состояния самого пресса, т.е. от степени износа, от качества уплотнений. Эффективное усилие может быть равно номинальному или меньше его на 10-15 %. Удельное давление прессования определяется из соотношения:

Для многогнездных пресс-форм с общей загрузочной камерой n=1.
Удельное давление зависит от конструкции пресс-формы, марки материала, размеров и конфигурации изделия. На величину необходимого удельного давления влияет текучесть перерабатываемой партии материала. Чем больше текучесть, тем легче материал заполняет формующую полость пресс-формы, и тем меньше удельное давление необходимо для прессования. Поэтому применение предварительно нагретого пресс-материала позволяет на 10-15 % снизить давление прессования, т.к. подогретый материал лучше течет.
Как известно, материал с волокнистым наполнителем имеет меньшую текучесть, чем материал с порошкообразным наполнителем, а следовательно, при изготовлении одних и тех же изделий при переходе от пресс-материала с порошкообразным наполнителем на материал с волокнистым надо учитывать удельное давление.
Наибольшее влияние на изменение величины удельного давления оказывает высота изделия: чем она больше, тем больше удельное давление должно быть. Увеличение высоты изделия с вертикальными стенками требует большего повышения давления, чем изделия со стенками обтекаемой формы.
При изготовлении одного и того же изделия в пресс-форме с перетеканием удельное давление может быть ниже, чем при прессовании его в закрытой пресс-форме поршневого типа. В многогнездной форме удельное давление обычно бывает выше, в одногнездной форме из-за неравномерного распределения зазоров между пуансоном и матрицей в различных гнездах формы. Повышение давления выше необходимого заметно не изменяет свойств изделий, но повышаются энергозатраты и это давление является излишним.
СКОРОСТЬ И УСИЛИЕ ПРЕССОВАНИЯ
Характером течения металла при любом способе обработки давлением называется последовательность перемещения отдельных участков обрабатываемой заготовки по её сечению и длине.
Прессование отличается от других методов обработки давлением резким различием характера течения металла в начале и в конце процесса.
Для изучения характера течения металла часто применяется метод координатных сеток. Этот метод заключается в том, что сначала заготовку разрезают вдоль оси (по диаметру), а затем на плоскости разреза одной из половинок заготовки наносят координатную сетку в виде рисок, глубина которых зависит от размера заготовки. Заготовку складывают, предварительно смазав разрезы смесью жидкого стекла с графитом, скрепляют проволокой, нагревают, затем проволоку удаляют и подвергают прессованию. После прессования половинки легко отделяются друг от друга и по искажению координатной сетки судят о характере интенсивности деформации. Иногда координатная сетка наносится и на торцы заготовки.
Размер области заготовки, в которой происходит наиболее интенсивная деформация (очаг деформации), не всегда одинаков; иногда он сосредоточен только около матрицы, иногда распространяется дальше, а иногда и на всю заготовку, находящуюся в контейнере.
При прессовании обычно имеет место неравномерное течение металла, заключающееся в более интенсивном вытекании средних слоев заготовки по сравнению с наружными, что приводит к образованию в задней части прессованного изделия неплотности, называемой прессутяжкой. На характер течения металла, а, следовательно, и на прессутяжку влияют: контактное трение, температура металла и контейнера, состояние поверхности контейнера и матрицы, длина заготовки, профиль матрицы, смазка, скорость и степень деформации. При длине заготовки больше её диаметра характер течения металла и вид очага деформации полностью зависят от контактного трения, перепада температуры и смазки. Следовательно, изменяя тепловой режим прессования и условия трения металла о стенки контейнера и матрицы, можно изменять характер его течения, а также влиять на равномерность механических свойств изделия.
Очаг деформации может быть трех видов, которые изображены на рис. 29. Первый видочага, сосредоточенного вблизи матрицы, соответствует малому коэффициенту трения (0,1–0,2), высокому качеству поверхности стенок контейнера, хорошей смазке и отсутствию перепада температуры между стенкой контейнера и поверхностью заготовки. При таком очаге обеспечивается наибольшая равномерность течения металла, а, следовательно, более равномерные механические свойства по сечению изделия и меньший
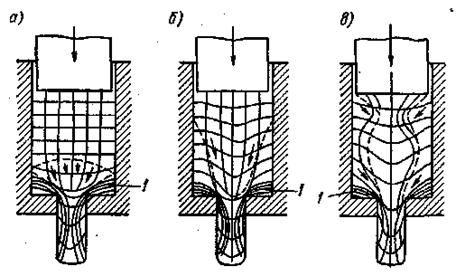
Рис. 29. Виды очага деформации при прессовании и характер течения металла:
а – очаг вблизи матрицы; б – очаг на всю высоту заготовки; в – очаг с наибольшей неравномерностью деформации
отход в виде прессутяжки. Второй вид очагараспространяется на всю высоту заготовки, и течение внутренних слоев ее происходит быстрее наружных. Такой очаг деформации образуется при средних коэффициентах трения (0,2–0,4) и наличии некоторой разницы в температурах поверхности заготовки и стенок контейнера. Третий вид очагасоответствует высоким значениям коэффициента трения (0,4–0,5) и значительной разнице в температурах поверхности заготовки и стенок контейнера. При таком виде очага деформации неравномерность течения металла будет наибольшей, причем в области заготовки, примыкающей к пуансону, наблюдается наименьшая деформация.
Обратному прессованию обычно соответствует первый вид очага, так как при этом способе заготовка не перемещается в контейнере, что соответствует меньшему трению. Следовательно, с точки зрения качества изделия становятся очевидными преимущества обратного метода прессования перед прямым. Необходимо обратить внимание на то, что если в матрице или контейнере нет конической области (воронки), то в углах имеются зоны застоя металла, который совершенно не деформируется. Для исключения этого явления обычно применяются матрицы, имеющие заходную часть в виде воронки с центральным углом 110–130 0 (11/18÷13/18 π, рад).
Скорость течения металла при прессовании может достигать весьма больших значений. Например, при прессовании алюминиевой проволоки диаметром 6–8 ммиз слитка диаметром 300 ммпри коэффициенте вытяжки η = 2500 скорость течения составляет 25 м/с.Однако в зависимости от температуры металла скорость течения может быть различной и при понижении температуры должна снижаться во избежание растрескивания изделия при выходе его из матрицы.
При прессовании медных труб допускаемая скорость течения при температуре слитка 800–850 °С составляет 5 м/с,а при температуре 550 °С – около 2 м/с. Металлы и сплавы, обладающие малой скоростью рекристаллизации, должны деформироваться с малой скоростью течения.
Усилие прессования определяется:
где Р – усилие прессования, кг (Н);
р – удельное давление течения металла, кг/мм 2 (МН/м 2 );
F0 – площадь поперечного сечения контейнера, мм 2 .
Для случая прессования прутков из цилиндрического контейнера через матрицу, имеющую коническую заходную часть и цилиндрическую выходную часть, удельное давление может быть вычислено по аналитической формуле, полученной Унксовым Е. П.,
 (56)
(56)
где σT – предел текучести материала при данной температуре, определенный при линейном растяжении, кг/мм 2 (МН/м 2 );
α – центральный угол конуса матрицы, ° (рад);
F0, F1– поперечное сечение заготовки и выходного отверстия матрицы;
a –длина выходного цилиндрического участка матрицы;
Расчёт размеров заготовки и выбор контейнера производят исходя из допустимых коэффициентов вытяжки. Диаметр исходной заготовки равен:
 . (57)
. (57)
Диаметр контейнера принимается на 5–10 ммбольше диаметра заготовки при прессовании на горизонтальных прессах и на 1–2 ммбольше при прессовании на вертикальных. Длина заготовки определяется исходя из допустимой степени деформации, диаметра контейнера и длины хода плунжера пресса. Например, для получения прутков диаметром от 150 до 250 мм,а также труб с внутренним диаметром от 150 до 300 мми толщиной стенки от 25 до 50 мм, на прессе с усилием 5000 т(50 МН) в контейнере с максимальным диаметром 500 мммогут деформироваться слитки из цветных металлов и сплавов диаметром 490 мм, длиной 800 мм.

Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Усилие прессования металла
Давление, необходимое для выдавливания металла из контейнера через очко матрицы, называется усилием прессования и измеряется оно в тонна-силах T и килограмм-силах кГ.
Усилие прессования зависит от следующих факторов: свойств металла, размеров слитка, степени деформации, температуры слитка и инструмента, скорости деформирования, формы матрицы, состояния поверхности инструмента, смазки и метода прессования. Рассмотрим влияние этих факторов.
Свойства металлов. Выше говорилось, что одни металлы и сплавы требуют незначительных усилий прессования, другие же, наоборот, прессуются с трудом. К числу первых относятся магний, алюминий и сплавы ЛС59-1, Л63 и др. Примером труднопрессуемых сплавов являются латуни Л68, ЛО70-1, Л80, дуралюмины и др.
Влияние степени нагрева слитков на усилие прессования ясно из того, что при более высоких температурах предел прочности металлов снижается, следовательно, требуется и меньшее усилие для деформации.
Прессовщикам-аппаратчикам хорошо известно, что недостаточно нагретые слитки прессуются с трудом и манометр показывает резкое возрастание давления. В таких случаях часто весь слиток или значительная его часть остается непропрессованным. Перегретые слитки прессуются легко и манометр показывает небольшое давление.
Холодный или недостаточно нагретый инструмент охлаждает слиток, вследствие чего возрастают его прочность и усилие прессования. Вредное влияние холодного инструмента особенно сильно сказывается при прессовании медленно прессуемых сплавов — дуралюминов, фосфористой бронзы, титана.
Степень деформации. Усилие прессования находится в прямой зависимости от вытяжки или степени обжатия. Чем больше вытяжка, тем больше требуется усилие прессования. Например, при прессовании на 2500-Т прессе из контейнера диам. 205 мм медных труб размером 76х3,0 мм с вытяжкой 42,8 давление пресс-шайбы на слиток составило 43 кГ/мм2, при прессовании же труб размером 58х4,0 мм с вытяжкой 46,3 оно увеличилось до 50,5 кГ/мм2. В другом случае при прессовании на 600-Г прессе из контейнера диаметром 85 мм труб из магниевого сплава МА2 размером 28×1,5 мм (К=38) давление не превышало 78 кГ/мм2, при прессовании же труб размером 28х1,0 мм (К=50) давление возросло до 84 кГ/мм2. Такая же зависимость наблюдается и при прессовании других металлов.
Длина слитка. При прямом прессовании слиток перемещается в контейнере с большим трением о его стенки. На преодоление трения затрачивается определенное усилие, зависящее от длины слитка. Чем длиннее слиток, тем большее усилие, требуется в начале прессования. По мере выпрессовывания металла, т. е. уменьшения длины слитка, силы трения снижаются и снижается усилие прессования. К концу процесса, когда металл успевает уже заметно остыть и от слитка остается незначительная его часть, течение металла от стенок контейнера к отверстию в матрице затрудняется и усилие поэтому возрастает.
На рис. 51 представлен характер изменения усилия прессования с уменьшением длины слитка В начальный момент, когда металл не начал выпрессовываться, давление резко возрастает. После того как металл начал течь, давление снижается; лишь к концу прессования давление вновь возрастает.

При обратном прессовании слиток в контейнере не перемещается, поэтому длина слитка на усилие никак не влияет. Только прессование длинных слитков в холодном контейнере может вызвать возрастание усилия в конце прессования за счет захолаживания металла.
Скорость прессования существенно не влияет на усилие прессования. Примером тому может служить опыт прессования труб из медных сплавов, когда с увеличением скорости в 3,5 раза усилие прессования возросло только на 10—15%.
О влиянии пониженной скорости на процесс прессования при температуре контейнера, более низкой, чем температура слитка, говорилось выше.
Форма матриц. По профилю очка матрицы делят на конические а и плоские б (рис. 52). Опыт и практика показывают, что при работе с плоскими матрицами требуется большее давление прессования, чем при работе с коническими матрицами. Конические матрицы с углом а, равным 40—55°, наиболее выгодны; требуется меньшее усилие прессования, чем при матрицах с другими углами а. Ho такие матрицы не обеспечивают необходимого качества изделий. Окалина, образующаяся на слитках при нагреве, выпрессовывается вместе с металлом и покрывает поверхность изделия. С увеличением угла а до 60—65° это явление устраняется, так как окалина задерживается в мертвых углах между матрицей и контейнером.

На усилие прессования влияет длина рабочего пояска b матрицы (см. рис. 52); чем он меньше, тем меньшее требуется усилие прессования. Длина рабочего пояска, как это будет показано дальше, определяется свойствами металла и размерами изделия.
При прямом прессовании металл под большим давлением движется по стенке контейнера. Сильно сработанная поверхность контейнера препятствует движению металла, тем самым вызывая необходимость приложения дополнительного усилия. При хорошо отшлифованной поверхности контейнера требуемое усилие прессования значительно снижается.
Применение смазки, снижая требующееся усилие прессования, позволяет прессовать металл при более низкой температуре и с повышенными скоростями.
При обратном прессовании состояние поверхности контейнера не влияет на величину необходимого усилия.
Состояние поверхности слитков заметно сказывается на усилии прессования при работе с металлами и сплавами, которые сильно окисляются при нагревании. Например, при нагревании шашек из сплавов Л96 и мельхиора в атмосфере генераторного газа вследствие отсутствия на поверхности шашек толстого слоя окалины усилие прессования уменьшается на 20—30%.
Метод прессования. При обратном прессовании металла, поскольку трение между контактными поверхностями контейнера и слитка отсутствует, требуется меньшее усилие прессования, чем при прямом прессовании.
Для определения требующегося усилия прессования имеется несколько сравнительно сложных формул, опубликованных в специальной литературе. Фактическое же усилие, наблюдаемое при прессовании, можно определить по положению стрелки манометра, показывающей давление воды в главном цилиндре пресса. В то время как пресс бездействует, стрелка находится на нуле. В момент прессования она поднимается и держится в пределах давлений, обеспечивающих течение металла через матрицу.
Для подсчета усилия прессования необходимо номинальное усилие пресса разделить на наибольшее давление воды, на которое рассчитана установка, и полученный результат умножить на показание манометра в момент прессования:


где р — удельное давление, кГ/мм2;
P — усилие прессования, кГ;
F — площадь торцовой поверхности пресс-шайбы, мм2.
Наибольшие удельные давления, которые могут развивать прессы, зависят от их номинального усилия и от размеров контейнеров (табл. 13). При выборе размеров слитков необходимо учитывать наряду с обжатиями возможные удельные давления.
В случае обработки труднопрессуемых сплавов выбирают контейнеры меньшего диаметра, если только позволяют размеры готового изделия и обжатие получается достаточным, т. е. не меньше 85—90%. При обработке легкопрессуемых сплавов применяют более крупные контейнеры.
Возможность работать с большими удельными давлениями в ряде случаев позволяет прессовать слитки при более низких температурах, что благоприятно сказывается на качестве изделий.
Для нормальной работы прессового инструмента диаметр слитков берут таким, чтобы удельное давление не превышало 120 кГ/мм2. При более высоких давлениях расход инструмента значительно возрастает.

В заключение необходимо указать на некоторые противоречия, которые возникают между отдельными элементами технологии прессования. Действительно, чтобы уменьшить сопротивление деформации и снизить давление прессования, целесообразно было бы прессовать при более высоких температурах. Однако это влечет за собой увеличение брака по запрессовке окалины, вредно сказывается на стойкости инструмента и снижает скорость прессования. Низкая температура прессования позволяет получать изделия внешне хорошего качества, механические свойства которых иногда неоднородны по длине изделия. При низкой температуре возрастает давление на инструмент, поэтому он быстрее выходит из строя. Применение смазки снижает давление прессования, но иногда ее присутствие вызывает брак по пузырям, пленам и т. д.
Чтобы работать без брака, производительно и при минимальном расходе инструмента, бригада прессовщиков (а особенно аппаратчик) должна ясно представлять влияние условий прессования на конечные результаты работы и уметь правильно эти условия сочетать, не нарушая технологических инструкций.
УСИЛИЕ ПРЕССОВАНИЯ
Смотреть что такое «УСИЛИЕ ПРЕССОВАНИЯ» в других словарях:
усилие прессования — [extrusion force, compaction force] сила, необходимая для выдавливания металла через матрицу или для уплотнения порошковой прессовки. Смотри также: Усилие осевое усилие усилие волочения … Энциклопедический словарь по металлургии
УСИЛИЕ ПРЕССОВАНИЯ МЕТАЛЛА — (в под давлением) усилие на прессующем поршне; передается металлу во время заполнения им литниковой системы и полости пресс формы. Технологически необходимое усилие прессования металла в период подпрессовки, называется усилием под прессовки… … Металлургический словарь
усилие волочения — [drawing force] Смотри Сила волочения; Смотри также: Усилие усилие прессования осевое усилие … Энциклопедический словарь по металлургии
Усилие — [force]: Смотри также: усилие прессования осевое усилие усилие волочения … Энциклопедический словарь по металлургии
УСИЛИЕ ПОДПРЕССОВКИ МЕТАЛЛА — смотри Усилие прессования металла … Металлургический словарь
УСИЛИЕ ЗАПИРАНИЯ ПРЕСС-ФОРМ — под давлением) усилие запирающего механизма, обеспечивающее плотное смыкание половин пресс формы во время прессования металла. Усилие запирания пресс форм определяют по формуле ΣF(Pф ΔPгу) mx/3τ2, где F сумма площадей проекции… … Металлургический словарь
осевое усилие — [axial force] сила, действующая в процессе деформирования на изделие или технологический инструмент в направлении вдоль оси деформации. Смотри также: Усилие усилие прессования … Энциклопедический словарь по металлургии
давление прессования — Усилие, с которым сжимается стружечный пакет (ковер), приходящееся на единицу площади. [ГОСТ 18110 72] Тематики плиты древесноволокн. и древесностружеч … Справочник технического переводчика
Давление прессования — – усилие, с которым сжимается стружечный пакет (ковер), приходящееся на единицу площади. [ГОСТ 18110 72] Рубрика термина: ДСП Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Торфяной пресс — машина для прессования измельченного и высушенного торфа (в том числе сушёнки) в торфяные брикеты. Применяется для брикетирования торфа с плотностью 200 400 кг/м3 в целях получения высококачественного коммунально бытового топлива брикетов … Большая советская энциклопедия
усилие прессования
Смотреть что такое «усилие прессования» в других словарях:
УСИЛИЕ ПРЕССОВАНИЯ — [extrusion force, compaction force] сила, необходимая для выдавливания металла через матрицу или для уплотнения порошковой прессовки … Металлургический словарь
УСИЛИЕ ПРЕССОВАНИЯ МЕТАЛЛА — (в под давлением) усилие на прессующем поршне; передается металлу во время заполнения им литниковой системы и полости пресс формы. Технологически необходимое усилие прессования металла в период подпрессовки, называется усилием под прессовки… … Металлургический словарь
усилие волочения — [drawing force] Смотри Сила волочения; Смотри также: Усилие усилие прессования осевое усилие … Энциклопедический словарь по металлургии
Усилие — [force]: Смотри также: усилие прессования осевое усилие усилие волочения … Энциклопедический словарь по металлургии
УСИЛИЕ ПОДПРЕССОВКИ МЕТАЛЛА — смотри Усилие прессования металла … Металлургический словарь
УСИЛИЕ ЗАПИРАНИЯ ПРЕСС-ФОРМ — под давлением) усилие запирающего механизма, обеспечивающее плотное смыкание половин пресс формы во время прессования металла. Усилие запирания пресс форм определяют по формуле ΣF(Pф ΔPгу) mx/3τ2, где F сумма площадей проекции… … Металлургический словарь
осевое усилие — [axial force] сила, действующая в процессе деформирования на изделие или технологический инструмент в направлении вдоль оси деформации. Смотри также: Усилие усилие прессования … Энциклопедический словарь по металлургии
давление прессования — Усилие, с которым сжимается стружечный пакет (ковер), приходящееся на единицу площади. [ГОСТ 18110 72] Тематики плиты древесноволокн. и древесностружеч … Справочник технического переводчика
Давление прессования — – усилие, с которым сжимается стружечный пакет (ковер), приходящееся на единицу площади. [ГОСТ 18110 72] Рубрика термина: ДСП Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Торфяной пресс — машина для прессования измельченного и высушенного торфа (в том числе сушёнки) в торфяные брикеты. Применяется для брикетирования торфа с плотностью 200 400 кг/м3 в целях получения высококачественного коммунально бытового топлива брикетов … Большая советская энциклопедия



