технологический процесс дефектации распредвал двигателя д 240
Капитальный ремонт двигателя Д-240 трактора МТЗ-82. Полная сборка и разборка
| Обозначение размерной группы | Величина размера, мм |
| Н1 | 68,16-68,17 |
| Н2 | 67,91-67,92 |
| Д1 | 67,66-67,67 |
| Р1 | 67,41-67,42 |
| Д2 | 67,16-67,17 |
| Р2 | 66,91-66,92 |
| Д3 | 66,66-66,67 |
| Р3 | 66,41-66,42 |
Ремонт головки блока цилиндров
Основными дефектами головки блока цилиндров (ГБЦ) являются: износ внутренних поверхностей направляющих втулок, седел и рабочих фасок клапанов; коробление плоскости разъема; прогар посадочных мест под уплотнения стаканов или форсунок; трещины в перемычках клапанных гнезд.
Во время проведения технической экспертизы руководствуются основными значениями и регулировочными данными деталей гбц д-240 и газораспределительного механизма.
Основные регулировочные данные и показатели газораспределительного механизма и головки блока цилиндров двигателя МТЗ-82
| Выступание стержня клапана, мм: | |
| номинальное | 56 |
| допустимое | 57,2 |
| Перемещение клапана, мм: | |
| номинальное | 10,2 |
| допустимое | 9,0 |
| Отклонение от плоскостности поверхности головоки, мм, не более | 0,15 |
| Утопание тарелки клапана, мм | |
| номинальное | 10,2 |
| допустимое | 9,0 |
| Допустимый внутренний диаметр втулки клапана, мм | 11,10 |
| Допустимая сила сжатия (упругость) наружных клапанных пружин до рабочей длины | 148 |
| Рабочая длина наружной пружины, мм | 54,0 |
| Допустимая сила сжатия (упругость) внутренних клапанных пружин до рабочей длины, Н | 74 |
| Рабочая длина внутренней пружины, мм | 48,5 |
| Допустимый диаметр стержня клапана, мм | 10,85 |
| Внутренний диаметр втулки коромысел, мм | 19,02-19,05 |
| Диаметр оси коромысел, мм | 18,98-19,00 |
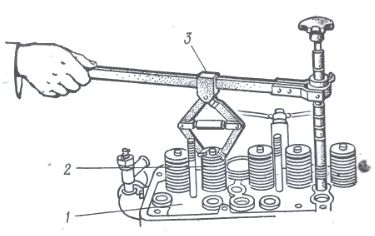
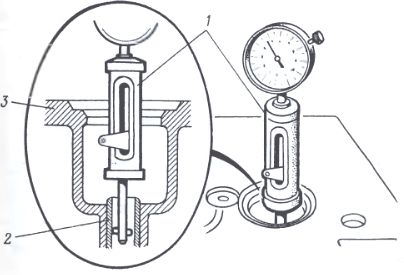
Утопание тарелок клапанов в гнездах головки можно определить без ее демонтажа с блока цилиндров путем замера выступания стержней всасывающих клапанов относительно поверхности головки. Для этого необходимо по очереди выставить поршни в верхнюю мертвую точку такта сжатия и замерить расстояние от торца стержня клапана до головки. Если клапан выступает на не допустимую величину, то это говорит о том, что изношены тарелки клапанов и их седла.
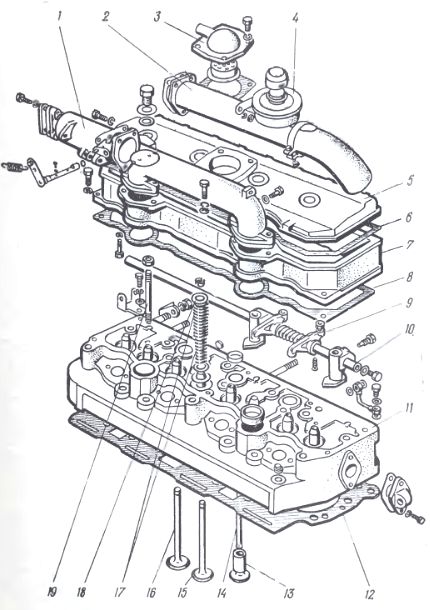
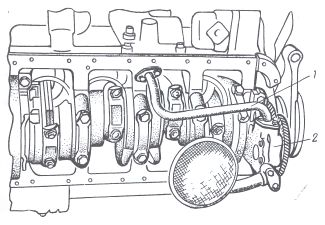
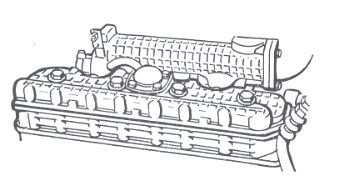
Расположение деталей головки цилиндров: 1 — патрубок; 2 — труба; 3 — корпус сапуна; 4 — бачок; 5 — колпак; 6, 8 — прокладки; 7 — крышка головки; 9 — коромысло; 10 — ось; 11 — головка цилиндров; 12 — прокладка головки; 13 — толкатель; 14 — штанга; 15 — клапан выпускной; 16 — клапан впускной; 17 — пружины клапана; 18 — тарелка клапана; 19 — шпилька.
Также можно установить степень выработки кулачков распредвала. Для этого прокрутите коленвал двигателя до полного открытия клапана (при установленном для холодного двигателя тепловом зазоре) и замерьте расстояние от торца стержня клапана до головки. Определить перемещение каждого клапана можно по разности расстояния, замеренных при полностью открытых и закрытых клапанах. В случае, если перемещение клапана ниже необходимого значения, то следует заменить распределительный вал.
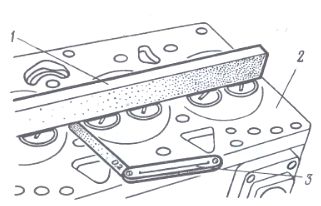
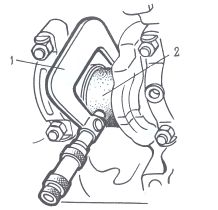
Измерение отклонения от плоскостности поверхности ГБЦ: 1 — поверочная линейка; 2 — головка цилиндров; 3 — щуп.
По окончанию всех замеров, снимите головку с двигателя и продолжите дальнейший осмотр. Замерьте отклонение от плоскостности поверхности головки. При превышении отклонения от плоскостности необходимо заменить головку; если отклонение в диапазоне допустимой нормы, то проверьте состояние седел клапанов по утопанию тарелки нового клапана. Если тарелка клапана утопает на недопустимые значения — головку заменяют; если все в норме, то разберите и отремонтируйте головку.
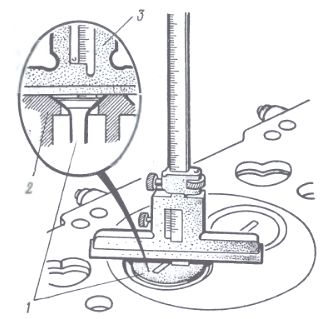
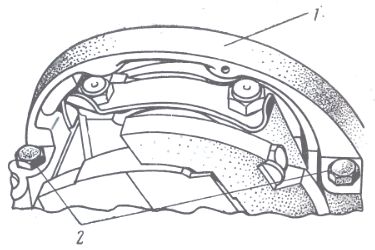
Определение утопания тарелки: 1 — клапан; 2 — головка цилиндров; 3 — штанген-глубиномер.
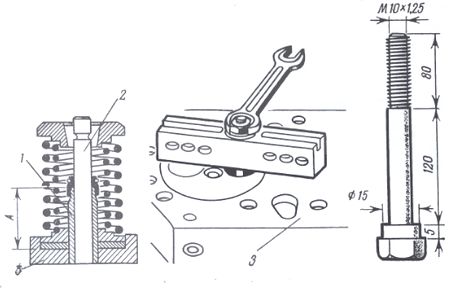
Снятие сухарей клапанов и клапанных пружин: 1 — головка цилиндров; 2 — клапанная пружина; 3 — приспособление ОР-9913.
Клапанные пружины и сухари клапанов снимают при помощи специального приспособления ОР-9913. При наличии трещин на седле клапана — замените головку. Демонтированные клапана помечают, а после замеряют диаметр окружности стержня и проверяют изгиб стержня и биение тарелки клапанов.
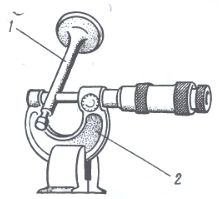
Измерение диаметра стержня клапана: 1 — клапан; 2 — микрометр.
Измерение изгиба стержня и биения фаски тарелки клапана
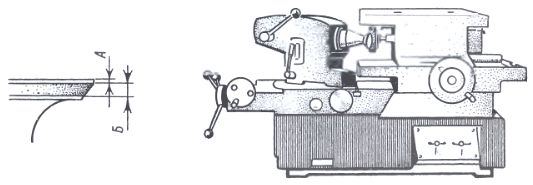
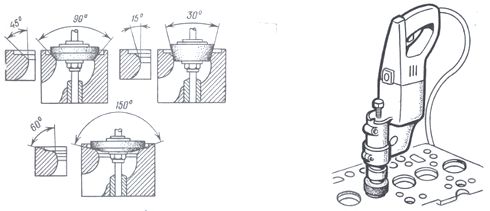
Изгиб стержня относительно оси клапана и биение фаски не должны быть больше 0,03 мм. При присутствии следов прогаров, износа, раковин на фасках клапанов — рабочую поверхность фасок шлифуют на станках Р-108 или ОР-6686. Фаска впускного клапана шлифуется под углом 60 градусов, а выпускного — 45º. После обнаружения следов выработки, ширина цилиндрической части тарелки клапана А, а ширина притертой матовой полоски на фаске клапана Б — должна быть не более 2 мм.
Шлифование рабочей поверхности фаски клапана
Измерение диаметра отверстия втулки клапана: 1 — индикаторный нутромер; 2 — направляющая втулка; 3 — головка цилиндров.

Выпрессовка направляющей втулки
Запрессовка направляющей втулки клапана: 1 — направляющая втулка; 2 — клапан; 3 — головка цилиндров.
Обработка седла клапана в гбц
Направляющая втулка клапана заменяется при выработке поверхности отверстия под стержень клапана до недопустимого значения диаметра или при ослаблении посадки втулки в головке. Перед заменой, направляющую втулку необходимо выпрессовывать. Новая втулка подбирается с наибольшим допуском по наружному диаметру и смазывается эпоксидным клеем без наполнителя, а затем запрессовывают ее в головку при помощи специального болта.
Как только направляющие втулки будут установлены, необходимо обработать седло клапана шлифовальным приспособлением ОПР-1334А. При наличии на рабочей фаске седла прожогов, рисок и раковин, следует отшлифовать первоначальную фаску до выведения дефектов и проверить седло на утопание тарелки нового клапана. Верхнюю кромку рабочей фаски седла в головке цилиндров обрабатывают шлифовальным кругом с углом конуса 60 градусов, а нижнюю — 150º. Ширина рабочей фаски седла для выпускных клапанов должна составлять 1,5-2,0 мм, а для впускных — 2,0-2,5 мм.
После обработки седла и тарелки клапана необходимо притереть. Во время ремонта 1-2 клапанов притирку проводят пневматическим устройством 2213, применяя пасту из смеси микропорошка М20 с моторным или промышленным маслом.
Во время притирки клапан время от времени приподнимают и вращают. Периодически осматривают состояние притирающихся фасок клапана и седла. Верхняя кромка матовой полоски рабочей фаски должна размещаться на расстоянии не менее 0,5 мм от цилиндрической части тарелки клапана. При нахождении матовой полоски существенно выше или ниже данного расстояния, то седло вновь обрабатывают шлифовальными кругами и производят притирку.
До сборки клапанов следует проверить силу сжатия и длину клапанных пружин на устройстве МИП-100. В случае недопустимых параметров пружин их необходимо заменить. Иногда для компенсации силы сжатия и длины пружин под них подкладываются шайбы, толщину которых можно рассчитать по формуле:
— для выпускного клапана A=B-1,8 мм, где B — утопание клапана, измеренное после ремонта седла;
— для впускного — A=B-1,3 мм.
Собирая клапана удостоверьтесь в том, что выступание сухарей над плоскостью тарелки пружины составляет не более 0,5 мм, утопание не превышает 1,3 мм. Для того, чтобы проверить клапана на герметичность, выпускные и впускные каналы гбц необходимо наполнить керосином, который не должен протекать в течении полутора минут.
Перед тем, как устанавливать оси коромысел — проверьте их техническое состояние. При обнаружении на бойках коромысел углублений превышающих 0,3 мм следует отшлифовать поверхность бойка до исправления дефектов. Допускается отклонение от параллельности рабочей поверхности бойка коромысла не более 0,05 мм. В случае надобности проверьте диаметр отверстий втулок коромысел. Зазор между осью коромысел и втулкой должен составлять не более 0,15 мм.
Разработка технологического процесса дефектации распределительного вала ЗМЗ-402
Технологический процесс дефектации
Распределительный вал, поступающий в ремонт, может иметь погнутость, износ опорных шеек и износ кулачков по профилю. Реже встречаются отколы по торцам вершин кулачков и износ эксцентрика привода топливного насоса.
Погнутость вала устраняют правкой на прессе. При правке вал устанавливают крайними опорными шейками на призмы. Правке подвергают валы, у которых биение опорных шеек превышает 0,03 мм. Погнутость вала проверяют в центрах при помощи индикатора. Перед проверкой необходимо восстановить фаски центровых отверстий.

Опорные шейки вала ремонтируют шлифованием до ремонтных размеров. Перед шлифованием опорных шеек вал обязательно проверяют на погнутость и при необходимости подвергают правке. Номинальный и ремонтные размеры (в мм) шеек распределительного вала приведены в табл. 2.10.
Для сохранения первоначальных условий смазки на крайних опорных шейках распределительного вала ремонтных размеров необходимо углубить четыре масляных канавки. Опорные шейки, размер которых меньше ремонтных размеров, наращивают в зависимости от степени износа наплавкой, осталиванием или хромированием. Перед наращиванием шеек распределительного вала их
подготавливают шлифованием. Наплавку можно вести головкой любой конструкции (УАНЖ, ГВК, ОКС). Электродом служит проволока 1.8НП-65 по ГОСТ 10543-63. Напряжение при наплавке 22 В, сила тока 140-160 А. Шпиндель наплавочной установки должен вращаться с частотой 5 об/мин.
Диаметры опорных шеек после наплавки должны быть соответственно равны для первой шейки 53, второй 52, третьей 51, четвертой 50 и пятой 49 мм. Наплавленный слой металла должен иметь твердость не менее HRC 54.
Соответствующий припуск на шлифовку должен быть обеспечен при ремонте гальваническими покрытиями.
Чистовое шлифование опорных шеек выполняют на кругло-шлифовальном станке шлифовальным кругом ПП600 X 305X80-1А-К ГОСТ 2424-67. Шероховатость поверхности должна быть не более 0,32 мкм. Масляные канавки на опорных шейках углубляют прорезным шлифовальным кругом ППЗООХЗХ127-1А-В ГОСТ 2424-67. После углубления канавок острые кромки должны быть запилены шлифовальным бруском.
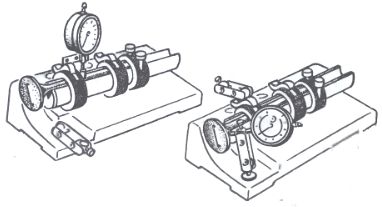
Кулачки, изношенные по высоте, шлифуют на копиро-шлифовальном станке, причем соответствующие копиры входят в принадлежность станка. Для проверки правильности расположения кулачков индикатор настраивают по первому кулачку, для чего измерительный стержень индикатора устанавливают примерно в середине рабочей поверхности кулачка (по ширине) и, повертывая распределительный вал в центрах, замечают наибольшие показания индикатора. После этого фиксируют точку наибольших показаний и устанавливают в этом положении стержень указателя градуированного диска (см. рис. 11) на нулевое деление. Передвигают индикатор ко второму кулачку и, вращая распределительный вал, снова фиксируют наибольшие показания индикатора. В точке наибольших показаний индикатора записывают деление градуированного диска по указателю. Повторяют измерения и том же порядке для всех последующих кулачков. При отсутствии копиро-шлифовального станка кулачки можно шлифовать на обычном круглошлифовальном станке с копировальным приспособлением. Шлифование кулачков производится шлифовальным кругом ПП600Х305Х20-1А-К ГОСТ 2424-67. Кулачки по профилю шлифуют при условии, если разность размеров А ц Б (2.15) будет менее. 6 мм. В результате шлифования кулачков уменьшается как высота их, так и диаметр цилиндрической части. При уменьшении диаметра цилиндрической части кулачка менее 32 мм распределительный вал подлежит выбраковке. Выбраковке подлежат валы с заметной выработкой на поверхности зубьев шестерен привода масляного насоса.
Отколы по торцам вершин кулачков опиливают до устранения острых кромок шлифовальными брусками и шлифовальной шкуркой. При отколах более 3 мм по длине кулачка вал подлежит выбраковке. При износе эксцентрика менее 37,2 мм его ремонтируют наплавкой.
Трактор МТЗ-82
ГРМ двигателя Д-240: метки, распредвал и схема
 » Двигатель Д-240 » ГРМ двигателя Д-240: метки, распредвал и схема
» Двигатель Д-240 » ГРМ двигателя Д-240: метки, распредвал и схема
Механизм газораспределения (ГРМ) двигателя Д-240 состоит из шестерен, распредвала, впускных и выпускных клапанов, соединительных и передающих движение деталей.
Вращательное движение от коленвала передается шестерням привода распредвала и топливного насоса. Профильные кулачки распределительного вала размещены соответственно порядку работы двигателя. Во время поворота распредвала кулачок своим выступом приподнимает толкатель и штангу, упирающаяся нижним концом в дно толкателя, а верхним в регулировочный винт коромысла. Коромысло, смонтированное на валике, поворачивается и опускает клапан вниз, после чего открывается отверстие в головке цилиндров, а пружины, предварительно сжатые для удержания клапана в закрытом положении, дополнительно сжимаются. Стержень клапана совершает движение в направляющей втулке.

Схема ГРМ двигателя Д-240: 1 — прокладка головки; 2 — головка; 3 — выпускной клапан; 4 — впускной клапан; 5 — втулка клапана; 6 — прокладка; 7 — крышка головки; 8 — наружная пружина клапана; 9 — внутренняя пружина клапана; 10 — прокладка колпака; 11 — колпак крышки; – 12 тарелка клапана; 13 — сухарики; 14 — гайка колпака; 15 — шайба; 16 — пружина; 17 — ось коромысел; 18 — пробка оси; 19 — болт крепления крышки головки; 20 — толкатель; 21 — штанга; 22 — регулировочный винт; 23 — гайка регулировочного винта; 24 — коромысло; 25 — шпилька крепления впускного коллектора; 26 — болт крепления форсунки; 27 — гайка стакана форсунки; 28 — стакан форсунки; 29 — трубка маслопровода; 30 — стойка оси; 31 — впускной коллектор.
Открытие клапана осуществляется полностью, когда толкатель находится у вершины кулачка. При последующим повороте распределительного вала толкатель опускается, а клапан под влиянием пружин возвращается в верхнюю позицию. При выходе выступа кулачка из-под толкателя, прекращается давление на клапан и он под влиянием пружин наглухо закрывает отверстие клапана в ГБЦ. Штанга, коромысло и толкатель возвращаются в исходное положение.
Для того, чтобы цилиндр как можно быстрее наполнялся и хорошо очищался, необходимо правильно установить моменты времени, в которые клапана закрываются и открываются. Открытие впускного клапана происходит с некоторым опережением, т. е. до возвращения поршня в верхнюю мертвую точку, а закрытие — с запаздыванием, после того, как поршень проходит нижнюю мертвую точку.
Схема установки шестерен газораспределения: 1 — шестерня привода насоса рулевого управления; 2 — шестерня распределительного вала; 3 — промежуточная шестерня; 4 — шестерня привода топливного насоса; 5 — шестерня коленчатого вала; 6 — шестерня привода масляного насоса.
Установка фаз ГРМ
Для того, чтобы правильно установить фазы газораспределения двигателя во время сборки, необходимо совместить метки грм д 240 на шестернях распределения. На промежуточной шестерне имеются две метки-впадины, отмеченные буквами Т и К, и один зуб оснащен меткой с буквой Р. Впадину с буквой К размещают напротив помеченного зуба шестерни коленвала; впадину с буквой Т — напротив меченого зуба шестерни привода топливного насоса; зуб с буквой Р — напротив отмеченной впадины шестерни распредвала.
Косозубые шестерни распределения изготавливаются из легированной стали и закаливаются до высокой твердости. Ведущая шестерня насажена на передний конец коленвала, зафиксирована шпонкой и постоянно зацеплена с промежуточной шестерней, вращающаяся на пальце, запрессованном в переднюю стенку блоку цилиндров.
Промежуточная шестерня вращает шестерни распределительного вала и привода топливного насоса. Специальная шайба, присоединенная к торцу пальца двумя болтами, удерживает шестерню от осевых перемещений (допустимо 0,1-0,78 мм). Шестерня распредвала напрессована на передний конец, передает ему вращение при помощи шпонки и зафиксирована болтом и шайбой, вкрученный в передний торец вала. В головке болта имеется прорезь для поводка привода редуктора тахомотосчетчика.
Диаграмма фаз газораспределения: 1 — начало открытия впускного клапана; 2 — начало закрывания впускного клапана; 3 — начала открытия выпускного клапана; 4 — конец закрывания выпускного клапана.
Распределительный вал
Распредвал дизеля Д-240 изготавливается из стали, а рабочие поверхности кулачков и опорные шейки закаливаются токами высокой частоты. Вал совершает вращение в трех втулках, установленные в блок цилиндров. Передняя втулка выполнена из бронзы, а две остальные из антифрикционного чугуна.
Вдоль вала расположены восемь кулачков в следующей последовательности:
Данное расположение кулачков (следовательно и клапанов) соединяет в головке цилиндров каналы от двух выпускных и впускных клапанов третьего и второго цилиндров в один единый.
Задняя шейка распределительного вала имеет наклонный просверленный канал, по которому к механизму клапанов подается смазка. Упорное кольцо удерживает распределительный вал от продольного перемещения (допустимо 0,3-1,04 мм).
Стальной толкатель имеет грибовидную форму со сферической нижней опорной поверхностью. В нижней части толкателя просверлен канал для отвода масла из механизма клапанов в картер. Штанга толкателя выполнена из стального прутка, концы которого имеют сферическую форму. Верхний конец штанги упирается в регулировочный винт коромысла клапана, а нижний — в углубление донышка толкателя.
Ремонт постели распредвала (замена втулок распредвала) Д240-Д245, Cummins ISX, Iveco.
В данной статье я рассскажу о новой услуге которую мы недавно освоили. Речь пойдет о замене втулок распредвала и восстановлении постелей распредвала в головках и блоках грузовых автомобилей
Начнем от простого к сложному/
Замена втулок распредвала Д240-245.
Нам разместили заказ на замену втулок распредвала в блоке двигателя Д 245
казалось бы ничего сложного- выбил втулки, забил втулки и все.
Есть маленькая трудность, новые втулки встречающиеся в продаже всего на 0.80 мм меньше требуемого размера. Соответственно после их установки в блок распредвал на свое место становится ну никак не хочет. Не входит просто.
Старые втулки распредвала и новый распредвал Д245
Износ втулок виден невооруженным глазом
Установка блока Д245 на станок для обработки
Специальный привод для обработки втулок распредвала
Обратите внимание на форму привода для расточки. Это специальная версия для обработки отверстий для втулок и самих втулок распредвала. Вещь совсем недешевая, но иногда очень нужная. В нашем инструментальном парке присутствует с недавнего времени, с чем я себя и поздравляю.
Процесс обработки втулок распредвала двигателя д245
Ремонт постели распредвала Cummins ISX (установка ремонтных втулок распредвала Cummins ISX)
Следующий случай оказался немного сложнее. Головка блока Cummins ISX. Причина обращения в ремонт повреждение посадочных отверстий втулок распредвала. Причина дефекта — масляное голодание.
Головка блока Cummins ISX повреждена постель распредвала
Эта головка уже и размеров серьёзных да и стоимости совсем не маленькой.
Повреждения возникшие в следствии проворота втулки распредвала в головке блока цилиндров Cummins ISX
Дефект выглядел достаточно тревожно.
Старые и новые ремонтные (+1.00) мм втулки распредвала
Как то ни первый вариант ни второй ни нас, ни заказчика, совсем не устроили и понятно почему.
Решение проблемы было найдено через небольшой промежуток времени. Оказывается на данный двигатель Cummins ISX сторонним производителем изготавливаются втулки с наружным диаметром +1.00 мм от стандартного размера.
Установка на станок головки блока Cummins ISX
Процесс обработки посадочных отверстий втулок распредвала Cummins ISX в ремонтный размер
Снова используем станок фирмы Rottler.
Следы повреждений после черновой расточки
Поверхность посадочных отверстий после чистовой обработки
Втулки распредвала и распредвал установлены в головку блока Cummins ISX
И через один рабочий день работы закончены. Головка блока цилиндров восстановлена. И выглядит вот так:
Ремонт постели распредвала IVECO (замена втулок распредвала)
Снова большой грузовик на этот раз головка блока цилиндров фирмы IVECO
Внешний вид головки блока цилиндров IVECO и следы повреждений возникшие в результате проворота втулки распредвала
Повреждения аналогичны предыдущим случаям- проворачивание втулки распредвала. Вот только одна проблема- производитель не предлагает ремонтных втулок распредвала. Обычно в таких случаях головку отправляли в утиль.
Мы решили попробовать восстановить поврежденную постель распредвала на этой головке IVECO. Сначала расточили поврежденную увеличив диаметр отверстия.
Внешний вид ремонтной вставки и процесс ее установки
А затем изготовили ремонтный вкладыш из материала аналогичного материалу головки IVECO. И установили его на место поврежденного материала.
Вставка установлена на место растачиваем размер под стандартную втулку
Новые втулки распредвала для головки блока цилиндров IVECO
После всех вышеперечисленных работ были установлены новые втулки распредвала.
Головка блока цилиндров IVECO готова к работе
(на данный момент в работу принят заказ блок цилиндров девятнадцати. литрового двигателя Cummins K19) причина обращения в ремонт — повреждение постелей распределительного и коленчатого валов. После окончания восстановления этого блока мы обязательно продолжим эту статью)
Билет № 2 Разборка, дефектовка деталей и сборка газораспределительного механизма двигателя Д-240
Разборка, дефектовка деталей и сборка газораспределительного
механизма двигателя Д-240
1. Организуйте рабочее место
2. Выполните разборку, дефектовку и сборку
газораспределительного механизма двигателя Д-240
3. Уберите рабочее место
1. Внимательно прочитайте задание.
2. Вы можете воспользоваться:
3. Монтажное оборудование, приспособления и инструменты:
Для двигателей Д-240 — монтажный блок цилиндров с кривошипно-шатунным (КШМ) и газораспределительным (ГРМ) механизмами; детали механизмов (ось коромысла укомплектованная), клапаны, толкатели, втулки толкателей, штанги; специальный съемник для извлечения толкателей из блока цилиндров; щуп; комплект инструментов, ключи торцовые, динамометрический ключ, ключи накидные.
Инструкционно-технологическая карта № 2
Разборка-сборка газораспределительного механизма двигателя Д-240
Монтажное оборудование, приспособления и инструменты:
Для двигателей Д-240 — монтажный блок цилиндров с кривошипно-шатунным (КШМ) и газораспределительным (ГРМ) механизмами; детали механизмов (ось коромысла укомплектованная), клапаны, толкатели, втулки толкателей, штанги; специальный съемник для извлечения толкателей из блока цилиндров; щуп; комплект инструментов, динамометрический ключ.
Содержание и последовательность выполнения задания.
Технические условия и
Указания по выполнению задания
Разобрать газораспределительный механизм
Повторить основные правила по охране труда
Инструкция по охране труда
1. Отвернуть гайки крепления всасывающего коллектора
2. Снять коллектор, прокладки
3. Отвернуть гайки крепления крышки цилиндров
4. Снять крышку головки блока
5. Отвернуть гайки крепления оси коромысла
6. Снять ось коромысла в сборе
7. Вынуть штанги толкателей
8. Отвернуть гайки крепления головки цилиндров
9. Снять головку цилиндров, прокладку головки
10. Извлечь толкатели
11. Отвернуть гайки крепления передней крышки
12. распределительных шестерен
14. Снять маслоотражатель
15. Вывернуть болты крепления фланца распределительного вала
Болты выворачивать через отверстия в шестерне
16. Вынуть вал с шестерней
Сборка газораспределительного механизма.
1. Установить распределительный вал с шестерней на место
Шестерни коленчатого и распределительного валов и системы питания установить по меткам
2. 2. Завернуть болты крепления фланца распределительного вала
3. 3. Установить маслоотражатель
4. 4. Установить крышку распределительных шестерен на место
5. 5. Завернуть гайки крепления крышки
6. 6. Установить толкатели
7. 7. Установить прокладки головок цилиндров
Прокладки натереть графитным порошком
8. Установить на место головки цилиндров
Гайки затягивать равномерно в два приема в определенной последовательности.
10. Установить штанги толкателей
11. Установить оси коромысел в сборе
12. Завернуть гайки
13. Установить крышку головки блока
14. Установить коллектор и закрепить его
Убрать рабочее место
Задание № 2.- практическое
Разборка, дефектовка деталей и сборка газораспределительного
механизма двигателя Д-240
КРИТЕРИИ ОЦЕНКИ к билету № 2
Ход выполнения задания
Показатель оценки результата
Отметка о выполнении
Организация рабочего места
Одеть специальную одежду. Она должна подобрана по росту, заправлена, рукава застегнуты. Волосы должны защищены головным убором.
Получить необходимое оборудование, инструмент и приспособления
Руки у учащихся не должны быть замаслены.
Рабочее место должно содержаться в чистоте и порядке.
Рационально разместить оборудование, инструмент и приспособления
Соблюдать необходимы меры предосторожности при работе.
Соблюдать правила личной гигиены
Разобрать газораспределительный механизм
Отвернуть гайки крепления всасывающего коллектора
Снять коллектор, прокладки
Отвернуть гайки крепления крышки цилиндров
Снять крышку головки блока
Отвернуть гайки крепления оси коромысла
Снять ось коромысла в сборе
Вынуть штанги толкателей
Отвернуть гайки крепления головки цилиндров
Снять головку цилиндров, прокладку головки
Отвернуть гайки крепления передней крышки
Вывернуть болты крепления фланца распределительного вала
Вынуть вал с шестерней
Провести дефектацию снятых детали /визуальной диагностикой на наличие дефектов/ необходимо оценить
Состояние трущихся поверхностей
Посадочных мест под подшипники
Состояние всех деталей ГРМ
Определить, как смазываются детали
Сборка газораспределительного механизма.
Установить распределительный вал с шестерней на место.
Шестерни коленчатого и распределительного валов и системы питания установить по меткам
Завернуть болты крепления фланца распределительного вала
Установить крышку распределительных шестерен на место
Завернуть гайки крепления крышки
Установить прокладку головки цилиндров
Установить на место головку цилиндров
Установить штанги толкателей
Установить оси коромысел в сборе
Убрать рабочее место
Условия выполнения задания
Время выполнения задания- 1,5 часа
Требования по охране труда
Монтажное оборудование, приспособления и инструменты:
Двигатель Д-240 — монтажный блок цилиндров с кривошипно-шатунным (КШМ) и газораспределительным (ГРМ) механизмами; детали механизмов (ось коромысла укомплектованная), клапаны, толкатели, втулки толкателей, штанги; специальный съемник для извлечения толкателей из блока цилиндров; щуп; комплект инструментов, ключи торцовые, динамометрический ключ, ключи накидные.
Литература для экзаменующихся. СПО Родичев В.А. ТРАКТОРЫ М.Академия. 2006
Дополнительная литература для экзаменатора.

Курс повышения квалификации
Специалист в области охраны труда
Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
Курс профессиональной переподготовки
Пожарная безопасность
«Дискуссия на тему: как эмоции влияют на память?»
«Кинетический имидж учителя и его невербальное влияние на учеников»
Свидетельство и скидка на обучение каждому участнику
«Начало учебного года современного учителя»
Свидетельство и скидка на обучение каждому участнику
Дистанционные курсы для педагогов
Видеолекции для
профессионалов

Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 886 299 материалов в базе
«Нейроигры для детей от 1 до 7»
Свидетельство и скидка на обучение каждому участнику
«Управление знаниями и интеллектуальным капиталом образовательного учреждения»
Свидетельство и скидка на обучение каждому участнику
Ищем педагогов в команду «Инфоурок»
Другие материалы
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.
Настоящий материал опубликован пользователем Аршикова Зинаида Мефодьевна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала

Московский институт профессиональной
переподготовки и повышения
квалификации педагогов
Дистанционные курсы
для педагогов
663 курса от 690 рублей
Выбрать курс со скидкой
Выдаём документы
установленного образца!
«Мозаичный декор из цветного стекла»
«Проблемы при адаптации детей в образовательной организации и способы их решения при помощи проективных методик»
«Особенности современного и будущего рынка труда. Что важно знать о будущем педагогу, родителю, подростку для выбора профессии сегодня?»
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Разработка процесса технологического восстановления распределительного вала двигателя ЯМЗ 240
Выбор рационального способа восстановления детали. Последовательность операций технологического процесса по устранению дефектов. Расчет припусков на механическую обработку. Выбор оборудования, режущего, мерительного инструмента. Расчет режимов шлифования.
| Рубрика | Транспорт |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 14.04.2014 |
| Размер файла | 339,0 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
В процессе эксплуатации автомобиля надежность, заложенная в нем при конструировании и производстве, снижается вследствие возникновения различных неисправностей.
В поддержании технического состояния автомобилей на требуемом уровне большую роль играет планово-предупредительная система технического обслуживания и ремонта. В процессе проведения технического обслуживания и текущего ремонта выполняются работы по устранению возникших неисправностей и замене наиболее быстро изнашиваемых деталей (поршневые кольца, эксплуатационные вкладыши и др.). И все же при длительной эксплуатации автомобилей наступает момент, когда вследствие износа корпусных и других основных деталей надежность автомобиля снижается настолько, что восстановление его средствами эксплуатационных предприятий становится невозможным. В этом случае автомобиль подлежит капитальному ремонту.
Все основные детали автомобиля являются, достаточно сложными в конструктивно-технологическом отношении и на их изготовление затрачивается много овеществленного труда, черных и цветных металлов, в том числе легированных сталей. Не использование в дальнейшем дорогостоящих деталей, имеющих небольшие износы, и тем более деталей с допустимым износом было бы экономически не оправданным. Восстановление работоспособности и использование указанных деталей в масштабах страны является проблемой большого народнохозяйственного значения. Решение этой проблемы и является одной из основных задач авторемонтного производства.
1. Расчетно-технологическая часть
1.1 Исходные данные
В данном курсовом проекте следует разработать процесс технологический восстановления распределительного вала двигателя ЯМЗ 240.
Программа АРП 2100 ремонтов в год.
1) Износ шейки вала под шестерню до диаметра 36,01 мм;
2) Износ поверхностей кулачков.
Требуется разработать технологический процесс включающий в себя:
— Выбор оборудования и технологической оснастки;
— Расчет и выбор режимов восстановления;
— Техническое нормирование операций;
— Разработку и расчет приспособлений;
— Разработку мероприятий по охране окружающей среды.
Разборку и сборку распределительного вала производят на приспособлении, показанном на рисунке.
Распределительный вал изготовлен из стали 45 (ГОСТ 1050-74). Вал имеет семь опорных шеек диаметром мм и двадцать четыре кулачка для привода впускных и выпускных клапанов.
Все кулачки вала имеют высоту подъема 7,8 мм, что обеспечивает ход клапана 13,95 мм. Поверхности опорных шеек и кулачков закалены с нагревом ТВЧ до твердости HRC не менее 54 на глубину 2-5 мм.
Ширина закаленной зоны цилиндрической части кулачка не менее 17 мм и расположена симметрично относительно кромок кулачка.
В процессе эксплуатации двигателя могут возникать трещины, сколы и обломы вала, прогиб, износ или задиры на опорных, износ кулачков по профилю, износ шейки вала под распределительную шестерню.
1.2 Обоснование размера партии
В условиях серийного ремонтного производства (по опыту ремонтных предприятий) размер партии принимают равным месячной или квартальной потребности в ремонтируемых или изготовляемых деталях. Окончательный размер партии обосновывается с учетом габаритов деталей и экономической целесообразности. Определение годовой программы технологического процесса восстановления детали. Годовая программа:
Nг=N n kр=2100/ 0,52 = 4 309 шт.
Исходя из размеров годовой производственной программа капитальных ремонтов автомобилей, определяем сменную потребность в отремонтируемых деталях по формуле:
1.3 Выбор рационального способа восстановления детали
Валы, имеющие трещины, сколы и обломы любого расположения, обнаруженные при визуальном осмотре или выявлении с помощью магнитного дефектоскопа, выбраковывают.
Ремонт вала производят в следующем порядке: исправляют центровые фаски, восстанавливают поверхности под шестерню, правят вал, шлифуют и полируют опорные шейки и кулачки.
Технологическими базами при шлифовании опорных шеек и кулачков являются фаски центровых отверстий с углом 60°, биение которых относительно крайних опорных шеек допускается не более 0,01 мм. При большем биении центровые фаски правят подшабриванием, притиркой или на токарно-винторезном станке с фиксацией вала в люнете по крайней опорной шейке, при этом биение второй крайней шейки, зажатой в патроне, не должно превышать 0,01 мм.
Поддерживающий люнет устанавливают на IV опорную шейку. Для измерения обрабатываемой шейки в процессе шлифования применяют трехконтактные индикаторные скобы. Контроль производят предельными калибрами или микрометром. Овальность и конусность опорных шеек не должны превышать 0,01 мм.
Правку шлифовального круга производят алмазным карандашом С1-1. В качестве охлаждающей жидкости применяют 2-3% раствор кальцинированной соды. Шероховатость Rа шлифованных поверхностей должна быть не более 1,25 мкм.
Номинальная высота кулачков равна 42,2 мм. При износе поверхностей кулачков их перешлифовывают по профилю, выдерживая высоту кулачка не менее 42,0 мм.
Количество копиров на шпинделе передней бабки соответствует количеству шлифуемых кулачков. Копиры выполнены как одно целое со шпинделем, что обеспечивает высокую точность взаимного расположения кулачков вала. Точность расположения первого кулачка относительно шпоночного паза достигается установкой вала в поводковом патроне, закрепленном на шпинделе станка. При работе станка по полуавтоматическому циклу перемещение кулачков относительно шлифовального круга, правка круга алмазным карандашом и компенсация износа шлифовального круга производятся автоматически. Шлифование кулачков производят при осциллирующем движении шпинделя станка.
Шлифуют кулачки вала в центрах станка шлифовальным кругом ПП 600х40х305 мм из корунда на керамической связке, зернистостью 40 и твердостью С1. Чтобы избежать прогиба вала при шлифовании кулачков, под II, III, IV, V шейки установлены поддерживающие люнеты. Люнеты входят в комплект станка.
Полировку опорных шеек и кулачков производят на токарном станке модели 1К62. Вал устанавливают в центры станка и полируют шкуркой ЛСУ 600х50 мм 393А (ГОСТ 13344-67). Шероховатость поверхностей опорных шеек и кулачков после полировки должна быть Rа=0,50ч0,40 мкм.
При износе шейки Д1 вала под шестерню до диаметра менее чем 36,032 мм шейку восстанавливают способом хромирования. Перед хромированием шейку шлифуют на круглошлифовальном станке модели 3А164Б до диаметра не менее 35,85 мм. Обработанную поверхность хромируют. Толщина слоя хрома должна быть не менее 0,1 мм на сторону; хромированную шейку шлифуют до диаметра мм, контролируют размер микрометром (ГОСТ 6507-60). Биение поверхности шейки под шестерню относительно поверхностей крайних опорных шеек допускается не более 0,015 мм.
Если ширина В шпоночного паза превышает 8,02 мм, ее необходимо увеличить на ремонтный размер до ширины мм. При этом устанавливается ремонтная шпонка шириной 9-0,035 мм. Ремонтную шпонку изготавливают из стали 45 (ГОСТ 1050-60) и термически обрабатывают до твердости HRC 40-50. Разность размеров а и б не должна превышать 0,05 мм.
После восстановления распределительный вал промывают в моечной машине. Для мойки применяют раствор, состоящий из кальцинированной соды в количестве 10-15 гр. на 1 л воды, нитрита натрия 2-3 г/л и эмульгатора 0,1-0,32 г/л. После промывки вал обдувают сжатым воздухом и протирают хлопчатобумажной салфеткой.
Сборку распределительного вала производят на приспособлении. Сначала собирают блок шестерен распределительного вала; а затем на вал устанавливают шпонку, упорный фланец, напрессовывают блок шестерен и завертывают гайку со стопорной шайбой.
Собранные распределительные валы хранят на специальных подставках в вертикальном положении.
1.4 Последовательность операций технологического процесса
Исходя из наличия дефектов детали и принятых способов восстановления, составляем план операции по устранению дефектов в отдельности, причём, в начале предусматриваем подготовку детали к основным операциям, а затем и сами эти операции.
Для осуществления качественных операций по восстановлению коленчатого вала требуется произвести подготовку ремонтных поверхностей мойкой.
Грязь, жировые и масляные пленки при сварочных и наплавочных работах приводят к образованию пор и трещин.
Часто поступающие в ремонт валы из-за больших нагрузок испытываемых во время эксплуатации имеют повышенную деформацию.
Для исправления этого дефекта требуется предусмотреть операцию правки.
Шлифовку коренных шеек вала производят в центрах станка. Выполнения технологических требований по биению коренных шеек, каждый переход шлифовки производят за одну установку в центрах станка.
Обработку шеек вала под ремонтные размеры производят за два раза, черновым и чистовым шлифованием. Обработка отверстий масляных каналов производится перед чистовым шлифованием, чтобы не испортить номинальные размеры на слесарных операциях.
При необходимости готовые коленчатые валы не прошедшие операцию контроля по биению коренных шеек правят на прессе.
Для этого в технологическом процессе должна быть предусмотрена повторная операция правки.
Восстановление номинальных размеров фланца маховика, шейки под шкив вентилятора и резьбы в отверстии под храповик производят токарным и слесарным способом.
1.5 Расчет припусков на механическую обработку
Припуск на шлифование шеек определяем по формуле:
где, размер износа, мм
размер обработки, мм
Припуск на полирование шеек составит:
где, размер обработки, мм
размер полировки, мм
1.6 Выбор оборудования, режущего и мерительного инструмента
При выборе оборудования для каждой технологической операции необходимо учитывать размер партии обрабатываемых деталей, габаритные размеры детали, расположение обрабатываемых поверхностей, требования к точности, шероховатости, экономичности обработки.
Измерительный инструмент применяется для межоперационного и окончательного контроля детали (изделия) и в зависимости от типа производства может быть стандартным или специальным.
В ремонтном производстве применяются отдельные калибры (пробки, скобы, кольца, шаблоны) и универсальные инструменты (микрометры, штангенциркули, индикаторы, нутромеры).
При выборе оборудования для каждой технологической операции необходимо учитывать размер партии обрабатываемых деталей, габаритные размеры детали, расположение обрабатываемых поверхностей, требования к точности, шероховатости, экономичности обработки.
Для выполнения правки погнутости вала проектом предлагается использовать гидравлический пресс типа ПА-413
Для выполнения шлифовальной операции проектом предлагается использовать круглошлифовальный станок модели ЗА164Б
Круглошлифовальный станок модели 3151
Для выполнения токарной и полировальной операций проектом предлагается использовать токарно-винторезный станок модели 1К62
Токарно-винторезный станок модели 1К62
1. Расстояние между центрами, в мм-710
2. Наибольший диаметр обработки, в мм. Прутка-36 (проходящего через шпиндель)
6. Мощность электродвигателя в кВт-10
Принимаю для технологического процесса восстановления чугунных коленчатых валов следующее оборудование:
Наибольший диаметр обработки и расстояние между центрами в мм.
Сборка двигателя трактора МТЗ
ПОЛЕЗНЫЕ СОВЕТЫ Выпуск 7. Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики
На трактор МТЗ-82 устанавливается четырехцилиндровый четырехтактный дизельный двигатель Д-240 с электростартером (Д-240Л с пускачем). Мощность двигателя составляет 59 кВт или 80 л.с.
Устройство двигателя
В двигателе д-240 реализована неразделенная камера сгорания с объемно-пленочным образованием рабочей смеси. Одна часть впрыскиваемого топлива распыляется в объеме камеры сгорания, а другая растекается по ее поверхности, создавая тонкую пленку. Первая часть дизельного топлива активно смешивается с потоком нагретого сжатого воздуха, при это происходит интенсивное испарение и сгорание — протекает процесс предварительного воспламенения топлива. Шатровая форма камеры сгорания способствует образованию завихрений воздушного потока и лучшему смешиванию воздуха и топлива. Часть топлива находясь в виде пленки испаряется, нагреваясь от потока сжатого горячего воздуха и стенки камеры сгорания. Поэтапно создающийся процесс сгорания топлива, образует условия для мягкой экономичной работы двигателя.
Как и любые подобные дизели, двигатель Д-240 состоит из газораспределительного (ГРМ) и кривошипно-шатунного механизма (КШМ), а также ис систем: охлаждения, смазки, пуска и питания.

Схема двигателя Д-240: 1 — маховик; 2 — сапун; 3 — прокладка головки цилиндров; 4 — головка блока цилиндров; 5 — крышка головки блока цилиндров; 6 — валик коромысел; 7 — тарелка пружины клапана; 8 — выхлопной клапан; 9 — всасывающий клапан; 10 — пружина клапана; 11 — стойка валика коромысел; 12 — коромысло клапана; 13 — колпак крышки; 14 — штанга; 15 — блок цилиндров; 16 — толкатель клапана; 17 — щит распределения; 18 — крышка распределения; 19 — регулировочный болт; 20 — амортизатор с ограничителем; 21 — передняя опора двигателя; 22 — манжета; 23 — шестерня привода масляного насоса; 24 — распределительная шестерня коленчатого вала; 25 — шестерня распределительного пала; 26 — распределительный вал; 27 — коленчатый вал; 28 — шатун; 29 — противовес; 30 — поршневой палец; 31 — поршень; 32 — уплотняющее кольцо гильзы; 33 — поддон картера; 34 — манжета; 35 — гильза блока цилиндров; 36 — задний лист; 37 — втулка.
Технические характеристики
Блок цилиндров Д-240
Основной деталью корпуса двигателя, представляющей собой жесткий отлив из серого чугуна, является блок цилиндров. Внутри и снаружи блока устанавливаются детали, механизмы и сборочные единицы двигателя. Для их установки предусмотрены специальные посадочные места, отверстия и плоскости.
В вертикальных расточках блока смонтированы четыре гильзы цилиндров, уплотненных в нижней части резиновыми кольцами. В осевом направлении гильзы крепятся при помощи буртов в расточках верхней плиты блока. Гильзы изготовлены из легированного чугуна, элементы которого (медь, хром, никель, хром) существенно повышают износостойкость рабочих поверхностей гильзы. Зеркало цилиндра (внутренняя поверхность гильзы) не закаливается.
Верхняя часть блока цилиндров поделена на четыре полости тремя поперечными вертикальными перегородками. По данным полостям циркулирует охлаждающая жидкость, поступающая во все полости через боковой водяной канал сквозь отверстия напротив каждой гильзы. Объем между гильзами и стенками блока выступает в роли водяной рубашки. Стенки блока цилиндров изготовлены в форме арок, опирающихся на межцилиндровые перегородки. Благодаря этому, по всему периметру вокруг гильзы создается водяная рубашка одинаковой толщины и уменьшается перепад температур по окружности гильзы.
В трех вертикальных перегородках, а также в задней и передней стенках блока изготовлены постели для коренных подшипников коленвала, закрытые крышками. Для равномерной затяжки крышек постелей под головки болтов размещены закаленные шайбы. Не допускается перестановка и замена крышек, так как они расточены совместно с постелями коренных подшипников с очень высокой точностью. Для того, чтобы исключить неправильную установку крышек коренных подшипников, предусмотрены различные расстояния от оси расточки постелей до отверстий под болты в крышках. В задней и передней стенках, вверху и справа картерной части блока цилиндров и средней перегородке в бобышках изготовлены отверстия для установки втулок распредвала. Данные втулки растачиваются после запрессовки в блок.
В блоке цилиндров имеется продольный масляный канал по которому моторное масло поступает к каждому коренному подшипнику и ко всем опорным шейкам распредвала. Продольный канал соединяется с масляным фильтром при помощи горизонтального поперечного канала. В сверлениях вертикальных колонн правой наружной стенки блока размещаются штанги толкателей, упирающиеся нижним сферическим концом в толкатели.
В зависимости от вида пускового механизма, в задней части блока цилиндров устанавливается один из двух вариантов заднего листа, отличающихся между собой размерами и координатами центрирующего отверстия. В стенке заднего листа имеется резьбовое отверстие, куда вворачивается специальный щуп (винт), необходимый для установки начала подачи топлива в первый цилиндр двигателя. Для крепления маховика имеется отверстие в середине заднего листа, через который проходит фланец коленчатого вала. К наружным отверстиям листа присоединяется корпус муфты сцепления, центрируемый при помощи двух штифтов, запрессованные в фланец корпуса.
К передней части блока цилиндров крепится болтами распределительный щит, выполненный из листового проката, и крышка распределения, изготовленная из серого чугуна. Единое центрирование их обеспечивают два штифта, запрессованные в переднюю стенку блока. Высокоточно обработанные отверстия в распределительном щите обеспечивают правильный монтаж масляного и топливного насосов, а также правильное зацепление шестерен привода. Передняя подвеска двигателя имеет возможность регулировки и крепится двумя болтами к выступу в передней верхней части крышки распределения. В полости между крышкой и щитом размещаются шестерни распределения.
Головка блока цилиндров двигателя Д-240 (ГБЦ)
Головка цилиндров устанавливается на блок цилиндров и крепится при помощи шестнадцати шпилек. Гайки шпилек закручиваются динамометрическим ключом в определенном порядке. Между поверхностями головки и блока размещается специальная асбостальная прокладка. Внутренняя полость головки выполняет роль водяной рубашки. Охлаждающая жидкость, поступающая из блока цилиндров, направляется по каналам к более нагревающимся местам: перемычкам между форсунками и клапанами. На верхнюю части головки цилиндров устанавливаются механизм клапанов и крышка головки, к которой присоединяется колпак крышки с сапуном и впускной коллектор. В нижней части головки размещены гнезда для выпускных и впускных клапанов. Над этими гнездами в каналы запрессованы направляющие втулки клапанов.
Порядок затяжки головки Д-240
Масляный картер
Картер изготовлен из алюминия в форме коробки, который крепится к нижней части блока цилиндров и крышке распределения. В передней заглубленной части картера располагается маслоприемник масляного насоса.
Сборка двигателя трактора МТЗ
__________________________________________________________________________
Сервис и регулировки МТЗ-82
__________________________________________________________________________
Эксплуатация и сервис МТЗ-82.1, 80.1, 80.2, 82.2
Ремонт МТЗ-80
Обслуживание и эксплуатация МТЗ-1221
Техобслуживание и эксплуатация МТЗ-320
Эксплуатация и сервис тракторов
Особенности регулировки клапанов
На тракторы Минского завода устанавливаются двигатели МТЗ Д 240. Это мощный дизельный четырехцилиндровый агрегат мощностью 80 л. с. с неразделённой камерой сгорания горючей смеси. Реже встречаются двенадцатицилиндровые агрегаты, выпускаемые Ярославским моторным заводом (ЯМЗ). Регулировка клапанов на этих моторах не имеет принципиальных отличий от других дизельных агрегатов отечественного производства.
Зазоры коромысел и клапанов проверяют через каждые 480 часов работы, а также после любого ремонта или снятия цилиндров. Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.
Регулировка должна производиться через определенные промежутки времени
Порядок регулировки клапанов
Существуют разные способы, как отрегулировать клапана на МТЗ 82. Различаются они методом поиска ВМТ (высшей мертвой точки), в которой и нужно проводить проверку и регулировку. ВМТ можно определить по появлению топлива в цилиндрах или по упору клапана в поршень при нажатии (ход должен составлять около 10 мм). Некоторые мастера выставляют метки на шкиве коленвала или ориентируются по отверстию в плите и положению маховика.
Однако проще и надёжнее следовать инструкции производителя и придерживаться такого порядка:
Регулировка клапанов с протяжкой головки цилиндров
Протяжка – важная процедура, поддерживающая надёжное соединение головки и блока цилиндров, что защищает двигатель от утечки масла и обеспечивает его нормальную работу. На современных моторах устанавливают особые пружинные болты, поддерживающие нужный момент затяжки. Но на двигателях типа Д 240 желательно эту операцию проводить в профилактических целях, совмещая с регулировкой клапанов и любым ремонтом головки блока.
Контроль затяжки выполняется только специальными динамометрическими ключами. Порядок затяжки головки стандартный – сначала центральные гайки, затем остальные по принципу «крест-накрест». Момент затяжки ГБЦ – 150—170 Н-м. Недостаточный момент указывает на то, что прочность болта недостаточна, и он может разрушиться. Такой болт нужно заменить. В обратной ситуации, болт также подлежит замене как имеющий повышенную прочность. Это важно, потому что болты головки блока работают в режиме «нагрев – охлаждение» и нуждаются в особом внимании.
Одновременно контролируется состояние прокладок, при необходимости они заменяются на новые.
Рис. 2.1.7. Снятие маслянного насоса МТЗ: 1 — нагнетательный трубопровод; 2 — масляный насос
Рис. 2.1.9. Снятие коленвала МТЗ
Рис. 2.1.10. Снятие задней опоры коленвала МТЗ 1 — задняя опора; 2 — болты крепления задней опоры
Номинальные и ремонтные размеры шатунных шеек коленвала двигателя Д-240
| Обозначение размерной группы | Величина размера, мм |
| Н1 | 68,16—68,17 |
| Н2 | 67,91—67,92 |
| Д1 | 67,66—67,67 |
| Р1 | 67,41—67,42 |
| Д2 | 67,16—67,17 |
| Р2 | 66,91—66,92 |
| ДЗ | 66,66—66,67 |
| РЗ | 66,41—66,42 |
На практике, кроме ремонтных размеров (P1, Р2, Р3), чередуещихся через 0,5 мм и установленных заводом-производителем двигателя, при незначительных износах шейки коленчатого вала оттачивают под дополнительные размеры (Д1, Д2, ДЗ), сменяемые с ремонтными размерами через 0,25 мм. Примерно также обрабатывают вкладыши ремонтных размеров под дополнительные размеры (Д1, Д2, ДЗ). Овальность шатунных шеек двигателя Д-240 должна быть не более 0,06 мм.
Если после замеров шатунных шеек выяснится, что все размеры в допуске, разборку двигателя продолжают (рис. 2.1.11—2.1.14) снятием головки цилиндров и извлечением поршней с шатунами в сборе.
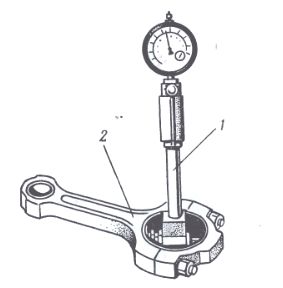
Чтобы определить, менять вкладыши шатунных подшипников или необязательно, производят замер диаметра отверстия подшипника шатуна при затянутой его крышке в сборе с вкладышами (рис. 2.1.15).
| Рис. 2.1.11. Снятие колпака крышки головки цилиндров МТЗ |
| Рис. 2.1.13. Снятие вала коромысел в сборе и отсоединение трубопроводов МТЗ |
| Рис. 2.1.14. Снять головку цилиндров МТЗ |
| Рис. 2.1.15. Измерить диаметр отверстия подшипника шатуна МТЗ: 1 — индикаторный нутромер; 2 — шатун в сборе с вкладышами |
Разница замеров диаметров шатунной шейки коленчатого вала и отверстия подшипника шатуна показывает реальный диаметральный зазор в шатунном подшипнике. Расчетный зазор в шатунных подшипниках находится в пределах 0,05—0,12 мм, допустимый зазор — не должен превышать 0,3 мм.
Если поверхность вкладышей находится в приличном состоянии, важной причиной замены может стать величина диаметрального зазора в подшипнике. При осмотре состояния вкладышей следует руководствоваться тем, что поверхность антифрикционного слоя считается в достаточной степени приемлемой, если на ней нет задиров, нет изменений антифрикционного материала и нет посторонних вкраплений.
Головка блока цилиндров | Разборка и ремонт сцепления и понижающего редуктора
Рекомендации по текущему ремонту тракторов МТЗ-80, МТЗ-50, ЮМЗ-6 Copyright © 2018-2021
Регулировка клапанов на двигателе Д-240
Зазор в клапанах нужно регулировать на холодном двигателе. Для двигателя Д-240 зазор в впускных клапанах 0,25мм, для выпускных – 0,30мм.
Проверка и регулировка зазоров дизеля:1-контргайка, 2-регулировачный винт, 3-щуп, 4- боек коромысла, 5- стержень клапанов.
При отсутствии приспособления КИ-9918 выполняют после четвертого пункта выполняют следующие действия:
Регулировка и техническое обслуживание рулевого управления тракторов МТЗ-82
От состояния рулевого управления трактора МТЗ во многом зависят безопасность, качество работы и утомляемость водителя. Поэтому техническое обслуживание рулевого управления нужно проводить особенно тщательно. Техническое обслуживание рулевого управления трактора МТЗ-80, МТЗ-82 заключается в периодическом контроле уровня масла в корпусе гидроусилителя и его замене, смазывании карданных шарниров рулевого привода МТЗ, контроле состояния резьбовых соединений рулевого привода и рулевых тяг, сошки и поворотных рычагов, крепления сектора, проверке и регулировке свободного хода рулевого колеса.
Рулевую колонкутрактора МТЗ необходимо регулировать с целью исключения возможных вибраций на рулевом колесе. Для этого рукой заворачивают гайку 12 (см. рис. 1) до соприкосновения последней с втулкой 10. При этом должны быть выбраны зазоры в соединениях, Затем отворачивают гайку 12 на полтора оборота и контрят гайкой 13.
Устройство, запчасти и комплектующие.
ЗАПАСНЫЕ ЧАСТИ ДЛЯ ТРАКТОРОВ
РЕГУЛИРОВКИ ТРАКТОРОВ МТЗ ___________________
ДЕТАЛИ ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ ___________________
КАТАЛОГИ ЗАПЧАСТЕЙ МТЗ ___________________
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТРАКТОРОВ ___________________
СПЕЦТЕХНИКА НА БАЗЕ МТЗ И НАВЕСНОЕ ОБОРУДОВАНИЕ ___________________
СЕЛЬХОЗТЕХНИКА И ОБОРУДОВАНИЕ ___________________
Дизельный двигатель Д-240/243 снимают с трактора МТЗ-80, МТЗ-82 (рис. 1) и заменяют новым или отремонтированным при трещинах блока цилиндров, аварийных стуках коренных или шатунных подшипников, предельном значении зазора хотя бы в одном сопряжении шейка коленчатого вала — вкладыш.
Рис. 1. Дизель Д-240/243 трактора МТЗ-80, МТЗ-82 в сборе
1— поддон картера; 2 — коленчатый вал; 3 — шатун; 4 — маховик; 5 — распределительный вал; 6 — блок цилиндров; 7 — головка цилиндров; 8 — крышка головки цилиндров; 9 — колпак; 10 — клапан; 11 — пружина клапана; 12 — поршень; 13 — штанга; 14 — вентилятор
Вид ремонта двигателя Д-240/243 трактора МТЗ-80, МТЗ-82 — капитальный или текущий — определяют при обмере основных деталей дизеля: поршневых пальцев, поршней, гильз цилиндров, шатунных вкладышей.
В первую очередь проверяют состояние шатунных подшипников и шеек коленчатого вала. Для этого снимают поддон картера, маслопроводы, масляный насос (рис. 2), крышки шатунов, измеряют диаметр шатунных шеек коленчатого вала (рис. 3).
Диаметр шатунных шеек замеряют в двух плоскостях — параллельной и перпендикулярной к продольной оси шатуна.
Если овальность шеек превышает допустимый размер или диаметр их меньше нижнего допуска соответствующей размерной группы, то коленчатый вал подлежит снятию (рис. 4/5) и перешлифовке на следующий ремонтный размер.
Рис. 2. Снятие масляного насоса дизеля Д-240/243 трактора МТЗ-80, МТЗ-82
1 — нагнетательный трубопровод; 2 — масляный насос
Рис.3. Замер диаметра шатунных шеек коленвала дизеля Д-240/243 трактора МТЗ-80, МТЗ-82
1 — микрометр; 2 — шатунная шейка коленчатого вала
Рис.4. Снятие коленвала дизельного двигателя Д-240/243 трактора МТЗ-80, МТЗ-82
Рис. 5. Снятие задней опоры коленчатого вала двигателя Д-240/243 трактора МТЗ-80, МТЗ-82
1 — задняя опора; 2 — болты крепления задней опоры
Номинальные и ремонтные размеры шатунных шеек коленчатого вала дизеля Д-240/243 трактора МТЗ-80, МТЗ-82
Обозначение размерной группы / Величина размера, мм
На практике, кроме ремонтных размеров (P1, Р2, Р3), чередуемых через 0,5 мм и определенных заводом-изготовителем двигателя Д-240/243 трактора МТЗ-80, МТЗ-82, при небольших износах шейки коленчатого вала перешлифовывают под дополнительные размеры (Д1, Д2, ДЗ), чередуемые с ремонтными размерами через 0,25 мм.
Аналогичным образом растачивают вкладыши ремонтных размеров под дополнительные размеры (Д1, Д2, ДЗ). Овальность шатунных шеек дизеля Д-240/Д-243 допускается не более 0,06 мм.
Дефектовка распределительного вала

Среди деталей двигателя именно распределительный вал Имеет кулачки, которые при вращении вала взаимодействуют с толкателями и обеспечивают выполнение машиной (двигателем) операций (процессов) по заданному циклу. является своеобразным «диспетчером» – он отвечает за порядок и продолжительность открывания клапанов. Если распредвал окажется сильно изношенным, двигатель не будет развивать полную мощность. А выход распредвала из строя, как правило, приводит к дорогому ремонту, вплоть до замены головки блока, клапанов и даже ремонта блока цилиндров. Грамотная дефектовка распределительного вала сбережёт немало времени и сил при ремонте.
Дефект 1. Сильный износ, задиры и царапины на поверхностях опорных шеек распределительного вала.
Дефект 2. Сильный износ и задиры на рабочих поверхностях кулачков распределительного вала.
Дефект 3. Прогиб распределительного вала.
Во всех вышеизложенных случаях обязательно проверяйте изгиб распределительного вала. Распределительный вал укладывается на призмы, установленные на металлической плите. С помощью стрелочного индикатора, установленного на стойке, проверяем прогиб опорных шеек, вращая распред вал рукой. Изгиб не должен превышать: для легковых моторов 0,05 мм; для грузовых моторов 0,1 мм. При большем прогибе распредвал подлежит замене!

Причина исчезновения компрессии — кривой распредвал. Fiat Fiorino III 1.3d
Дефект 4. Трещины распредвала.
Примечание: Как правило, в результате описанных причин происходит соударение поршней и клапанов. Через детали привода клапанов энергия ударов передается распредвалу, что может привести к образованию трещин. В большинстве случаев трещины приводят к поломке распредвала прямо во время работы двигателя.
Дефект 5. Выработка и царапины на поверхности под сальники распределительного вала.
Дефект 6. Разрушение шпоночных пазов и посадочных мест под установочные штифты, а также под шкивы или шестерни привода распредвала.
Дефект 7. Разрушение резьбы в крепёжных отверстиях.
Уважаемый посетитель! Мы физически не можем отвечать на каждый комментарий..
Для того, чтобы Вы могли самостоятельно (или с помощью ближайшего автосервиса) устранить неисправности дизеля, мы разработали ОнлайнДиагностику. Это интерактивное руководство, которое содержит все известные причины неисправностей дизельных двигателей и указывает пути достижения правильной работы конкретного двигателя.
Приглашаем вас воспользоваться ОнлайнДиагностикой прямо сейчас!
Ремонт постели распредвала Д240-Д245, Cummins ISX, Iveco

Начнем от простого к сложному.
Замена втулок распредвала Д240-245.
Нам разместили заказ на замену втулок распредвала в блоке двигателя Д 245
казалось бы ничего сложного — выбил втулки, забил втулки и все.
Есть маленькая трудность, новые втулки встречающиеся в продаже всего на 0.80 мм меньше требуемого размера. Соответственно после их установки в блок распредвал на свое место становится ну никак не хочет. Не входит просто.
Проведя измерения и выяснив, что втулки распредвала Д245, предоставленные заказчиком, требуют после установки на места проведения расточных работ мы решили выполнить эти работы на станке фирмы Rottler f79. Что у нас получилось.
Установка блока заняла достаточно продолжительное время, связанно это с конструктивными особенностями блока и отчасти с тем что выполняли мы подобную работу впервые.
Обратите внимание на форму привода для расточки. Это специальная версия для обработки отверстий для втулок и самих втулок распредвала. Вещь совсем недешевая, но иногда очень нужная. В нашем инструментальном парке присутствует с недавнего времени, с чем я себя и поздравляю.
Ремонт постели распредвала Cummins ISX (установка ремонтных втулок распредвала Cummins ISX)
Следующий случай оказался немного сложнее. Головка блока Cummins ISX. Причина обращения в ремонт повреждение посадочных отверстий втулок распредвала. Причина дефекта — масляное голодание.
Эта головка уже и размеров серьёзных да и стоимости совсем не маленькой.
 |
| Повреждения возникшие в следствии проворота втулки распредвала в головке блока цилиндров Cummins ISX |
|---|
Дефект выглядел достаточно тревожно.
Как то ни первый вариант ни второй ни нас, ни заказчика, совсем не устроили и понятно почему.
Решение проблемы было найдено через небольшой промежуток времени. Оказывается на данный двигатель Cummins ISX сторонним производителем изготавливаются втулки с наружным диаметром +1.00 мм от стандартного размера.
То есть втулки ремонтные. Официальный Cummins о наличие этого девайса скромно умалчивает. Оно и понятно. Гораздо приятнее продавать заказчику новую головку, чем какие-то семь биметаллических втулок.
 |
| Процесс обработки посадочных отверстий втулок распредвала Cummins ISX в ремонтный размер |
|---|
Снова используем станок фирмы Rottler.
 |
| Втулки распредвала и распредвал установлены в головку блока Cummins ISX |
|---|
И через один рабочий день работы закончены. Головка блока цилиндров восстановлена. И выглядит вот так:
Ремонт постели распредвала IVECO (замена втулок распредвала)

Снова большой грузовик. На этот раз головка блока цилиндров фирмы IVECO.

 |
| Внешний вид головки блока цилиндров IVECO и следы повреждений возникшие в результате проворота втулки распредвала |
|---|
Повреждения аналогичны предыдущим случаям — проворачивание втулки распредвала. Вот только одна проблема — производитель не предлагает ремонтных втулок распредвала. Обычно в таких случаях головку отправляли в утиль.
 |
| Процесс расточки отверстия в головке блока цилиндров IVECO для установки ремонтной вставки |
|---|
Мы решили попробовать восстановить поврежденную постель распредвала на этой головке IVECO. Сначала расточили поврежденную увеличив диаметр отверстия.

А затем изготовили ремонтный вкладыш из материала аналогичного материалу головки IVECO. И установили его на место поврежденного материала.
 |
| Вставка установлена на место растачиваем размер под стандартную втулку |
|---|
После всех вышеперечисленных работ были установлены новые втулки распредвала.
Проведенные нами работы показывают, что невосстановимых для нас дефектов становится все меньше и меньше!
Технологический процесс дефектации распредвал двигателя д 240
ТЕХНОЛОГИЯ РЕМОНТА ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
1.Краткая характеристика деталей ГРМ.
Головки цилиндров тракторных двигателей изготавливаются литьем из чугуна. Крепится головка к блоку цилиндров при помощи шпилек или болтов. Уплотнение между головкой и блоком достигается при помощи прокладки из жаростойкого материала (металлоасбест). В головке цилиндров выполнены отверстия для установки форсунок, полости для циркуляции охлаждающей жидкости. На верхней плоскости головки смонтирован клапанный механизм и детали его привода. Внутри головки выполнены газоходы для впуска в цилиндр воздуха и выпуска выхлопных газов. В посадочных местах клапанов установлены гнезда из жаростойкого чугуна.
Распределительный вал изготавливают штамповкой из углеродистой стали. Он состоит из кулачков, управляющих движением клапанов и опорных шеек. Поверхности опорных шеек и кулачков закаливают и полируют. Число кулачков соответствует удвоенному числу цилиндров, а их профили – принятым фазам газораспределения и кинематике механизма привода. Взаимное расположение кулачков определяется расположением цилиндров и порядком их работы.
Распределительный вал устанавливают на втулках в расточках блока у двигателей Д-65Н. Д-240, А – 41 или в развале блока – у двигателей СМД-60, СМД-62.
Толкатели передают движение от кулачков распределительного вала на штанги. Их изготавливают из стали. Они могут быть цилиндрическими с возвратно-поступательным движением (Д-65Н, Д-240, СМД-60) или консольными качающимися (А-41). Цилиндрические толкатели изготавливают с плоским (СМД-60) или сферическим (Д-240) днищем, которым они опираются на поверхность кулачка. При сферическом днище толкателя кулачки распределительного вала выполняют с наклоном и точка касания толкателя и кулачка смещена относительно оси толкателя, что при работе вызывает вращение толкателя и равномерный износ по кольцу его днища. При плоском днище ось толкателя смещают относительно середины кулачка, что вызывает его вращение, и обеспечивает равномерный износ. Трущиеся поверхности толкателя цементируют и закаливают до высокой твердости.
Штанги передают движение от толкателя на коромысла. Изготавливают их из стальных трубок или прутков (Д-240) со сферическими наконечниками, которые термически обработаны до высокой твердости. Наконечники выполняют с выпуклой (СМД-60) или вогнутой (Д-240) сферической поверхностью.
Коромысла клапанов представляют собой двуплечий рычаг с коротким плечом, обращенным к штанге. Соотношение плеч коромысла 1 : (1,5…1,8), что уменьшает действие сил инерции и при установленных размерах кулачков позволяет получить достаточное опускание клапанов (13,0…13,5 мм). Коромысла изготавливают из легированной стали точной отливкой.
На коротком плече коромысла установлен регулировочный винт со сферической поверхностью, куда входит наконечник штанги.
Длинное плечо коромысла заканчивается бойком с цилиндрической поверхностью, что обеспечивает минимальные радиальные нагрузки на стержень клапана. Коромысла устанавливают во втулках на полой оси, которую изготавливают из стальных трубок.
Клапаны состоят из тарелки и стержня. С учетом нагрева до 600оС клапаны изготавливают из легированных жаропрочных сталей: впускной – из хромистых, выпускной – из специальных сплавов. Поверхности фасок выпускных клапанов наплавляют сплавом на основе кобальта (СМД-60, СМД-62). Фаски клапанов для уплотнения притирают к поверхности седел, запрессованных в гнезда клапанов в головке цилиндров.
Клапаны перемещаются в направляющих втулках, установленных с натягом в отверстиях головки цилиндров. С учетом работы втулок в условиях высоких температур и недостаточного смазывания их изготавливают из стали с покрытием из фосфористой бронзы (Д-240), чугуна (А-41), металлокерамики (СМД-60).
Пружины служат для закрытия клапанов и плотного удержания их в таком положении. Обычно применяют по две пружины на один клапан, что уменьшает возможность резонанса и повышает надежность работы. В верхней части пружина упирается в тарелку, которая с помощью сухариков закреплена на стержне клапана. Между сухариками и тарелкой (А-41,СМД-60) устанавливают конусную каленую втулку, которая дает возможность при работе поворачиваться клапанам относительно оси при посадке на фаску. Этим достигается равномерный износ торца стержня клапана и лучшая герметичность уплотнения клапанов. Внизу пружина опирается на опорную шайбу.
Таблица 1. Основные показатели технической характеристики газораспределительного механизма.
Чертеж распределительного вала Д-240

Рабочий чертеж распределительного вала двигателя Д-240, с указанием основных дефектов. и технических требований на приемку на восстановления. Сталь 15 НМ ГОСТ 4543-71
ФГБОУ ВПО ОмГАУ им. П.А. Столыпина ФТС в АПК
Состав: рабочий чертеж 
Софт: Компас v13

Автор: belaya
Дата: 2012-06-07
Просмотры: 17 575
313  Добавить в избранное
Добавить в избранное
Еще чертежи и проекты по этой теме:

Состав: Распредвал двигателя ЯМЗ 7511.10

Софт: КОМПАС-3D v13 Home

Состав: Теоретическая индикаторная диаграмма, диаграмма сил инерции, схема КШМ, свободный график сил

Софт: КОМПАС-3D 13 SP2
Состав: ПД (СБ), Спецификация, Операционная карта (ОП), Маршрутная карта (МК)

Софт: Компас-3D 13 SP1
Состав: Двигатель Д-240 (продольный разрез), Спецификация, График загрузки мастерской, Планировка ремонтной мастерской (РМ), Восстанавливаемая деталь (головка), ПЗ
Автор: belaya
Дата: 2012-06-07
Просмотры: 17 575
313 Добавить в избранное
Источники информации:



