Как нарезать резьбу вручную? Обзор резьбонарезного инструмента.

Содержание:
От крепежных элементов до рабочих узлов типа винтовой пары – все эти соединения имеют резьбу. Со временем она изнашивается, особенно, если крепеж находится под нагрузкой, например, шпильки ступицы автомобиля, гайки, болты и т.д. Тогда требуется замена износившейся детали, но не всегда удается найти новую, подходящую по параметрам. В таких случаях многие мастера нарезают резьбу вручную с помощью специального резьбонарезного инструмента – метчиков, плашек и клуппов.
Изготавливается резьбонарезной инструмент из быстрорежущей стали или твердосплавных металлов, имеет острые режущие кромки специальной формы и размера, благодаря чему получается точно подходящая под параметры резьба. Инструменты различаются по шагу, длине и направлению нарезаемой резьбы. Но основное их отличие в том, что одни предназначены для выполнения внутренней резьбы, другие – для наружной. О каждом их виде мы расскажем подробнее.
Выполнение внутренней резьбы метчиком
Когда нужно нарезать резьбу внутри цилиндрических деталей, крепежных элементов и посадочных отверстий, используют метчик. Он представляет собой металлический стержень, рабочая часть которого имеет режущую кромку в виде поперечных насечек или винтовой линии. Прежде чем нарезать резьбу, в детали рассверливается отверстие, причем, его диаметр должен быть на 0,3-0,7 мм меньше, чем требуемый диаметр резьбы (это зависит от того, с каким металлом Вы работаете). В метчикодержателе закрепляется черновой метчик, который вкручивается в подготовленное отверстие – он снимает до 75% материала. После этого необходимо пройтись чистовым метчиком, который снимет оставшиеся 25% материала и доведет резьбу до нужных параметров.
Тонкости нанесения наружной резьбы плашкой и клуппом

Наружную резьбу, в отличие от внутренней, нарезают по другому принципу. Деталь обрабатывают по наружной поверхности, ее обтачивают до достижения необходимого диаметра. Этот показатель не должен превышать значение внутреннего диаметра плашки, но должен быть на 0,1-0,4 мм больше требуемого окончательного диаметра. Чтобы облегчить процесс нарезания резьбы, нужно снять фаску с края заготовки – так резцам инструмента будет легче сделать первые насечки. Для разных цилиндрических заготовок используют разный резьбонарезной инструмент.
Плашки применяются практически для любых изделий: крепежных шпилек, буксировочных проушин, труб, болтов и т.д. С их помощью можно нарезать стандартную метрическую резьбу диаметром от 4 до 20 мм.

По форме плашка напоминает гайку, только внутри у нее имеются режущие кромки, а для отведения стружки предусмотрены специальные отверстия. Различают разрезные плашки и цельные. Последние надежнее фиксируют заготовку и нарезают резьбу точнее, поэтому выполненные элементы можно использовать в ответственных соединениях.
Клуппы по форме напоминают плашку, только, у них есть еще дополнительные элементы: планшайбы, прижимные кольца и прижимные болты. В них заготовка фиксируется очень надежно, и удается добиться высокоточной резьбы. Эти инструменты используются для нарезания дюймовой резьбы на водопроводных трубах.
Чтобы нарезать резьбу плашкой или клуппом, нужно закрепить инструмент в специальном держателе. Затем он центрируется на заготовке и наворачивается на нее, вращение создается за счет вращения рукояти держателя. Первые режущие кромки нарезают «черновую» резьбу, а остальные уже доводят ее до чистовой. Наворачивание должно быть плавным, без резких движений и излишних усилий, тогда витки резьбы будут аккуратными.
5 советов по успешному выполнению работ
Мы рассказали об особенностях нарезания внутренней и наружной резьбы разными видами инструмента. Но есть общие требования по их использованию. Наши рекомендации помогут Вам избежать ошибок при работе, и Вы получите качественную резьбу с первого раза.
Совет 1: подобрать резьбонарезной инструмент под параметры резьбы
Основными параметрами являются диаметр, шаг и направление резьбы. Как правило, на поверхности плашек и метчиков высечены значения, например, М8×1,25. По направлению резьба бывает правая и левая. Например, гайка с правой резьбой наворачивается на винт при вращении по часовой стрелке, с левой резьбой – против часовой стрелки. Соответственно, для нарезания правой резьбы используются резьбонарезные приспособления с направлением режущих кромок по часовой стрелке, для левой – против часовой стрелки.
Совет 2: надежно зафиксировать обрабатываемую заготовку
Для этого Вам понадобятся слесарные тиски. Деталь нужно установить в тисках так, чтобы было удобно центрировать резьбонарезной инструмент. Так удастся добиться плавного хода при нарезании резьбы и получить ровный виток без перекосов.
Совет 3: использовать смазку
Чтобы обеспечить легкое вхождение режущих кромок инструмента в основание заготовки, нужно смазать рабочую часть и обрабатываемую поверхность маслом. Подбирайте смазку, исходя из того, с каким материалом Вы работаете. Например, минеральные составы подходят для нержавеющей стали и цветных металлов, синтетические универсальны и могут применяться при изготовлении практически любых деталей. Масло снизит трение, что облегчит нарезание резьбы, а также поможет сохранить режущие свойства кромок инструмента.
Совет 4: удалять стружку в процессе работы
При нарезании резьбы и при образовании витка с обрабатываемой поверхности снимается материал. Скопление металлической стружки может привести к тому, что инструмент застрянет и сломается. Поэтому нужно своевременно ее удалять: при работе с метчиком делать несколько возвратных прокручиваний, а при работе с плашкой избегать чрезмерного скопления стружки в стружкоотводящих отверстиях.
Совет 5: использовать только качественный инструмент
Это одно из «золотых правил» при нарезании резьбы. Ведь некачественные инструменты очень ненадежны: они ломаются, резьба может быть неаккуратной или не подходящей по параметрам, иногда плашкой даже невозможно нарезать первые витки, так как прочность кромок не соответствует стандарту. С фирменным инструментом такого не произойдет, так как он изготавливается из прочного качественного металла и строго отвечает требованиям ГОСТа.

Когда Вы знаете, с помощью каких инструментов нарезать внутреннюю и внешнюю резьбу, остается только подобрать подходящие для Вашего рода деятельности.
Например, при проведении сантехнических работ пригодятся клуппы. Вы можете купить их по отдельности, исходя из диаметра труб, с которыми приходится работать чаще всего, или купить клуппы в наборе, например, FIT 70003, MATRIX SPARTA 773355.
Для слесарных и авторемонтных работ могут потребоваться как плашки, так и метчики, ведь приходится нарезать и внешнюю резьбу (на шпильках, болтах, винтах), и внутреннюю (в гайках, свечных отверстиях). Поэтому лучше купить набор резьбонарезного инструмента, в котором есть все необходимые приспособления для широкого спектра работ, например, набор с металлорежущим инструментом ЗУБР 32 предмета 28129-H32 или FIT Профи, 70805 на 20 предметов. Все наборы поставляются в кейсах, поэтому приспособления удобно хранить и перевозить.
Если же Вам нужен резьбонарезной инструмент для единичного использования, например, нарезать резьбу на нескольких трубах для водопровода на даче, то можно купить один клупп нужного диаметра и клупподержатель к нему.
В нашем интернет-магазине представлены более 200 наименований резьбонарезного инструмента, как в наборах, так и поштучно. Мы предлагаем изделия ведущих производителей: FIT, Jonnesway, Gerat, MATRIX и других. Вы легко подберете то, что нужно для успешного выполнения работ. Заказ можно оформить через сайт или по телефону: 8-800-333-83-28.
Способы нарезки резьбы
Нарезка резьбы требуется для изготовления из заготовок крепёжных элементов или креплений различных конструкций. Для этого нужно минимальное количество инструментов, технология проста в реализации, наличие опыта не обязательно. Точное соблюдение базовых правил нарезки позволят формировать резьбу высокого качества.
 Станок для нарезки резьбы
Станок для нарезки резьбы
Основные способы нарезки
Способы резьбовой нарезки:
Для нарезания наружной резьбы используются резцы, плашки, фрезы, круги, а внутренних – метчиками.
Чем нарезать резьбу
Чтобы нарезать резьбу, потребуются следующие инструменты:
Машинно-ручные метчики предназначены для ручного применения или закрепления в патроне дрели. Для машинного использования конструкции отличаются удлинённым хвостовиком. Установить на него держатель метчиков для ручной резьбовой нарезки не получится.
Как правильно определить диаметр отверстия
Перед выполнением нарезки внутренней резьбы требуется заранее проделать в заготовке отверстие. Его размеры необходимо подбирать строго, так как превышение оптимального значения не позволит создать прочное соединение болтом, а снижение – повысит вероятность повреждения инструмента при работе.
Для определения диаметра отверстия под стандартную резьбу понадобится использование справочников. Для создания нестандартных резьб необходимо провести простые вычисления: из диаметра вычесть размер шага.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Методы нарезания резьбы
.jpg) Нарезание наружной и внутренней резьбы представляет собой обработку стержня или отверстия детали, при которой применяются резьбонарезные инструменты. Резьба представляет собой спираль, основанием которой служит коническая или цилиндрическая поверхность с винтовой линией с постоянным шагом. Она является обязательной частью болтов, гаек, труб и т. д. Резьбу можно классифицировать по нескольким параметрам:
Нарезание наружной и внутренней резьбы представляет собой обработку стержня или отверстия детали, при которой применяются резьбонарезные инструменты. Резьба представляет собой спираль, основанием которой служит коническая или цилиндрическая поверхность с винтовой линией с постоянным шагом. Она является обязательной частью болтов, гаек, труб и т. д. Резьбу можно классифицировать по нескольким параметрам:
Технология нарезания резьбы имеет несколько способов:
Резьба может быть внутренней или наружной
Метчики, гребёнки и резцы – это приспособление для нарезания резьбы внутренней. Диаметры отверстий под нарезание резьбы до 50 мм получаются при использовании метчиков. Большую популярность имеют машинные, гаечные и ручные метчики.
Для нарезания резьбы используются разные виды инструментов. Один из самых популярных инструментов – это токарный станок. Режимы резания при нарезании резьбы на станке с ЧПУ выставляются на основе общемашиностроительных нормативов режимов резания. Режимы полных возможностей токарного станка должны быть в самом начале при обтачивании торцевых и наружных поверхностей.
Для качественной резьбы нужно качественно подобрать диаметр стержня и сверла для подготовки отверстия. Считается, что наружный диаметр резьбы должен быть на 0,3- 0,4 мм больше диаметра стержня. Для примера ниже представлена таблица для нарезания резьбы метрической (нарезается плашками):
Разъемные соединения. Резьба
Введение
Детали в машинах и механизмах каким-либо образом соединены друг с другом. Данные соединения выполняют различные функции. Соединения делят на два типа: подвижные и неподвижные, которые, в свою очередь подразделяются на разъемные и неразъемные.
Разъемными называют соединения, повторная сборка и разборка которых возможна без повреждения (разрушения) их составных частей. К ним относятся резьбовые, шпоночные, штифтовые, шлицевые и другие виды соединений.
5.1 Резьбы
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
5.1.1 Классификация
5.1.2 Профили и параметры резьбы
5.1.2.1 Профили резьбы
Резьба образуется при винтовом движении некоторой плоской фигуры, задающей так называемый профиль резьбы, расположенной в одной плоскости с осью поверхности вращения (осью резьбы).
Профили резьбы характеризуются следующими особенностями:
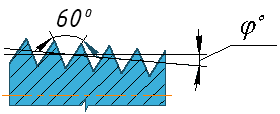
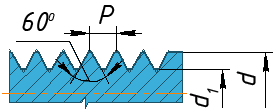 |  Резьба метрическая (треугольная) |
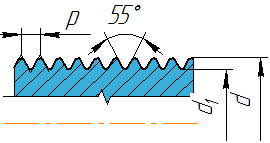 |  Резьба трубная цилиндрическая |
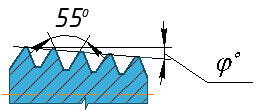 |  Резьба трубная коническая |
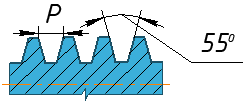
 |  Резьба дюймовая коническая |
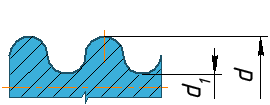 |  Резьба круглая |
 |  Резьба трапецеидальная |
 |  Резьба упорная |
 |  Резьба прямоугольная нестандартная |
Рисунок 5.2 — Типы и параметры резьб
5.1.2.2 Параметры резьбы
Диаметр резьбы (d) — диаметр поверхности, на которой будет образована резьба.
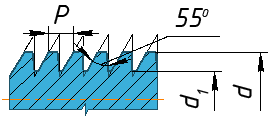
Шаг резьбы (Р) — расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси вращения (ГОСТ 11708-82).
Ход резьбы — относительное осевое перемещение детали с резьбой за один оборот, равное произведению nР, где n – число заходов резьбы. У однозаходной резьбы ход равен шагу.
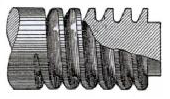
Резьбу, образованную движением одного профиля, называют однозаходной , образованную движением двух, трех и более одинаковых профилей, называют многозаходной (двух-, трехзаходной и т.д.).
5.1.3 Назначение резьбы и ее элементы
| Тип резьбы | Буквенное обозначение | Назначение |
|---|---|---|
| Метрическая | М… | Резьба общего назначения, стандартные крепежные изделия |
| Метрическая коническая | МК… | Приборостроение |
| Трапецеидальная | Tr… | Ходовые винты, передающие возвратно-поступательное движение |
| Упорная | S… | Механизмы с большим осевым усилием (винтовые прессы, домкраты) |
| Трубная цилиндрическая | G… | Соединение труб, фитинги, вентили |
| Трубная коническая | R… (наружная) Rc… (внутренняя) | Соединение труб при больших давлениях и температурах (повышенная герметичность) |
| Круглая для электротехнической арматуры | E… | Патроны, цоколи |
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для изготовления большинства стандартизованных резьб широко применяется нарезание резьбы плашками или метчиками.
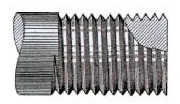
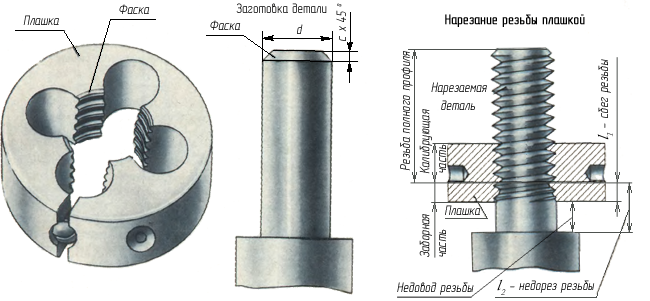
Плашка применяется для нарезания наружной резьбы на заранее подготовленной заготовке детали, диаметр которой определяется диаметром и шагом нарезаемой резьбы.
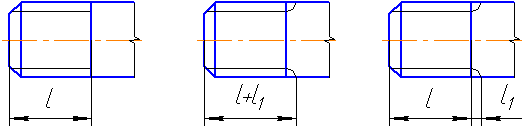
Рабочая (режущая) поверхность плашки имеет коническую заборную часть (фаску) и цилиндрическую калибрующую часть, обеспечивающую нарезание резьбы необходимого размера. В результате наличия заборной части на нарезаемом стержне в конце резьбы остается участок l1 с постепенно уменьшающимся по высоте профилем (Рисунок 5.3, в). Этот участок с неполной резьбой называется сбегом резьбы . Резьба полного профиля, определяемая калибрующей частью плашки, заканчивается на стержне там, где начинается сбег резьбы. В случае, когда нарезаемая часть стержня ограничивается какой-либо опорной поверхностью (буртиком, головкой, заплечиком и т.п.), при нарезании резьбы плашка (во избежание поломки) обычно не доводится до упора в эту поверхность.
При этом на стержне остается участок, называемый недоводом резьбы . Сбег плюс недовод образуют недорез резьбы l2 (Рисунок 5.3, в).
 | ||
| а | б | в |
Рисунок 5.3 — Нарезание резьбы на стержне
Метчик (Рисунок 5.4) применяется для нарезания внутренней резьбы в заранее просверленном отверстии, диаметр d1 которого выбирается в зависимости от шага и диаметра нарезаемой резьбы (см. таблицу 5.2. (ГОСТ 19257-73. Отверстия под нарезание метрической резьбы)).
| Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 | Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 |
|---|---|---|---|---|---|
| 1 | 0,2 | 0,80 | 10 | 0,5 | 9,50 |
| 0,25 | 0,75 | 0,75 | 9,25 | ||
| 1,1 | 0,2 | 0,90 | 1 | 9,00 | |
| 0,25 | 0,85 | 1,25 | 8,80 | ||
| 1,2 | 0,2 | 1,00 | 1,5 | 8,50 | |
| 0,25 | 0,95 | 11 | 0,5 | 10,50 | |
| 1,4 | 0,2 | 1,20 | 0,75 | 10,25 | |
| 0,3 | 1,10 | 1 | 10,00 | ||
| 1,6 | 0,2 | 1,40 | 1,25 | 9,50 | |
| 0,35 | 1,25 | 12 | 0,5 | 11,50 | |
| 1,8 | 0,2 | 1,60 | 0,75 | 11,25 | |
| 0,35 | 1,45 | 1 | 11,00 | ||
| 2 | 0,25 | 1,75 | 1,25 | 10,80 | |
| 0,4 | 1,60 | 1,5 | 10,50 | ||
| 2,2 | 0,25 | 1,95 | 1,75 | 10,20 | |
| 0,45 | 1,75 | 14 | 0,5 | 13,50 | |
| 2,5 | 0,35 | 2,15 | 0,75 | 13,25 | |
| 0,45 | 2,05 | 1 | 13,00 | ||
| 3 | 0,35 | 2,65 | 1,25 | 12,80 | |
| 0,5 | 2,50 | 1,5 | 12,50 | ||
| 3,5 | 0,35 | 3,15 | 2 | 12,00 | |
| 0,6 | 2,90 | 15 | 1 | 14,00 | |
| 4 | 0,5 | 3,50 | 1,5 | 13,50 | |
| 0,7 | 3,30 | 16 | 0,5 | 15,50 | |
| 4,5 | 0,5 | 4,00 | 0,75 | 15,25 | |
| 0,75 | 3,75 | 1 | 15,00 | ||
| 5 | 0,5 | 4,5 | 1,5 | 14,50 | |
| 0,8 | 4,20 | 2 | 14,00 | ||
| 5,5 | 0,5 | 5,00 | 17 | 1 | 16,00 |
| 6 | 0,5 | 5,50 | 1,5 | 15,50 | |
| 0,75 | 5,25 | 18 | 0,5 | 17,50 | |
| 1 | 5,00 | 0,75 | 17,25 | ||
| 7 | 0,5 | 6,50 | 1 | 17,00 | |
| 0,75 | 6,25 | 1,5 | 16,50 | ||
| 1 | 6,00 | 2 | 16,00 | ||
| 8 | 0,5 | 7,50 | 2,5 | 15,50 | |
| 0,75 | 7,25 | 20 | 0,5 | 19,50 | |
| 1 | 7,00 | 0,75 | 19,25 | ||
| 1,25 | 6,80 | 1 | 19,00 | ||
| 9 | 0,5 | 8,50 | 1,5 | 18,50 | |
| 0,75 | 8,25 | 2 | 18,00 | ||
| 1 | 8,00 | 2,5 | 17,50 | ||
| 1,25 | 7,80 |
| Размеры, мм | |||||||
|---|---|---|---|---|---|---|---|
| Шаг резьбы (Р) | 0,75 | 0,8 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 |
| Глубина фаски | 1,0 | 1,0 | 1,0 | 1,6 | 1,6 | 1,6 | 2,0 |
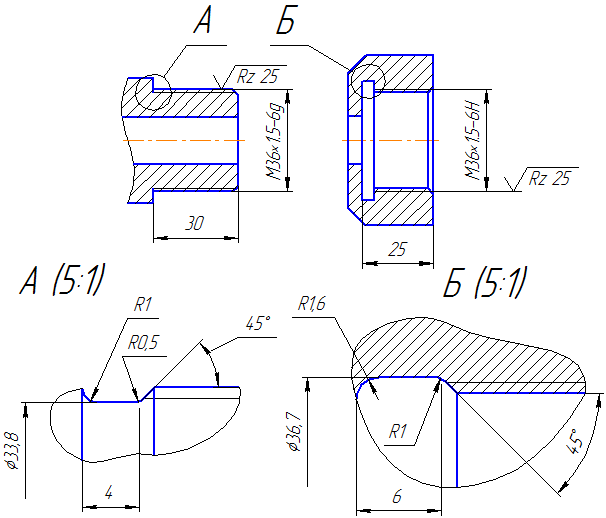
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (Рисунок 5.5, а), а для внутренней резьбы — немного больше наружного диаметра резьбы (Рисунок 5.5, б).
Размеры фасок, сбегов, недорезов, проточек стандартизованы ГОСТ 10549-80* — Выход резьбы. Сбеги, недорезы, проточки и фаски и ГОСТ 27148-86 — Изделия крепежные. Выход резьбы. Сбеги, недорезы, проточки. Размеры.
 | |
| а | б |
Рисунок 5.5 — Наружная и внутренняя проточки
5.1.4 Изображение и обозначение резьбы на чертежах
Правила изображения и нанесения обозначения резьбы на чертежах устанавливает ГОСТ 2.311-68*.
Резьбу изображают:
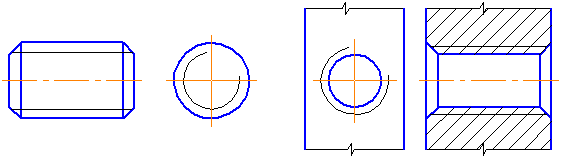
а) на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями – по внутреннему диаметру на всю длину резьбы, включая фаску. На изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте, но не по осям (Рисунок 5.6, а);
б) в отверстии – сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями – по наружному диаметру. На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте (Рисунок 5.6,б).
 | |
| а | б |
Рисунок 5.6 — Изображение резьбы на чертежах: наружная — на стержне (а), внутренняя — в отверстии (б)
Сплошную тонкую линию на изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы. Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной или штриховой линией, если резьба изображена как невидимая (Рисунок 5.7, 5.8), где lст — длина стержня на которой нарезается резьба, lсв — глубина сверления отверстия под резьбу. 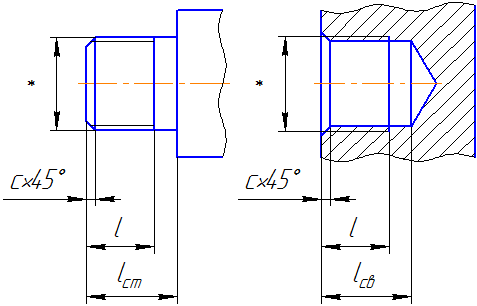
Рисунок 5.7 — Изображение видимой границы резьбы
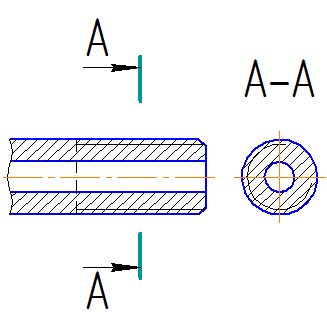
Рисунок 5.8 — Изображение невидимой границы резьбы
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержнях и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной основной линии.
Размер длины резьбы с полным профилем (без сбега l) на стержне и в отверстии указывают, как показано на Рисунке 5.7, 5.9.
При необходимости указания величины сбега на стержне размеры наносят, как показано на Рисунке 5.9,в. Сбег резьбы изображают сплошной тонкой линией, проведенной либо по радиусу, либо отрезком примерно под углом 30 0 (Рисунки 5.9,б).
 | ||
| а | б | в |
Рисунок 5.9 — Изображение сбега резьбы, размер длины резьбы
Недорез резьбы, выполненной до упора, изображают как показано на Рисунке 5.7. Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную к оси стержня или отверстия, не изображают (Рисунки 5.6, а, б). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
На разрезах резьбового соединения в изображении на плоскости, параллельной к его оси, в отверстии показывают только часть резьбы, которая не закрыта резьбой стержня (Рисунки 5.10).
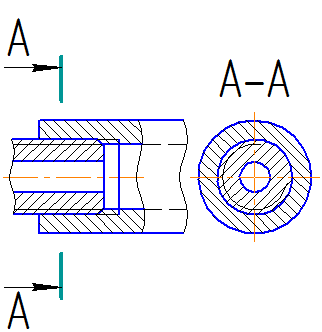
Рисунок 5.10 — Изображение резьбового соединения
Обозначения резьбы указывают по соответствующим стандартам на размеры и предельные отклонения резьбы и относят их для всех резьб, кроме конических и трубной цилиндрической, к наружному диаметру, как показано на Рисунках 5.4, 5.11.
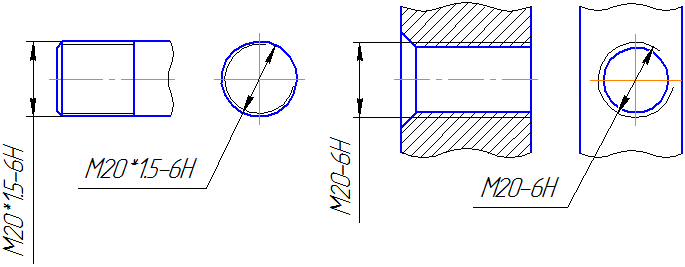 | |
| а | б |
Рисунок 5.11 — Нанесение размеров на резьбу
Обозначение конических резьб и трубной цилиндрической резьбы наносят, как показано на Рисунке 5.12.
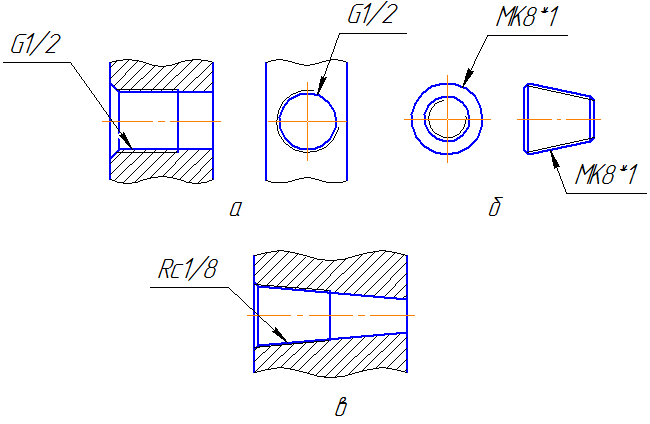
Рисунок 5.12 — Нанесение размеров на трубную и коническую резьбы
5.1.5 Крепежные резьбы
5.1.5.1 Резьба метрическая
Метрическая резьба наиболее широко используется в технике.
Профиль резьбы (Рисунок 5.2) установлен в ГОСТ 9150-81; основные размеры (номинальные значения) наружного, среднего и внутреннего диаметров резьбы – в ГОСТ 24705-2004; диаметры и шаги — ГОСТ 8724-81 (Приложение А) — см. таблицу 5.6.
В условное обозначение входит буква М. Метрическую резьбу выполняют с крупным (единственным для данного диаметра резьбы) и мелкими шагами, которых для данного диаметра может быть несколько. Поэтому в обозначении метрической резьбы крупный шаг не указывают, а мелкий указывают обязательно.
Обозначение: М20х1,5-6g – метрическая наружная резьба (на стержне) диаметром 20 мм с мелким шагом, равным 1,5 мм (рис. 5.11, а); М20 LH-6g – то же левая, с крупным шагом; М20х1,5 LH-6g – то же с мелким шагом; М20-6Н – внутренняя резьба (в отверстии) с крупным шагом (рис. 5.11, б). Указание поля допуска резьбы обязательно.
5.1.5.2 Резьба метрическая коническая
Метрическая коническая резьба (ГОСТ 25229-82) применяется для соединения трубопроводов.
Обозначение: МК8*1 — метрическая коническая диаметром 8 мм, измеряемым в основной плоскости и шагом 1 мм (рис. 5.12, б).
5.1.5.3 Резьба трубная цилиндрическая
Трубную цилиндрическую резьбу по ГОСТ 6357-81 применяют на водогазопроводных трубах, частях для их соединения (муфтах, угольниках, крестовинах и т.д.), трубопроводной арматуре (задвижках, клапанах и т.д.).
Профиль трубной цилиндрической резьбы представлен на Рисунке 5.2.
В условное обозначение входит буква G, размер резьбы в дюймам, класс точности среднего диаметра резьбы – А или В (менее точный) и длина свинчивания в мм, если она превосходит нормальную, установленную стандартом.
Пример: G 1/2 (рис. 5.12, а), G 1/4-А, G 1/2 LH-А, G 3/8-А-20.
Если для метрической резьбы указываемый в обозначении размер диаметра соответствует его действительному размеру (без учета допуска), то в трубной резьбе указываемый в обозначении ее размер в дюймах приблизительно равен условному проходу трубы (номинальному внутреннему диаметру, по которому рассчитывают ее пропускную способность), переведенному в дюймы.
Например, G1 обозначает размер трубной резьбы, нарезанной на наружной поверхности трубы, имеющей условный проход в 25 мм, т.е. примерно 1 дюйм. Фактически наружный диаметр трубы равен 33,249 мм, т.е. больше на две толщины стенки трубы — таблица 5.5.
Поэтому обозначение размера трубной резьбы наносят на полке линии-выноски (Рисунок 5.13).
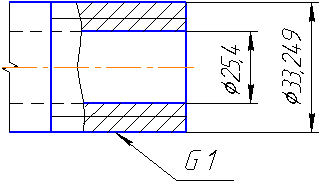
Рисунок 5.13 — Обозначение трубной резьбы
5.1.5.4 Резьба трубная коническая
Трубную коническую резьбу по ГОСТ 6211-81 применяют в соединениях труб при больших давлениях и температуре, когда требуется повышенная герметичность соединения.
Профиль резьбы см. на Рисунке 5.2. Так как диаметр конической резьбы непрерывно меняется, то ее размер относят к сечению в основной плоскости (примерно посередине длины наружной резьбы). В этом сечении диаметр конической резьбы равен диаметру трубной цилиндрической резьбы (Рисунок 5.14). Положение основной плоскости указывается на рабочем чертеже (берется из стандарта).
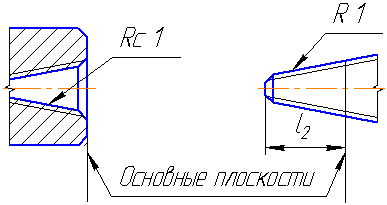
Рисунок 5.14 — Обозначение трубной конической резьбы
Наружная резьба обозначается буквой R, внутренняя – Rc.
В обозначение трубной конической резьбы входит буква R(Rc) и размер в дюймах без указания размерности.
Пример: R 1 1/2 LH — наружная левая, Rс 1/8 – внутренняя (рис. 5.12, в).
5.1.5.5 Резьба коническая дюймовая
Коническую дюймовую резьбу (ГОСТ 6111-52) применяют в соединениях топливных, масляных, водяных, воздушных трубопроводов машин и станков при невысоких давлениях.
Профиль резьбы представлен на Рисунке 5.2.
Обозначение состоит из буквы К и размера резьбы в дюймах с указанием размерности, наносится на полке линии-выноски, как и у трубных резьб.
Пример: К 3/4″ ГОСТ 6111-52.
5.1.5.6 Резьба круглая
Круглую резьбу применяют для шпинделей вентилей смесителей по ГОСТ 19681-94 (Арматура санитарно-техническая водоразборная) и водопроводных кранов по ГОСТ 20275-74.
В обозначение круглой резьбы входят буквы Кр, номинальный диаметр резьбы в мм, шаг резьбы в мм и ГОСТ 13536-68.
Пример: Кр 12х2,54 ГОСТ 13536-68, где 2,54 – шаг резьбы в мм, 12 – номинальный диаметр резьбы в мм. ГОСТ 13536-68 определяет профиль, основные размеры и допуски круглой резьбы.
5.1.6 Ходовые резьбы
5.1.6.1 Резьба трапецеидальная
Профиль резьбы представлен на Рисунке 5.2.
Основные размеры, диаметры, шаги, допуски однозаходной резьбы стандартизованы соответственно ГОСТ 24737-81, 24738-81, 9562-81.
Для многозаходной резьбы эти параметры находятся в ГОСТ 24739-81*.
Условное обозначение однозаходной резьбы состоит из букв Тr, значения номинального диаметра резьбы, шага, поля допуска.
Пример: Тr 40х6-8е – трапецеидальная однозаходная наружная резьба диаметром 40 мм с шагом 6 мм, Тr 40х6-8е-85 – то же длина свинчивания 85 мм, Тr 40х6LH-7Н – то же для внутренней левой.
В условное обозначение многозаходной резьбы добавляется числовое значение хода: Тr 20х8(Р4)-8е – трапецеидальная многозаходная наружная резьба диаметром 20 мм с ходом 8 мм и шагом 4 мм.
5.1.6.2 Резьба упорная
Применяется на винтах, подверженных односторонне направленные усилиям, например в домкратах.
Профиль по ГОСТ 10177-82 резьбы на Рисунке 5.2.
В обозначение упорной резьбы входит буква S, номинальный диаметр в мм, ход в мм, шаг в мм (у многозаходных резьб).
Пример: S 80х20 – 7h; S 80х20LН – 7h; S 80х20 (Р5) – 7h, где 80 — номинальный диаметр в мм, 20 – ход в мм, 5 – шаг в мм (у четырехзаходной резьбы).
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром, обозначают: Сп М40х1,5 — 6g.
5.1.6.3 Резьба прямоугольная
Применяется в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. Так как профиль этой резьбы не стандартизован, то на чертеже приводят все данные, необходимые для ее изготовления (Рисунок 5.15).
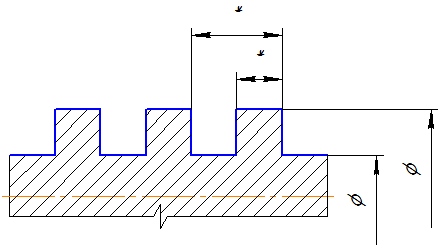
Рисунок 5.15 — Нанесение размеров на прямоугольную резьбу



