Какое масло заливать в токарный станок: описание, виде уроки
Ресурс работы токарного оборудования во многом зависит от надлежащего функционирования смазочной системы узлов, поверхность которых пребывает в постоянном трении друг о друга. Своевременное смазывание продлевает работоспособность станков, снижает их потребляемую мощность, уменьшает нагрузку на детали, сокращает их износ. Кроме того, использование качественных смазочных материалов положительно влияет на качество точения, КПД, позволяет поддерживать температуру агрегатов в заданном спектре. Решающими являются такие факторы, как исправность системы и выбор подходящего масла.
Системы смазки узлов токарного станка
В основе работы смазочных устройств, доставляющих масло в требуемую точку, лежат простейшие законы физики:
Способы смазки токарного станка
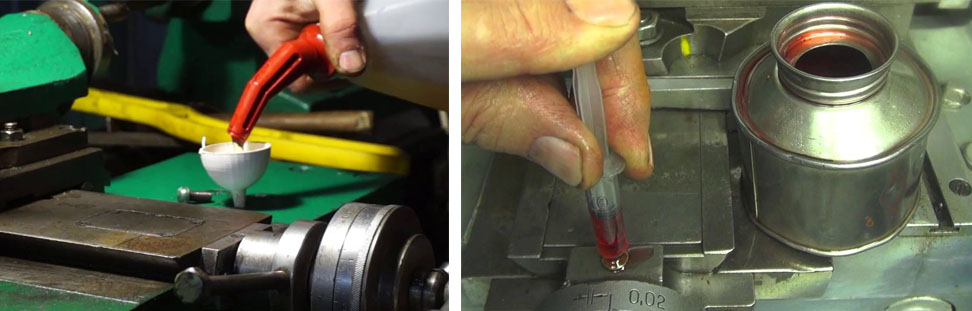
1. Периодическая ручная смазка – производится через закрытые при работе станка технологические отверстия. Для ее выполнения используется шприц или масленка. Для доставки жидкости в труднодоступные места применяется поршневой ручной насос.
2. Капельный или фитильный способ – производится посредством капельных или фитильных масленок путем заполнения специальных емкостей. Из последних смазка непрерывно подается на поверхность деталей за счет капиллярных сил.
3. Циркуляционная смазка – производится посредством работы гидронасоса, который подает масло под давлением прямо к деталям. Жидкость стекает естественным образом. Количество подаваемой смазки регулируется специальными устройствами.
4. Картерный способ – производится посредством разбрызгивания масла быстродвижущейся крыльчаткой или погруженной в смазывающее вещество шестерней, соединенной с вращающимися деталями оборудования.
5. Комбинированная смазка – применяется в тех случаях, когда перечисленные способы по отдельности не могут обеспечить оптимальное смазывание механизмов и деталей.
Масло в токарном станке выполняет следующие функции:
Виды масел для металлообрабатывающих станков
При обслуживании оборудования для токарной обработки металла, используются так называемое индустриальное масло – дистиллятный нефтепродукт с малой или средней вязкостью. Характерными для него условиями применения являются умеренное давление и тепловой режим, а купить его можно у любого производителя. Главное – соответствие ГОСТу.
Качественное индустриальное масло для смазки станков обладает следующими характеристиками:
Для индустриальных масел определяющими являются характеристики:
Чтобы быть уверенным, какое масло лить в конкретный токарный станок, его выбор делается исходя из рекомендаций производителя, которые обязательно указаны в инструкции по эксплуатации.
Индустриальные масла для смазывания токарных и сверлильных станков делятся на:
В токарный станок заливают следующие марки индустриальных масел без присадок:
1. Обслуживание системы смазки станка токарем заключается в ежедневной проверке уровня масла в резервуаре до начала токарных работ. При необходимости жидкость доливается. При замене слив осуществляется через пробку. Перед заполнением резервуара, последний очищается и промывается керосином.
2. Механизм фартука имеет автоматическую систему смазки с индивидуальным насосом. Уровень заливаемого масла контролируется по маслоуказателю, расположенному, как правило, с лицевой стороны. Поперечные салазки и каретка смазываются в начале и середине смены до появления на направляющих масляной пленки. Смазка опорных втулок ходового винта и направляющих при винторезных работах производится при включенной маточной гайке.
3. Задняя бабка, ходовой винт и опоры вала смазываются фитилями из резервуаров. В последние масло необходимо лить до вытекания. Смазка конусной оси резцедержателя выполняется ежедневно по окончанию смены. При этом резцовая головка снимается.
4. Все остальные точки, за исключением сменных шестерней и оси промежуточной шестерни, смазываются вручную масленкой, которая должна поставляться вместе со станком.
5. Для обеспечения продолжительной работы станка и точности точения, за смазкой трущихся деталей токарь ведет постоянное наблюдение. Все смазочные отверстия, масленки и трубки, которые подводят к точкам смазки масло, должны быть чистыми и закрыты крышками.
Индустриальное масло не является смазочно-охлаждающей жидкостью. Поэтому его использование для смазывания режущего инструмента недопустимо. Для этого применяется специальная СОЖ – эмульсионный смазывающий состав на основе воды и масла с различными противозадирными и противоизносными присадками.
Приобрести масло можно в пластиковой или металлической таре объемом 5, 10, 18 и 20 л, а также в бочках объемом 200 л и 216,5 л. Для владельцев цехов с токарным оборудованием выгоднее единожды купить смазку по оптовой цене, которая на порядок ниже розничной.
| Марка | Стоимость за канистру 5 л, рубли | Стоимость за бочку, рубли |
| И-5А | 355 | 12 500 |
| И-8А | 310 | 13 180 |
| И-12А | 425 | 12 970 |
| И-20А | 355 | 10 600 |
| И-30А | 400 | 10 770 |
| И-40А | 352 | 10 710 |
| И-50А | 305 | 10 760 |
Масло для токарного станка 1к62
Назначение, область применения и краткая характеристика токарного станка 1К62
Универсальный токарно-винторезный станок 1К62 предназначен для выполнения чистовых и получистовых разнообразных токарных работ в мелкосерийном и индивидуальном производствах. На станке 1К62 могут нарезаться резьбы: метрическая, дюймовая, модульная, питчевая и архимедова спираль с шагом 3/8″; 7/16″; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 и 14 мм.
 Рис.1 — Токарный станок 1К62
Рис.1 — Токарный станок 1К62
Технические характеристики токарно-винторезного станка 1К62
| № п/п | Наименование параметра | Единица измерения | Величина параметра |
| 1 | Наибольший диаметр изделия, устанавливаемый над станиной | мм дюйм | 400 15,75 |
| 2 | Наибольший диаметр точения над нижней частью суппорта | мм дюйм | 220 8,66 |
| 3 | Диаметр отверстия в шпинделе | мм дюйм | 47 1,85 |
| 4 | Расстояние между центрами (РМЦ) | мм дюйм | 710; 1000; 1400 27,95; 39,44; 55,11 |
| 5 | Наибольшая длина обтачивания (соответственно РМЦ) | мм дюйм | 640; 930; 1330 25,2; 36,61; 52,36 |
| 6 | Пределы чисел оборотов шпинделя | об/мин | 12,5-2000 |
| 7 | Пределы продольных подач суппорта | мм/об дюйм/об | 0,07-4,16 0,0028-0,1638 |
| 8 | Пределы поперечных подач суппорта | мм/об дюйм/об | 0,035-2,08 0,0014-0,082 |
Перечень составных частей станка 1К62 (см. рис.4)
| Пазиция на рис.4 | Наименование | Обозначение |
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 | Бабка передняя Ограждение патрона Патрон поводковый Каретка Ограждение Суппорт Механизм отключения рукоятки Охлаждение Бабка задняя Электрооборудование Станина Фартук Переключение Моторная установка Коробка подач Шестерни сменные | 1К62.02.01 1К62.260.001 16БП.090.001 1К62.05.01 1К62.50.01 1К62.04.01 1К62.52.001 1К62.14.01 1К62.03.01 1К62.18.01 1К62.01.01 1К62.06.01 1К62.11.01 1К62.15.01 1К62.07.01 1К62.78.02 |
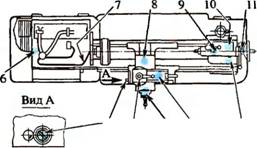
 Рис.4 — Расположение составных частей станка 1К62
Рис.4 — Расположение составных частей станка 1К62
Перечень органов управления станка 1К62 (см. рис.5)
Рукоятка установки чисел оборотов шпинделя
Рукоятка установки нормального, увеличенного шага резьбы и положения
при делении на многозаходные резьбы
Рукоятка установки правой и левой резьбы и подачи
Рукоятка ручной поперечной подачи суппорта
Рукоятка поворота и крепления резцовой головки
Выключатель местного освещения
Винт крепления каретки для торцевых робот
Рукоятка ручного перемещения верхней части суппорта
Кнопка включения быстрых ходов каретки и суппорта
Рукоятка управления ходами каретки и суппорта
Рукоятка крепления пиноли задней бабки
Выключатель насоса охлаждения
Вводный выключатель
Сигнальная лампа выключения электросети
Рукоятка крепления задней бабки к станине
Маховик перемещения пиноли задней бабки
Гайка болта дополнительного крепления задней бабки
Рукоятка управления фрикционом
Рукоятка включения гайки ходового винте
Кнопочная станция включения и выключения главного привода
Маховик ручного перемещения каретки
Кнопка выключения реечной шестерни при нарезании резьб
Рукоятка установки величины подачи и шага резьб
 Рис.5 — Расположение органов управления и места табличек станка 1К62
Рис.5 — Расположение органов управления и места табличек станка 1К62
Конструкция станка 1К62
Универсальный токарно-винторезный станок 1К62 с высотой центров 215 мм выпускается с тремя различными расстояниями между центрами: 710 мм, 1000 мм и 1400 мм.
Станина станка 1К62 коробчатой формы с поперечными П-образными ребрами имеет две призматические и две плоские закаленные направляющие. Передняя призматическая и задняя плоская направляющие служат для перемещения каретки, передняя плоская и задняя призматическая — для перемещения задней бабки.
В нише правого торца станины размещен электродвигатель привода быстрых ходов суппорта.
Станина устанавливается на две пустотелые ноки. В левой ножке на плите, имеющей вертикальное перемещение для натяжения ремней, смонтирован электродвигатель главного движения.
Сзади станка на правой ножке установлен электронасос производительностью 22 л/мин, подающий охлаждающую жидкость из резервуара размещенного в правой ножке, к месту обработки изделий.
Передняя бабка станка 1К62 закреплена слева на станине. Установка ее по линии центров в горизонтальной плоскости производится двумя установочными и двумя контрвинтами.
Вращение фрикционному валу 1 (см. рис. 6) передается от электродвигателя главного привода через клиноременную передачу. От вала 1 движение передается через фрикционную многодисковую муфту прямого и обратного вращения и шестеренный механизм главного привода к шпинделю и цепи подач.
 Рис.6 — Кинематическая схема станка 1К62
Рис.6 — Кинематическая схема станка 1К62
Установка числа оборотов шпинделя осуществляется двумя рукоятками 2 и 5 (см. рис. 5). Поворотом рукоятки 5, которая осуществляет механизм с цевочным зацеплением и вилки переключения осуществляют перемещение блоков шестерен 17-18, 19-20 и 24-25 (см. рис. 6), выбирается требуемый ряд чисел оборотов по таблице, помещенной под рукояткой. Вращением рукоятки 3, которая при помощи плоского с замкнутой кривой копира, рычажного механизма и вилок переключения осуществляет перемещение блоков шестерен 9-10 и 11-12-13, устанавливается требуемое число оборотов шпинделя по кругоывой таблице из ряда, выбранного рукояткой 5. При установке ряда чисел оборотов 630-2000 рукоятку 5 необходимо отклонить вперед от себя, а затем повернуть влево. Устройство переключения позволяет получить 23 различные скорости вращения шпинделя и 12 скоростей обратного вращения.
Включение и выключение фрикционной муфты, а также ленточного тормоза главного привода осуществляется рукоятками 21 и 27 (см. рис. 5). При включении прямого вращения шпинделя любую из рукояток следует поднять вверх, при включении шпинделя любую из рукояток следует поднять вверх, при включении обратного — отпустить вниз. При возвращении рукояток 21 и 27 в среднее положение включается ленточный тормоз.
Механизм передней бабки станка 1К62 позволяет:
- а) производить нарезание резьб с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
- б) нарезать правые и левые резьбы;
- в) производить нарезание многозаходных резьб с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
Коробка передач станка 1К62. Коробка передач получает движение от выходного вала передней бабки через сменные зубчатые колеса приклона.
Механизм коробки подач позволяет получить все предусмотренные ГОСТом виды резьб и необходимые подачи.
Через ходовой винт с шагом 12 мм (без звена увеличения шага) можно получить следующие резьбы:
- а) метрические с шагом от 1 до 12 мм;
- б) дюймовые с 24 до 2 ниток на 1″;
- в) модульные от 0,5 до 3 модулей;
- г) питчевые с 96 до 1 питча.
Посредством механизма увеличения шага при числе оборотов шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при числе оборотов от 50 до 160 — в раз в соответствии с данными таблицы на рукоятке 20 (см. рис. 5)
Через ходовой валик суппорт при любом числе оборотов шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при числе оборотов от 50 до 360 в минуту — продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке передач станка 1К62 предусмотрено положение рукоятки 19, при котором ходовой винт включается напрямую, минуя механизм коробки передач. При этом нужный шаг подбирается сменными шестернями специального набора.
Для осуществления быстрых перемещений суппорта в коробке подачи на выходном валу смонтирована обгонная муфта.
Фартук станка 1К62 имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный зод каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осущесвляется мнемонической рукояткой 25. Направление включения рукоятки совпадает с направлением перемещения суппорта. Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки 12, встроенной в рукоятку 25. Этим нажатием включается электродвигатель быстрых ходов, который через клинноременную передачу сообщает движение ходовому валу.
Фартук имеет блакирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Для нарезания резьбы следует рукояткой 24 вклячить маточную гайку и вывести из зацепления реечную щестерню путем вытягивания на себя кнопки 6.
Суппорт станка 1К62 крестовой конструкции перемещается в продольном направлении по направляющим каретки.
Эти перемещения могут быть осуществлены от механического привода на рабочей подаче и быстро, а также от руки.
При повороте зажимной рукоятки 7 против часовой стрелки осуществляется разжим резцовой головки и вывод фиксатора, а затем поворот ее в нужное положение.
Обратным вращением рукоятки резцовая головка зажимается в новом зафиксированном положении. Головка имеет четыре фиксированных положения и может быть также закреплена в любом промежуточном положении.
В нижней части суппорта станка 1К62 может быть установлена дополнительно задняя резцедержка.
Задняя бабка станка 1К62 перемещается по направляющим станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой 15. Для более надежного крепления предусмотрена дополнительно гайка 26 с винтом.
Перемещение пиноли осуществляется вращением маховичка 18 через винтовую пару, а крепление пиноли — рукояткой 11.
При помощи поперечного смещения задней бабки, осуществляемого винтами 1 и 2 (рис. 9), можно обрабатывать пологие конуса.
 Рис.9 — Устройство поперечного перемещения задней бабки станка 1К62
Рис.9 — Устройство поперечного перемещения задней бабки станка 1К62
В отдельных случаях при сверлении задней бабкой допускается использование механического перемещения ее от суппорта, для этого соеденяют заднюю бабку с нижней частью суппорта специальным замковым устройством (рис. 17).
 Рис.17 — Устройство сцепления задней бабки с кареткой станка 1К62
Рис.17 — Устройство сцепления задней бабки с кареткой станка 1К62
Планшайбой 3 трехкулачкового патрона центрируется на наружном корпусе 2 (рис. 18) шпинделя и притягивается к торцу фланца четырьмя винтами 4 с гайками 5 посредством шайбового кольца 6.
 Рис.18 — Опоры переднего и заднего концов шпинделя станка 1К62
Рис.18 — Опоры переднего и заднего концов шпинделя станка 1К62
Патрон приворачивается к планшайбе и правильность посадки патрона проверяется по контрольному пояску, расположенному на наружном диаметре патрона при помощи индикатора. При этом радиальное биение не должно превышать 0,02 мм.
Детали закрепляются в патроне при помощи ключа без применения дополнительных рычагов.
При хранении патроны должны быть покрыты тонким слоем смазки, предохраняющим от коррозии.
Указания по использованию патронов станков 1К62
С целью предохранения шпиндельных подшипников от повреждения и безопасности работы в 3-х и 4-х кулачковых патронах число оборотов при обработке в них ограничивается.
Наибольшие допустимые обороты шпинделя станка 1К62
| Диаметр патрона в мм | Наибольшее число оборотов в минуту | Примечание |
| 250 320 400 | 630 500 400 | Рекомендуемые по возможности динамически отбалансированные патроны и использовать их только для обработки легких и коротких деталей, при которых не возникает дисбаланса. |
Люнеты станка 1К62. На станок могут быть установлены люнеты: подвижный с диаметром установки 20-80 мм и неподвижный с диаметром установки 20-130 мм.
На станке 1К62 имеются сменные зубчатые колеса, которые служат для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Упор ограничения продольного перемещения каретки станка 1К62 устанавливается на передней полке станины. При работе с упором допускается скорость перемещения суппорта не более 250 мм/мин. Например, при числе оборотов шпинделя 2000 об/мин допускается подача 0,12 мм/об, а при числе оборотов шпинделя 500 об/мин.
Смазка станка 1К62
Перед пуском станка его следует тщательно протереть, после чего в соответствии с картой змазки наполняются резервуары до рисок «уровень масла» и специальным шприцем, приложенным к станку, заполняются все масленки согласно схеме смазки.
При работе станка все детали механизма передней бабки и подшипниковые опоры смазываются от автоматически действующей циркуляционной системы смазки.
Плунжерный насос, приводимый от эксцентрика, сидящего на фрикциоонном валу, засасывает масло из резервуара, расположенного в дне корпуса передней бабки, и подает его ререз пластинчатый фильтр к переднему шпиндеблному подшипнику и на латок, откуда оно растекается в нужные места.
Через минуту после первоначального включения станка в смотровом глазке, расположенном на верхней крышке передней бабки, должна появиться тонкая струйка масла. Если струйка не появляется, требуется снять верхнюю крыжку передней бабки и при помощи упорного винта, ввернутого в приводной рычаг, установить оптимальное положение плунжера в корпусе насоса, обеспечивающее нормальную работу насоса.
Следует периодически через отверстие в крышке передней бабки повертывать 2-3 раза рукоятку пластинчатого фильтра для его очистки.
В новом станке целесообразно чистить фильтр ежедневно один раз, а в дальнейшем достаточно производить чистку еженедельно. Отстойник резервуара фильтра следует чистить при каждой смене масла.
Ежедневно перед началом работы станка 1К62 следует проверять уровень масла в резервуаре. Если при остановленном станке масло ниже риски маслоуказателя, расположенного в левой части передней бабки, необходимо дополнить масло в резервуар. Во включенном станке уровенб масла в резервуаре понижается, так как часть масла циркулирует в системе. Это явление не вызывает необходимости дополнительной заливки масла.
При замене масла вывертывается пробка «слив масла», находящаяся в маслоуказателе станка 1К62.
Рекомендуется производить замену масла непосредственно после выключения станка, когда все частицы износа и пыль находятся во взвешенном состоянии и удаляются из бабки вместе с отработанным маслом. Перед следующим заполнением корпуса маслом следует произвести очистку передней бабки: механизм коробки скоростей следует тщательно промыть чистым маслом, чтобы полность удалить отстаявшуюся грязь. Недопустимо для чистки применение протирочных материалов с отделяющиемися волокнами. Свежее масло следует заливать только после тщательной просушки узла.
Смазка коробки подач станка 1К62 осуществляется от плунжерного насоса, расположенного в верхней части корпуса. За исправностью работы насоса можно следить через смотровой глазок, расположенный на передней крышке коробки подач. Для контроля уровня масла имеется маслоуказатель, расположенный под смотровым глазком.
Плунжерный насос в фартуке смонтирован в нижней крышке и приводится в действие от вала червячной шестерни. Он обеспечивает смазкой все приводные части станка 1К62, подшипниковые опоры и направляющие суппорта и каретки.
Смазка ходового винта станка 1К62 производится при помощи ручной масленки при включенной маточной гайке.
Включение подачи масла на направляющие суппорта и каретки производится краном 10 (рис. 10). Рекомендуется в начале смены поставить кран в положение «О» (открыто) и два-три раза прогнать каретку по станине и нижнюю часть суппорта по каретке на быстром ходу. После этого кран следует вернуть п ложение «З» (закрыто).
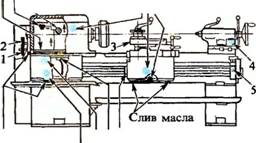
 Рис.10 — Схема смазки станка 1К62 Внимание! Если во время работы станка 1К62 кран будет оставлен в положении «О», то все масло из резервуара фартука в течение смены будет выкачено.
Рис.10 — Схема смазки станка 1К62 Внимание! Если во время работы станка 1К62 кран будет оставлен в положении «О», то все масло из резервуара фартука в течение смены будет выкачено.
Заливка масла производится через отверстие в левой стенке фратука, закрываемое пробкой. В левой части нижней крышки фартука расположена пробка для слива масла.
При эксплуатации станка 1К62 необходимо следить за работой маслянных насосов и за наличием масла в резервуарах.
Характеристики масел и сроки смазки станка 1К62 указаны в карте смазки.
Все механизмы коробки скоростей и подшипники смазываются автоматически подачей масла по системе трубопроводов из резервуара, расположенного в нижней части корпуса передней бабки. Масло засасывается из резервуара плунжерным насосом, приводимым в движение эксцентриковым кулачком от вала V (см. рис. 189). Затем масло подается по трубкам через фильтр в передний подшипник шпинделя и на лоток, откуда под действием своего веса поступает к зубчатым колесам, втулкам и другим смазываемым точкам. Дополнительная смазка заднего подшипника осуществляется непосредственно из резервуара фетровым фитилем.
На верхней крышке передней бабкн находится смотровое окошко, через которое при нормальной работе смазочных систем видна струя масла. Пластинчатый фильтр периодически очищают, поворачивая два-три раза рукоятку. Согласно заводской инструкции эту операцию в новом станке выполняют ежедневно, в течение 1—2 месяцев, а в дальнейшем — еженедельно. Уровень масла в резервуаре контролируют по маслоуказателю, расположенному в левой части передней бабки. Для смазки механизма подач служит плунжерный насос, расположенный в верхней части корпуса коробки подач и приводимый в движение кулачком от вала XI.
Механизм фартука смазывается плунжерным насосом, установленным на нижней крышке фартука. Направляющие станины и поперечного суппорта смазываются периодически струей масла из фартука через специальный краник. Необходимо следить, чтобы после смазки направляющих краник не оставался открытым, иначе вытечет все масло из фартука.
203. СХЕМА СМАЗКИ СТАНКА 1К62:
/— ось паразитного колеса, 2 — сменные колеса гитары, 3 — направляющие верхних салазок, 4— опоры эксцентрикового вала, 5 — подшипники ходового винта и ходового вала, 6 — фитиль для смазки заднего подшипника шпинделя, 7 — принудительная смазка переднего подшипника шпинделя, 8 — винт поперечной подачи, 9 — пиноль, 10, 12 — направляющие задней бабки, И — подшипник винта пиноли, 13 — винт верхних салазок, 14 — подшипник винта поперечной подачи, 15 — ось резцедержателя, 16 — кран для смазки направляющих суппорта
Уровень масла Фильтр пластинчатый Насос плунжерный
—Маслоуказатель — Уровень масла Насос плунжерный
Слив масла Уровень масла Маслоуказатель
Заливка масла в фартук L— Насос плунжерный
На рис. 203 показана схема смазки станка, а в табл. 15 приведены смазочные материалы и периодичность
ТОКАРНОЕ ДЕЛО
Долбежный станок
Современные производители станочного оборудования предлагают различные образцы агрегатов, которые находят свое применение в различных отраслях промышленности и производства. Изготовление мебели — сложный процесс, в котором без специальных устройств не обойтись. …
Износ и стойкость резцов
По закону сохранения энергии энергия, затраченная на процесс резания, не может исчезнуть: она превращается в другой вид —в тепловую энергию. В зоне резания возникает теплота резания. В процессе резания больше …
Элементы автоматических устройств
Особенностью современного технического прогресса является автоматизация на базе достижений электронной техники, гидравлики и пневматики. Главными направлениями автоматизации являются применение следящих (копировальных) устройств, автоматизация управления станками и контроля деталей. Автоматическое управление …
Коробка скоростей
В коробке скоростей масло из масляной ванны забрасывается вращающимися шестернями в лоток, укрепленный в верхней части корпуса.
Из лотка оно попадает в необходимые места смазки. Масло в коробку скоростей заливается через пробку 11, уровень его контролируется по маслоуказателю 12 (рис. 1), отработанное масло удаляется через пробку 13.
Передняя бабка
Шестерни передней бабки смазываются разбрызгиванием масла из масляной ванны. Смазка опор шпинделя производится маслом, поступающим из резервуара, расположенного в верхней части корпуса, по трубкам самотеком. Масло в резервуар подается шестеренчатым насосом, смонтированным на передней стенке корпуса, на одной оси с выходным валиком цепи подач.

Рисунок 1 — Схема смазки станка 1А616
В корпус передней бабки масло заливается через отверстие в крышке, закрытое пробкой; отработанное масло сливается через пробку 9. Уровень масла в передней бабке контролируется по маслоуказателю 3. Наблюдение за работой насоса осуществляется через контрольное окно 2.
Коробка подач
Смазка механизма коробки подач осуществляется маслом, поступающим из резервуара, расположенного в верхней части корпуса, коробки, прикрытого крышкой. Масло в резервуар подается шестеренчатым насосом, смонтированным на правой стенке коробки подач. Для заливки масла в корпус коробки необходимо снять крышку 25. Уровень заливаемого масла контролируется по маслоуказателю 10.
Фартук
Масло в корпус фартука заливаемся через пробку 21, расположенную на каретке; отработанное масло сливается через пробку 7. Уровень масла контролируется по маслоуказателю 8. Смазка промежуточной шестерни, передающей движение на винт поперечной подачи суппорта, осуществляется шприц-масленкой4.
Прочие механизмы
Мелкозубые муфты продольной и поперечной, подачи, а также опоры реечной шестерни смазываются маслом из резервуара, расположенного в верхней части фартука, через подводящие трубки.
Суппорт и задняя бабка смазываются вручную. Места смазки указаны на схеме (см. рис. 1) и в карте смазки.
Для смазки станка следует применять масло индустриальное «20», ГОСТ 1707—52, с вязкостью 2,6—3.31 условных градусов (Энглера) при 50° С.
Таблица — Карта смазки
Узел
Место смазки
№ по схеме
Род смазки
Режим смазки
Шестерни и подшипники
Менять масло первый раз через 10 дней работы станка, второй — через 20 дней, затем через каждые 40 дней



