Сравнение технологических и конструктивных характеристик цельных твёрдосплавных и быстрорежущих свёрл Угол при вершине и перемычка Главная режуща
175 Пособие SANDVIK COROMANT 2009 Обработка металлов резанием Инструмент и оснастка Стр.E8

Сравнение технологических и конструктивных характеристик цельных твёрдосплавных и быстрорежущих свёрл Угол при вершине и перемычка Главная режуща
Сравнение технологических и конструктивных характеристик цельных твёрдосплавных и быстрорежущих свёрл Угол при вершине и перемычка Главная режущая кромка 2 Перемычка 3 Задняя поверхность 4 Вспомогательная задняя поверхность 5 Стружечная канавка 6 Ленточка 7 Дополнительная задняя поверхность 8 Отрицательная фаска 9 Задняя поверхность СГ Меньше размер перемычки Главная режущая кромка достигает центра инструмента Выше стойкость и производительность Меньше осевая нагрузка и крутящий момент Точнее отверстие Перемычка на цельных твердосплавных сверлах практически отсутствует В связи с меньшим размером перемычки значительно снижаются осевая сила резания Результатом является лучшее центрирование и стабильное резание вблизи центра. Для цельных твёрдосплавных свёрл нет необходимости в предварительной центровочной операции E 8 SANDVIK Цельные твёрдосплавные свёрла Угол при вершине 140° Быстрорежущие свёрла Перемычка Угол при вершине 118° 1
Твердосплавные сверла по металлу: виды, особенности, критерии выбора
Высокую эффективность при обработке изделий из таких материалов, как чугун, цветные металлы, пластик, искусственный и натуральный камень, кирпич и бетон, демонстрируют твердосплавные сверла. Такое название они получили из-за того, что на их режущую часть напаиваются специальные пластинки из твердых сплавов. Использование этих сверл позволяет, например, почти в два раза увеличить производительность обработки чугуна по сравнению со сверлением, выполняемым инструментом из быстрорежущей стали.

Сверла твердосплавные для вырезания отверстий в рельсах
Несмотря на то, что режущие пластины, которыми оснащено такое сверло, отличаются исключительно высокой твердостью и износостойкостью, для обработки изделий из стали оно применяется нечасто, так как для этого необходимо обеспечить высокую жесткость рабочих элементов используемого оборудования. Если соблюдение этого требования не будет обеспечено, возникнет вибрация инструмента, которая приведет к выкрашиванию и даже выламыванию твердосплавных пластинок.
Критерии выбора
Выбирая твердосплавные сверла, которые могут иметь различные геометрические параметры и конструктивное исполнение, следует учитывать следующие характеристики: материал изделия, в котором необходимо просверлить отверстие, а также диаметр и глубину последнего. Наиболее значимыми параметрами, на которые необходимо обращать внимание, выбирая сверло с твердосплавными пластинами, являются:

Сверла с твердосплавными пластинами для дрели имеют острые режущие грани
Несмотря на то, что сверла твердосплавные, выпущенные под известными торговыми марками, отличаются самой высокой ценой на рынке, выбирать желательно именно их, так как их качество и надежность находятся на самом высоком уровне. Учитывая тот факт, что любое твердосплавное сверло стоит недешево, выбирать инструмент сомнительного качества от неизвестных производителей не имеет никакого смысла.
Виды сверл с твердосплавными пластинами
На современном рынке представлено большое разнообразие твердосплавных сверл, предназначенных для выполнения работ по металлу и другим материалам. Классификация такого инструмента осуществляется по нескольким параметрам, к которым, в частности, относятся:
В качестве материала изготовления режущих пластинок, которыми оснащается твердосплавное сверло, используются преимущественно сплавы вольфрамо-карбидной группы. Наиболее популярным является сплав марки ВК8.
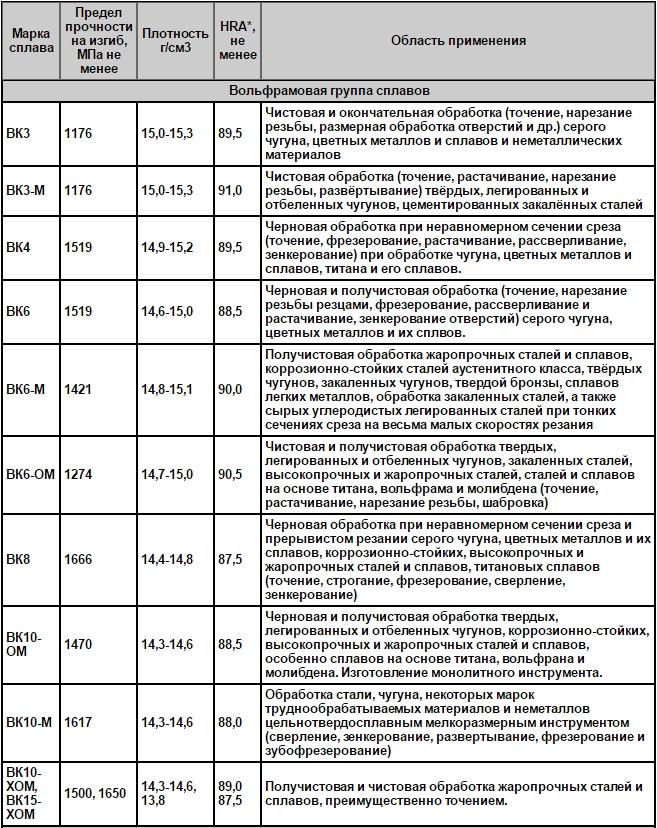
Свойства и применение сплавов вольфрамовой группы
Такие сплавы, получаемые преимущественно методами порошковой металлургии, полностью соответствуют своему названию – «твердые». В частности, твердость популярного сплава марки ВК8 в зависимости от условий его производства находится в интервале 1670–2800 единиц по шкале Роквелла. Благодаря этому сверло, оснащенное режущими пластинами из сплава ВК8, можно успешно использовать для выполнения отверстий в таких материалах, как легированные стали (в том числе жаростойкой группы), чугун, твердые породы дерева. Немаловажным является и то, что сплав марки ВК8 по сравнению с другими твердосплавными материалами отличается доступной стоимостью.
Твердосплавные пластинки могут фиксироваться на режущей части сверла при помощи пайки или посредством винтового (механического) соединения. В первом случае твердосплавные пластины могут перетачиваться ограниченное количество раз, хотя и характеризуются более высокой надежностью. Кроме того, они довольно часто ломаются. Именно поэтому большую популярность завоевал инструмент, неперетачиваемые режущие пластины на котором крепятся механическим способом.
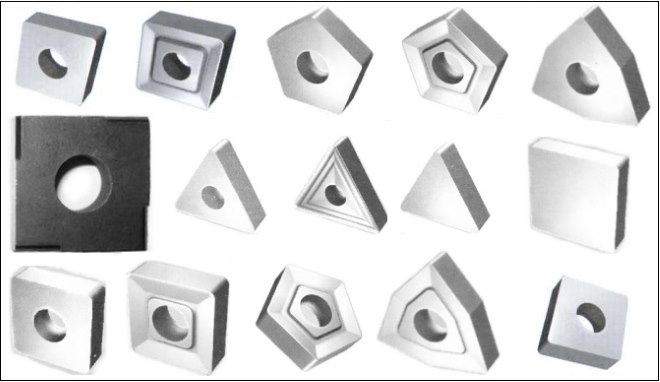
Типы твердосплавных пластин, используемых для сверл
Для оснащения сверл данного типа используются твердосплавные пластины в форме:
Большое значение при использовании твердосплавных сверл по обработке металла и других материалов имеет форма канавок между рабочими поверхностями инструмента. Вне зависимости от формы таких канавок их внутренняя поверхность должна быть тщательно отполирована, что позволит обеспечить эффективный отвод стружки из зоны обработки.
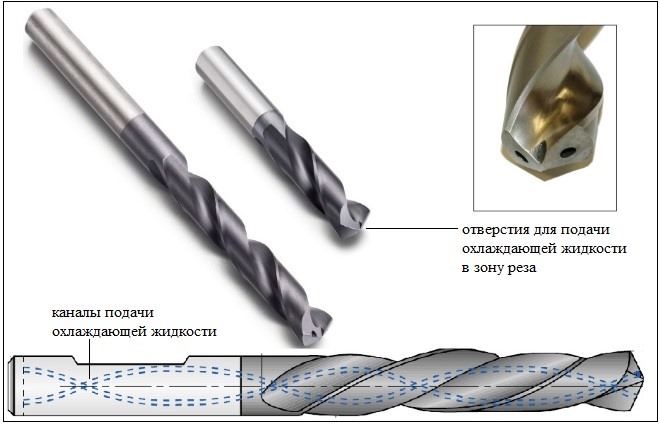
Твердосплавное сверло с внутренней подачей охлаждающей жидкости
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.

Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Более качественных результатов сверления можно добиться, если использовать инструмент, оснащенный профилированными твердосплавными пластинами.
Сверла с такими пластинами, режущая часть которых выполнена в форме волны, позволяет выполнять обработку по технологии пошагового врезания. Использование последней не только обеспечивает стабилизацию положения инструмента в момент его врезания в обрабатываемый материал, но и минимизирует риск его увода в процессе выполнения дальнейшей обработки. Кроме того, сверло с волнообразной режущей кромкой позволяет значительно снизить силы резания, формирующиеся в процессе сверления.

Сверла с механическим креплением сменных многогранных пластин (сверла с МНП)
Конструкция сверл, оснащенных съемными твердосплавными пластинами, позволяет выполнять с их помощью не только сверление, но и такие технологические операции, как растачивание заранее выполненных отверстий, обработка фасок. В таких случаях задействуется периферийная твердосплавная пластина, закрепленная на инструменте.
Сверла с твердыми пластинами, которые закреплены на инструменте механическим способом, эффективно используются для обработки наклонных и вогнутых поверхностей, при этом обработка таким инструментом может выполняться без предварительного засверливания отверстий. Чтобы успешно справиться с такой технологической задачей, величину подачи, с которой инструмент врезается в обрабатываемый материал, необходимо уменьшить на 50–70%.
Охлаждение и смазка твердосплавных сверл
Как уже говорилось выше, чтобы сделать обработку сверлом с твердосплавными пластинами более эффективной, необходимо обеспечить внутреннее охлаждение инструмента. Не использовать при применении таких сверл смазывающе-охлаждающую жидкость можно в тех случаях, когда глубина формируемого отверстия не превышает одного диаметра инструмента.
На качество выполняемого отверстия, а также на скорость его сверления оказывает влияние не только количество подаваемой во внутреннюю полость сверла СОЖ (не менее 12–15 л/мин), но и величина напора (не менее 12–15 Атм). Смазывающе-охлаждающая жидкость, подаваемая в зону обработки в таком количестве и с таким напором, обеспечивает не только интенсивное охлаждение инструмента, но и эффективный отвод стружки и других отходов сверления.

Сверление с наружной подачей охлаждающей жидкости
Полезные рекомендации
Прежде чем делать отверстие в изделии из металла, используя в том числе твердосплавное сверло, следует выполнить центровку инструмента. Для этого можно использовать такое удобное приспособление, как центрирующий штифт. При этом место на поверхности изделия, на котором будет располагаться центр будущего отверстия, следует предварительно накернить.
Важным параметром при использовании сверл с твердосплавными платинами является скорость, с которой выполняется обработка. При использовании такого инструмента скорость вращения шпинделя станка должна быть не ниже 25% от рекомендованного параметра. Очень важно сильно не занижать и не превышать (более чем на 20%) рекомендованную скорость вращения сверла, так как это может привести к возникновению вибрации инструмента, выкрашиванию и даже выламыванию твердосплавных пластин, которыми он оснащен.
Режимы резания сверлами с СМП
Такой параметр сверления, как подача режущего инструмента, также имеет большое значение. На начальной стадии сверления сверло необходимо подавать со скоростью, которая в два раза ниже рекомендованной, а по мере врезания в обрабатываемый материал данный параметр можно постепенно увеличивать. При этом следует иметь в виду: если сверление выполняется затупившимся инструментом или обрабатываемый материал слишком твердый, увеличить скорость подачи не получится, какое бы сильное давление на сверло вы ни оказывали.
И в заключение небольшое видео о том, как просверлить каленый металл с помощью твердосплавных сверл.
Устройство и преимущества твердосплавных сверл
Твердосплавные сверла по металлу: назначение, устройство, конструктивные особенности, классификация. Расшифровка условного обозначения. Сфера применения твердосплавных пластин. Охлаждение и смазка. Критерии подбора.

Твердосплавные сверла по металлическим изделиям применяют для эффективного и производительного засверливания, рассверливания и сверления отверстий в сталях легированных и жаропрочных, чугуне ковком, отбеленном и сером, цветных металлах и сплавах, а также в материалах неметаллического происхождения повышенной прочности (мрамор, камень, кирпич, полимеры т. д.). Так сверла назвали из-за применяемого материала для режущей части: изготавливается из специальных твердых сплавов, характеризующихся высокими показателями твердости, жаростойкости и износостойкости. Выпускается расходный материал производителями разных стран диаметром от 0,1 до 150 мм для решения разноплановых задач. Используется и для выполнения следующих технологических операций: снятия фасок и растачивания ранее выполненных отверстий.
Конструктивные особенности
Конструктивно изделие, как и любой другой вид сверла, состоит из рабочей части и хвостовика.

Отличаются изделия материалом изготовления и конструктивными особенностями рабочей части. Материалами для их изготовления служат сплавы вольфрамо-карбидной группы марок ВК3, ВК4, ВВ6, ВК8, ВК10, ВК3-М, ВК6-ОМ, ВК10-ОМ, ВК15-ОМ и др. Расшифровывается условное обозначение следующим образом. ВК обозначает карбид вольфрама, цифра, идущая за ним – содержание кобальта в %. Буквы М и ОМ обозначают зернистость сплава: М – мелкозернистый, ОМ – особомелкозернистый. Отсутствие буквы означает, что сплав средней зернистости. Таким образом, условное обозначение ВК15-ОМ говорит, что сплав является особомелкозернистым с содержанием карбида вольфрама в количестве 85 % и кобальта 15 %.
При нагреве свыше 900 °C и даже выше такие сплавы, спеченные и литые, сохраняют свои качественные характеристики. Выбор конкретной марки зависит от вида обработки материала, в котором будет выполняться сверлильная операция. Это может быть черновое, получистовое, чистовое и окончательное сверление.
Твердосплавные режущие инструменты обязательно жестко закрепляются в патроне оборудования и работают в жестких условиях – при больших скоростях. Поэтому внутреннюю часть сверл среднего и большого диаметра выполняют с канавками для подачи охлаждающего вещества. Это уменьшает износ режущих кромок и температуру нагрева, облегчает отвод стружки.

Классификация сверл твердосплавных
Популярностью пользуются сверла с твердосплавными пластинами. Они фиксируются на корпусе сверла с помощью винтового соединения или сварки. Сами пластины изготавливаются порошковым способом. В первом случае они легко заменяются, во втором – подлежат заточке.
Изделия со сменными пластинами и цельные выпускаются по ГОСТам или международным стандартам (DIN, ИСО/МЭК).

Сфера применения
Охлаждение и смазка сверл с твердосплавными пластинами
Разогрев инструмента – это проблема, которая ухудшает качество поверхности обрабатываемого материала, влияет на износ применяемого оборудования и быстро выводит из работоспособного состояния сам режущий инструмент. Сверла с твердосплавными пластинами, которые называют изделиями с механическим креплением сменных пластин, применяют для обработки поверхностей ровных, вогнутых и наклонных без предварительного засверливания. При выполнении операции, когда диаметр будущего отверстия превышает диаметр сверла, необходимо обеспечить охлаждение инструмента. Осуществляется это с помощью наружного охлаждения или с применением сверл, имеющих отверстия и канавки для прохождения охлаждающей жидкости (СОЖ). При этом она должна подаваться под давлением не менее 15 Атм со скоростью около 15 л/мин. Это также улучшит отвод стружки. В качестве СОЖ применяют многие жидкости и их смеси. В зону сверления может подаваться масло смешанного типа, керосин, эмульсии и их сочетания. Для каждого материала разработаны свои составы, которые применяются на производственных предприятиях. В быту обычно используют мыльную воду, смесь скипидара и керосина, вазелин технический, масло касторовое, скипидар, разведенный спиртом. Готовые спреи, которые можно приобрести в торговой сети, решат вопрос охлаждения режущего инструмента во время работы.

Режущий инструмент и применяемое для выполнения отверстий оборудование прослужит дольше, если использовать качественную СОЖ.
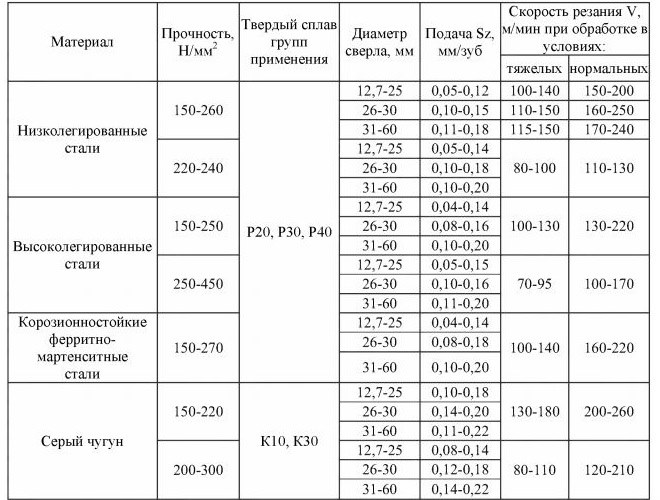
На качество выполнения операции оказывает влияние еще один фактор – скорость подачи инструмента. Вначале она должна быть в 2 раза меньше, чем рекомендовано в таблицах на инструмент. Режимы резания зависят от материала, с которым необходимо работать, выбранного диаметра сверла, а также условий резки. Скорость резания лежит в довольно широких пределах – от 70 до 260м/мин. Опытные сверлильщики уже интуитивно знают, как правильно выполнять операции твердосплавными сверлами.
Критерии выбора твердосплавных сверл
Лучшим считается твердосплавный инструмент компаний Ruko, Bosch (Германия), Haisser (Китай), «Зубр» (Россия).
На видео подробно и наглядно о твердосплавных сверлах:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы с учетом типа хвостовой части в комментариях к тексту, а также рассказать о нюансах применения оборудования, применяемого для этих целей.
Виды свёрл по металлу
Какие же бывают виды сверл?
Данная статья наиболее кратко описывает все виды металлорежущих свёрл.
Сверло – металлорежущий инструмент, насчитывающий 5 режущих кромок (2 ленточки, перемычка, 2 режущих кромки), используемый для сверления и рассверливания отверстий в заготовках из металла.
Главное движение резания при сверлении это вращение с определенной скоростью сверла относительно его оси, вспомогательное движение резания это подача сверла в осевом направлении.

рис. 1 – сверление отверстия в металле
Как же правильно подобрать сверло?
Для правильного подбора сверла под определенную операцию, нужно учитывать следующие факторы:
2. Состояние станка и вспомогательной оснастки (жесткость системы СПИД, мощность, крутящий момент, максимальные обороты и подача, биение максимальное, подвод СОЖ).
3. Партийность заготовок (единичная, серийная, массовая).
4. Материал заготовки (сталь, нержавейка, титан, пластмасса, цветной сплав и т.д.).
5. Метод получения заготовки (отливка, прокат, штамповка, вырезка)
6. Точность получаемого отверстия (допуск, шероховатость, прямолинейность, округлость и т.д.).
7. Глубина обрабатываемого отверстия.
8. Технические требования к заготовке (термообработка, покрытие, упрочнение поверхностного слоя и т.д.).
9. Конструкцию и технологичность детали (тонкостенная, пересекающиеся отверстия, поверхности входа и выхода сверла из отверстия и т.д.).
Виды свёрл
1) цельные (монолитные) сверла

рис. 2 – цельнотвердосплавные сверла
Данный тип сверл в основном изготавливают из быстрорежущих сталей, а также из твердого сплава. Сверла из монолитного твердого сплава характеризуются высокой точностью изготовления, минимальным биением и возможностью получать отверстия 8,9 класса точности, с шероховатостью до 1,6 Ra (6-й класс чистоты) мкм, без дополнительной операции зенкерования и развёртывания отверстий.
Также существуют современные сверла, получаемые за счет метода порошковой металлургии из быстрорежущей стали с добавлением легирующих элементов (кобальта, молибдена), данные сверла имеют высокую износоустойчивость, точность и значительно лучше твердосплавных сверл работают на изгиб.
Конструкция сверл может быть как с внутренним подводом СОЖ в зону резания, так и с наружным. Данные сверла допускают переточку, а также имеют различные износостойкие покрытия CVD или PVD методом. Имеют различную длину хвостовика, длину режущей части. Монолитные сверла изготавливают с цилиндрическим хвостовиком, а также с хвостовиком с лыской (тип WELDON) для предотвращения проворота сверла в цанговом патроне. Монолитные сверла имеют высокую жесткость и способны работать с большими подачами без ущерба качеству и стойкости сверла.
Основные конструктивные элементы спирального сверла

рис. 3 – элементы конструкции сверла
Примечание: режущая часть сверла имеет небольшой обратный конус для исключения возможности заклинивания стружки и повторного резания стружки.
Монолитные спиральные сверла имеют различные хвостовики

рис. 4 – виды хвостовиков сверл
Сверла различают по глубине резания:
2) сверла с напаянными пластинами

рис. 5 – сверло с напайной твердосплавной пластиной
Сверла с напайной пластиной обеспечивают повышенную износостойкость при обработке труднообрабатываемых материалов, а также экономическую целесообразность применения для обработки отверстий большого диаметра, так как их стоимость значительно ниже твердосплавных или сверл с СМП.
Информацию о конических хвостовиках инструмента вы можете почитать здесь:
3) сверла со сменными пластинами

рис. 6 – свёрла с СМП (модульные, перовые)
Сверла с СМП применяют для обработки отверстий в деталях массового и серийного производства, они характеризуются быстрой сменой пластины, что значительно облегчает труд оператору-наладчику станка, за счёт того, что сверло не нужно перетачивать и заново привязывать. Также их используют для обработки глухих отверстий с плоским дном, отверстий с невысокими требованиями по точности.
Виды сверл со сменными пластинами:
а) с несколькими твердосплавными пластинами (периферийной и центральной) – рис. 7

рис. 7 – сверла с СМП
Свёрла со сменными многогранными пластинами применяют для обработки отверстий среднего и большого диаметра небольшой глубины. Также они подходят для плунжерной обработки и некоторых токарных работ (но не все виды сверл): подрезка торца, растачивание отверстий, обтачивание наружной поверхности. Сверла считаются не очень производительными за счет невозможности использовать большую подачу на зуб при сверлении, из-за недостаточной жесткости сверла. Способны обрабатывать неглубокие отверстия глубиной до 5D сверла.
б) с одной пластиной (перовые сверла) – рис. 8
рис. 8 – сверла перовые со сменной пластиной из твердого сплава или HSS
Данный тип сверл является современным аналогом спиральных цельных сверл, они имеют преимущества над спиральными:
1. Один корпус сверла для различных диаметров сверления.
2. Не требует переточки сверла (экономия времени машинного, ресурсов человеческих, расходных материалов для заточного станка и электроэнергии и зарплаты заточника).
3. Большой выбор сплавов, геометрий и износостойких покрытий под различные материалы.
4. Имеют различные типы хвостовиков (WELDON или Конус МОРЗЕ), возможно, закреплять на различных станках.
Данные сверла способны сверлить отверстия глубиной до 32D сверла, но при этом необходимо:
Применять твёрдый сплав при глубинах больше 7 диаметров не рекомендуется. Дело в том, что при больших глубинах сверления неизбежно возникают повышенные нагрузки на режущую кромку и вибрации. Твёрдый сплав в силу своей большей хрупкости по сравнению с HSS может не выдержать этих нагрузок и есть риск выкрашивания пластины или её поломки.
в) модульные сверла со сменной пластиной из твердого сплава или HSS

рис. 9 – модульное сверло со сменной головкой из твердого сплава
Модульные свёрла имеют сменную твердосплавную головку, которая по мере износа меняется, также имеют хороший подвод СОЖ через инструмент прямо в зону резания и специальные канавки для эвакуации стружки из зоны резания и отвода тепла от инструмента и заготовки. По своей конфигурации данные сверла можно сравнить с цельными сверлами, они способны обрабатывать отверстия по 9-10 классу точности и с хорошей шероховатостью поверхности (Ra 3,2-6,3 мкм). Сверла работают практически с теми же подачами на зуб, что и монолитные сверла, отличаются высокой производительностью, а также не требуют переточки, что значительно сокращает время на смену инструмента. Данные сверла не способны засверливаться в наклонные поверхности и неровные.
Максимальная глубина обработки данными сверлам до 8D сверла.
4) Сверла для глубокого сверления
Глубокая обработка отверстий до 100D может вестись несколькими инструментам:
а) Эжекторное сверло
Этот вид сверления наиболее предпочтителен при сверлении отверстий на станках с горизонтальной компоновкой шпинделя (токарные станки и обрабатывающие центры).
Эжекторное сверло состоит:

рис. 10 – эжекторная система сверления
Эжекторное сверление является наиболее современной технологией обработки глубоких отверстий.
Стружка отводится через отверстие штанги и поэтому на сверле нет стружечных канавок, что позволяет, увеличит жесткость инструмента.
Эжекторное сверление рекомендуется применять:
Точность отверстия при эжекторном сверлении достигает 9-10 класса и чистота обработанной поверхности 2-3 Ra мкм.
б) Пушечное сверло
Сверление пушечными сверлами является устаревшим методом обработки глубоких отверстий. Стружка удаляется через V-образную канавку на сверле, поэтому площадь поперечного сечения сверла уменьшается и это влияет на жесткость инструмента.

рис. 11 – сверление пушечным сверлом
Точность отверстия при сверлении пушечными сверлами достигает 9 класса и чистота обработанной поверхности 0,1-3,2 Ra мкм.
Сверление пушечными сверлами рекомендуется применять:
Другие виды сверл согласно российскому стандарту

4010-77 – короткая серия
10902-77 – средняя серия
886-77 – длинная серия
12122-77 – длинная серия с коротким хвостовиком
8034-76 – малоразмерная серия

10903-77 – нормальная серия
2092-77 – удлиненная серия
12121-77 – длинная серия
Сверла спиральные из быстрорежущей стали для труднообрабатываемых материалов по ГОСТ:
20697-75 – с коническим хвостовиком средняя серия
20696-75 – с коническим хвостовиком короткая серия
20695-75 – с цилиндрическим хвостовиком средняя серия
Сверла спиральные из быстрорежущей стали для обработки легких сплавов по ГОСТ:
19543-74 – с цилиндрическим хвостовиком средняя серия
19544-74 – с цилиндрическим хвостовиком длинная серия
19545-74 – с цилиндрическим хвостовиком левые сверла
19546-74 – с коническим хвостовиком
19547-74 – с коническим хвостовиком удлиненные

2-035-948-84 – с цилиндрическим хвостовиком
2-035-426-75 – с коническим хвостовиком

18201-72 – с цилиндрическим хвостовиком
18202-72 – с коническим хвостовиком

ГОСТ 25524-82 – с цилиндрическим хвостовиком
ТУ 2-035-741-81 – с коническим хвостовиком


Сверла твердосплавные по ГОСТ:
22735-77 – спиральные с цилиндрическим хвостовиком
17273-71 – спиральные укороченные
17274-71 – спиральные короткие
17275-71 – спиральные средняя серия
20694-75 – спиральные для труднообрабатываемых материалов короткая серия с цил. хв.
22736-77 – спиральные для труднообрабатываемых материалов с коническим хвостовиком

22093-76 – короткая серия
22094-76 – длинная серия
Спиральные для обработки термореактивных пластмасс по ГОСТ:
21418-75 – с цилиндрическим хвостовиком
21419-75 – с коническим хвостовиком
21420-75 – перовые с цилиндрическим хвостовиком
 454139, Челябинск, ул. Новороссийская, 30, оф. 231
454139, Челябинск, ул. Новороссийская, 30, оф. 231  dmkchel@mail.ru
dmkchel@mail.ru
 +7 (351) 217-08-14 (многоканальный)
+7 (351) 217-08-14 (многоканальный)  +7 (351) 734-73-21
+7 (351) 734-73-21



