Настройка краскопульта и руководство по его использованию при нанесении лакокрасочных материалов
Рассмотрим основные моменты на которые необходимо обратить при настройке окрасочного пистолета.
Диаметр распылительного сопла
Давление воздуха на входе в шланг
При подборе оптимального давления рекомендуются следующие величины:
Кроме того, необходимо добавлять по паспорту пистолета + 0,5 атмосфер на каждые 6 м шланга
При малой вязкости наносимого ЛКМ (13…15 сек ВЗ4) работают с меньшим давлением из указанного диапазона, при повышенной (20 ….23 сек ВЗ4) – с большим. Средние величины диапазона оптимальны в большинстве случаев.
Перед нанесением лакокрасочного материала произвести пробное напыление на картонку с рабочего расстояния для данного пистолета. Подстроить ширину факела так, чтобы высота (больший диаметр) его «мокрой» части стала равной 12-15 см.
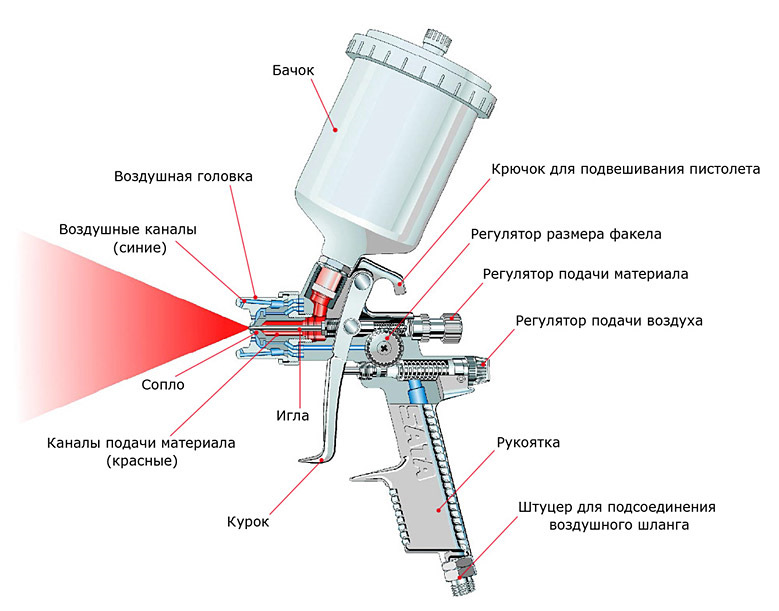
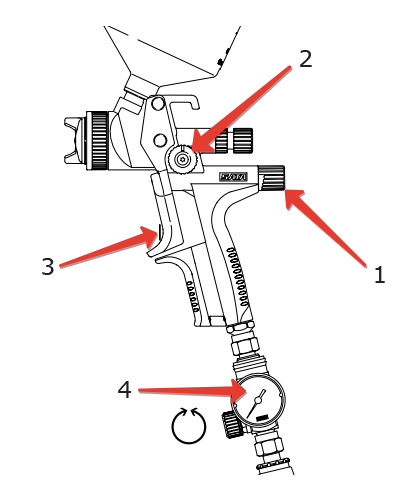
Рис. 1. Устройство краскопульта
Краткое руководство по работе с краскопультом для начинающих, раскрываем все секреты
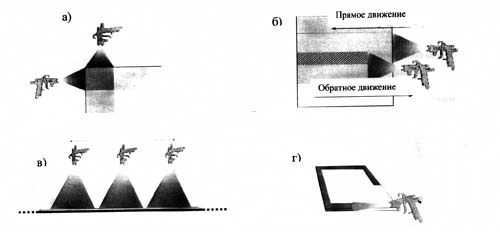
Откуда начинать распыление ЛКМ?
Распыление необходимо начинать и заканчивать исключительно вне окрашиваемой поверхности. В противном случае по краям будет скапливаться излишнее количество лакокрасочного материала.
Окрашивание поверхности всегда начинайте с дальней стороны, постепенно двигаясь к ближайшей стороне. Это позволит «туману», возникшему при распылении, осаждаться на мокрую поверхность и соединяться с уже нанесенным материалом.
Не водите рукой или пистолетом над окрашиваемой поверхностью, поскольку может упасть грязь и испортить свежее покрытие.
Как правильно окрашивать плоские поверхности?
При окрашивании плоских поверхностей рекомендуется наносить материал перекрестным способом (рисунок А). Этим способом материал наносится за два прохода.
За первый проход наносится первая половина материала. Второй проход, за который используется вторая половина материала, делается в перпендикулярном первому нанесению направлении.
Перекрестное нанесение позволяет получить равномерное распределение материала на поверхности и, следовательно, однородную по всей площади лакокрасочную пленку.
При движении пистолета вдоль каждой из сторон детали, последовательно наносимые полосы лакокрасочного материала должны накладываться друг на друга примерно на половины своей ширины (рисунок Б). Это позволяет получить лакокрасочную пленку однородной толщины.
Следует избегать маховых движений пистолетом, поскольку в этом случае расстояние между соплом и поверхностью изделия не будет постоянным.
Это приведет к формированию пленки неравномерной толщины и увеличению отходов лакокрасочного материала.
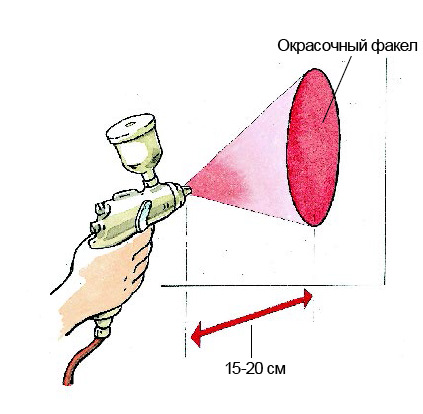
Какое должно быть расстояние от сопла до окрашиваемой поверхности?
Расстояние от сопла распылительного пистолета до окрашиваемой поверхности должно составлять 20-25 см (15-20 см для HVLP).
Кроме того воздушный поток несет лакокрасочный материал к поверхности со слишком большой скоростью, из-за чего портится уже растекшаяся пленка.
Начинайте покраску с торцов детали
Из-за повышенной подверженности износу торцы нуждаются в особенно тщательной защите, а наносить много материала сразу на них нельзя – возникнут подтеки.
Поэтому, сначала на торцы наносят половину требуемого материала, затем перекрестным способом окрашивается пласть – за это время материал на торцах слегка подсыхает, и далее вторым проходом на торцы наносится оставшаяся половина материала.
Как правильно окрашивать внутренние углы детали?
Для правильного окрашивания внутренних углов необходимо снизить давление воздуха, ограничивая тем самым формирование воздушных вихревых потоков.
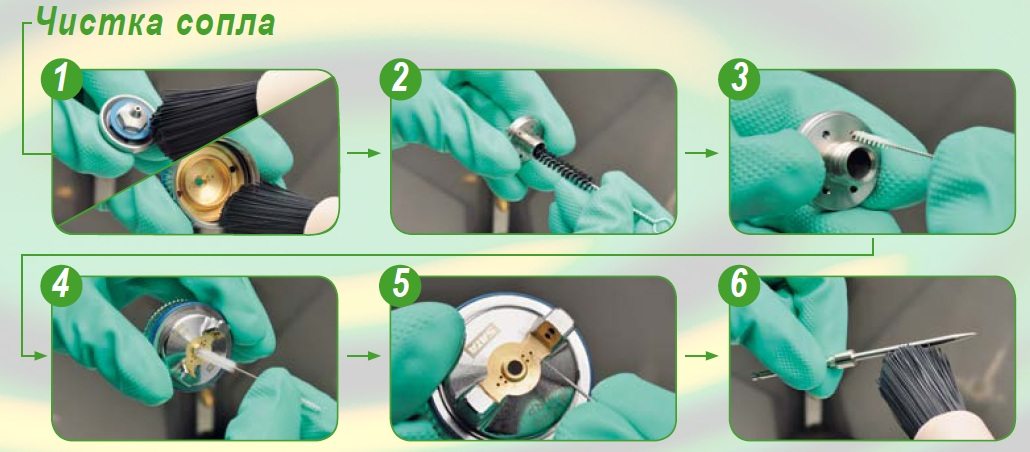
Большое значение для поддержания стабильности результатов окраски имеет чистота окрасочного пистолета.
Далее следует снимать с пистолета распылительную головку и опускать ее в емкость с растворителем (можно в собственный бачок пистолета).
В конце каждого рабочего дня необходимо производить очистку пистолета с его разборкой, оставляя распылительную головку, сопло и иглу в растворителе.
Рис. 3. Чистка сопла краскопульта
С уходом за краскопультами далеко не всегда всё благополучно. Начинающие маляры, да и не только, кидают краскопульт в банку с ацетоном, не разбирая на составляющие и, не чистя после работы, так сказать отмокать, а с утра чуть ли не час тратят на чистку. Более сознательные делают почти всё, как в инструкции.
Чистят бывают и зубными щетками, и зубочистками, и чем попало, повреждая иногда дюзу.
Что касается смазки, обычно смазки нет в наличии и смазка не производится вообще. Поэтому, требуйте, чтобы купили и смазку, и наборы для чистки краскопульта, инструмент прослужит дольше.
Иногда встречались маляры, которые приходили со своими краскораспылителями и использовали свой инструмент для нанесения краски и лака, то есть финишной отделки. В этом случае отношение к инструменту у маляра было совершенно другое.
В противном случае, когда краскопультом пользовались несколько маляров, то он достаточно быстро приходил в негодность. Дешёвые краскопульты умирали в течении недели, а дорогие, то есть ценой более 10 000 руб. держались полгода и более.
Настройка краскопульта: рабочее давление, подача краски, размер факела, диаметр сопла
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки.
В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
Устройство и особенности конструкции окрасочных пистолетов
Конструкция окрасочных пистолетов включает в себя:
-корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами, -спусковой рычаг, управляющий переключением клапанов, -выходное сопло для смесеобразования и формирования факела требуемой формы, -резервуар (бачок) для краски, -регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла.
К особенностям конструкции можно, пожалуй, еще отнести механизм спускового рычага. Он устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
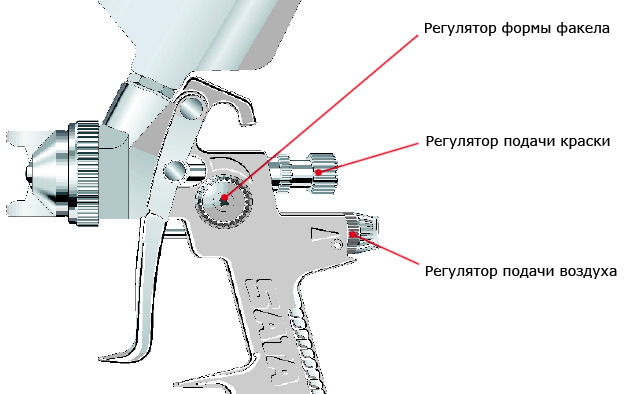
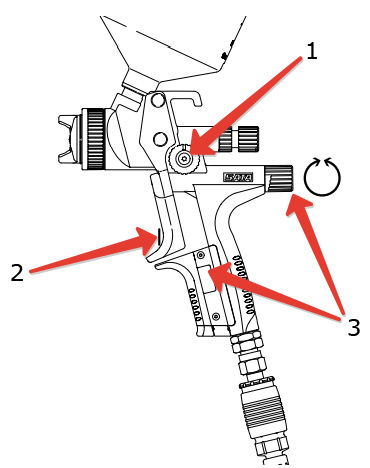
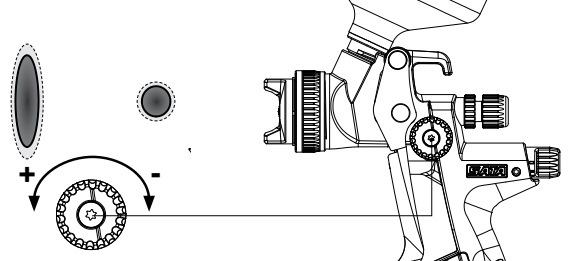
Функции и расположение регуляторов
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
-Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела. -Второй ответственен за регулировку хода иглы и количество подаваемого материала. -На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала.
Вопрос регулировки краскопульта сводится к выбору правильного соотношения «воздух — материал». При правильном балансе эти параметры позволяют добиться максимальной равномерности окрасочного факела по всей ширине, и такого же равномерно распределения лакокрасочного материала по поверхности.
Система окрасочного пистолета
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы:
-конвенциональные (высокое давление); -HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление); -LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление).
На сегодняшний день наиболее прогрессивными, экономичными и удовлетворяющими экологическим требованиям являются последние два типа распылителей. Как видно из названия, они характеризуются низким рабочим давлением: если обычные конвенциональные пистолеты распыляют материал при высоком давлении (примерно 3-4 бар), то пистолеты систем HVLP и LVLP — при низком (примерно 0,7-1,2 бар).
Что это дает? Главное преимущество — высокий коэффициент переноса краски. При малом давлении меньше краски превращается в бесполезный туман вокруг детали (так называемый overspray, «перепыл»), и больше переносится непосредственно на деталь. У краскопультов низкого давления коэффициент переноса достигает 65-70% (по сравнению с 30-45% у конвенциональных распылителей). Учитывая, что краски типа металлик и перламутр являются недешевыми, можно легко подсчитать, сколько денег сбережет для вас подобный краскопульт.
Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами.
К сожалению, такие насадки в комплекте с пистолетом не идут, поэтому указанная величина контролируется косвенно, по параметру давления на входе в краскопульт. С регулировки этого параметра мы и будем начинать настройку краскопульта.
Настройка входного давления
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
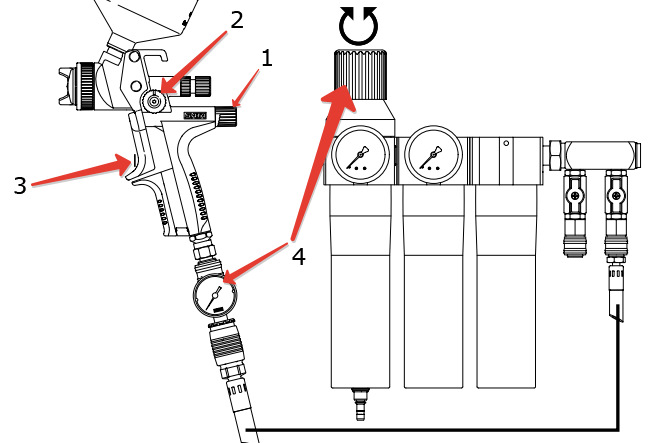
Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).
3. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже.
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.
Если манометр без регулятора
Если манометра нет вообще. Наименее точный способ
Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора.
Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
Размер факела при окраске
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку».
Максимальный размер факела можно получить только при достаточной подаче ЛКМ.
пять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто.
При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Немаловажен для маляра и подбор диаметра сопла краскопульта — этим можно добиться оптимального распыления материалов с разной вязкостью. Диаметр сопла должен быть тем больше, чем гуще лакокрасочный материал. И наоборот.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них):
-базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3); -акриловые эмали и прозрачные лаки — 1,4-1,5 мм; -жидкие первичные грунты — 1,3-1,5 мм; -грунты-наполнители — 1,7-1,8 мм; -жидкие шпатлевки — 2-3 мм; -антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов).
Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм.
Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать».
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
-тест правильности формы отпечатка факела; -тест на равномерность распределения краски в факеле; -тест на качество распыления. Основным из них является первый, с него и начнем.
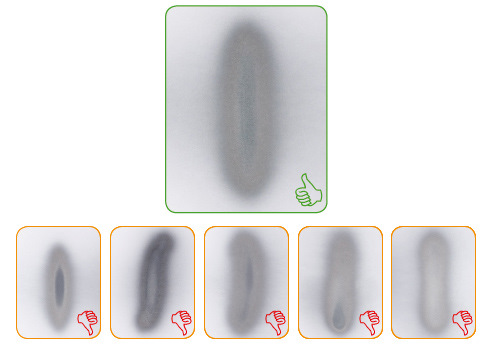
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.
Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки.
Для опытного мастера важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). На основании этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и оптимальное расстояние до окрашиваемой поверхности.
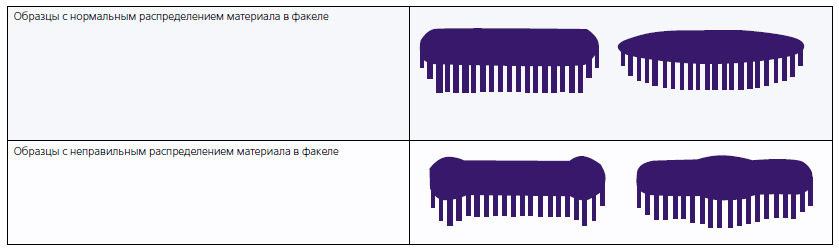
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.
Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центральной части факела. Образцы правильного и неправильного распределения материала приведены ниже.
Следует иметь ввиду, что существуют воздушные головки, специально разработанные для распыления с высокой концентрацией в центре факела.
Тест на качество распыления
Во-первых, не нужно пытаться добиться очень мелких капелек одинакового размера. Размер капель зависит как от давления распыления, так и от степени помола пигмента. Поэтому равномерное распределение по отпечатку более мелких капель, чем остальные, можно считать нормальным. Также нормально, когда от центра отпечатка к верхней и нижней его части размер капель слегка уменьшается.
Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений. При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела. Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,5-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту. Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта). Сопло краскопульта должно соответствовать вязкости распыляемого материала. И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.
Настройка краскопульта: рабочее давление, подача краски, размер факела, диаметр сопла
Когда я слышу слово «покраска», я хватаюсь за пистолет…
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскопульт и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, вылетающего с большой скоростью из отверстий воздушной головки.
В результате образуется так называемый окрасочный факел, состоящий из частичек лакокрасочного материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя лакокрасочного покрытие.
Устройство и особенности конструкции окрасочных пистолетов
Конструкция окрасочных пистолетов включает в себя:
К особенностям конструкции можно еще отнести механизм спускового крючка. Он устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
Функции и расположение регуляторов
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
Вопрос регулировки краскопульта сводится к выбору правильного баланса «воздух — материал». При правильно подобранном соотношении эти параметры позволяют получить максимально равномерный окрасочный факел по всей ширине, и такое же равномерное распределение лакокрасочного материала по поверхности.
Система окрасочного пистолета
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы:
На сегодняшний день самыми прогрессивными, экономичными и удовлетворяющими экологическим нормам являются последние два типа распылителей. Как видно из названия, они характеризуются низким рабочим давлением: если обычные конвенциональные пистолеты распыляют материал при высоком давлении (примерно 3-4 бар), то пистолеты систем HVLP и LVLP — при низком (примерно 0,7-1,2 бар).
Что это дает? Главное преимущество — высокий коэффициент переноса краски. При малом давлении меньше краски превращается в бесполезный туман вокруг детали (так называемый overspray, «перепыл»), и больше переносится на окрашиваемую поверхность. У краскопультов низкого давления коэффициент переноса достигает 65-70% (по сравнению с 30-45% у конвенциональных распылителей). Учитывая, что краски типа металлик и перламутр недешевы, можно подсчитать, сколько денег сохранит для вас такой краскопульт.
Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами.
Для настройки и контроля давления пистолета HVLP SATA выпускает тестовую головку с двумя манометрами
К сожалению, такие насадки в комплекте с пистолетом не идут, поэтому указанная величина контролируется косвенно, по параметру давления на входе в краскопульт. С регулировки этого параметра мы и будем начинать настройку краскопульта.
Настройка входного давления
Давление на входе в краскопульт — показатель нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
Настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукоятке пистолета. Потому что на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке пистолета позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений регуляторы подачи воздуха и размера факела. Регулировка подачи краски при этом не играет роли.
2. Затем нажмите на спусковой рычаг краскопульта, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Напоминаю, что для конвенциональных краскопультов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).
3. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже.
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.
Если манометр без регулятора
Если манометра нет вообще. Наименее точный способ
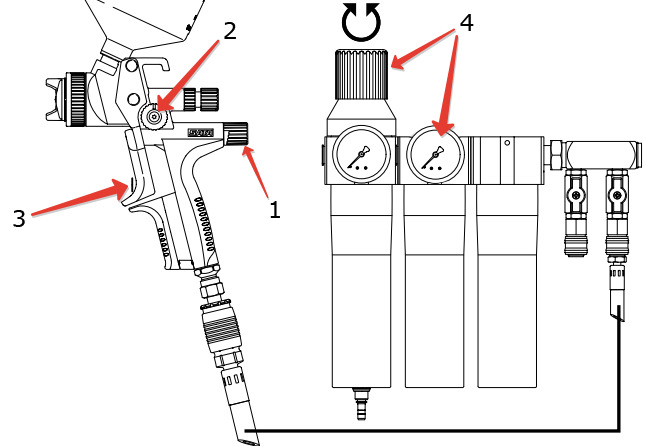
Если же ваш краскопульт не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы.
Выбирая давление в этом случае помните, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.
Если манометра нет вообще. Наименее точный способ! 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем давление на редукторе так, чтобы на 10 м шланга (внутренний диаметр 9 мм), на редукторе было на 0,6 бар больше рекомендованного входного давления пистолета.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, мы купили на рынке недорогой краскопульт с единственной «маркой» «Professional», и больше никакой информации о данном пистолете нам не известно — ни типа, ни рекомендаций по настройке, ни даже фирмы-производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок пульверизатора эмаль или лак стандартной вязкости, полностью откройте все регулировочные винты и, вращая регулятор на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пистолета.
Стоит сказать, что прибегнув к такой настройке, вы можете разочароваться во многих краскопультах. Главная проблема настройки дешевых пистолетов состоит в том, что для получения равномерного факела нужно либо огромное количество воздуха, что требует наличия более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно наносить базовые эмали, содержащие много алюминиевого зерна.
SATAjet 3000 B HVLP. Слева — оригинал, справа — подделка.
Хороший маляр сможет покрасить машину и плохим пистолетом — и получится хорошо. Покрасит и вторую — тоже неплохо. А на третьей, например, появятся проблемы… Так что виртуозам автопокраски жалеть деньги на свой главный инструмент просто грех.
Размер факела при окраске
Как показывает практика, самая высокая эффективность покраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в некоторых случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно корректировать исходя из необходимости на усмотрение маляра. Но в большинстве случаев при покраске регулировочный винт размера факела должен быть открыт на максимум.
Помните, что максимальный размер факела можно получить только при достаточной подаче ЛКМ.
Подача краски
Опять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу ЛКМ рекомендуется открывать полностью. На большинстве «пульверов» максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто.
При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Диаметр сопла
Немаловажен для автомаляра и подбор диаметра сопла краскопульта — этим можно добиться оптимального распыления материалов с разной вязкостью. Диаметр сопла должен быть тем больше, чем гуще лакокрасочный материал. И наоборот.
Каждый производитель ЛКМ четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них):
Нетрудно понять, что диаметр сопла значительно влияет на количество пропускаемой краски, ее расход. Например, покрыть лаком большой капот с дюзой 1,3 мм будет достаточно проблематично (по словам некоторых мастеров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для ЛКМ такой вязкости будет явно маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проходит уже на треть больше, чем через дюзу 1,3 мм.
Разброс в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать».
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
Основным из них является первый, с него и начнем.
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.
Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки.
Об остальных причинах некорректного распыления подробнее читайте здесь.
Для опытного маляра важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). Исходя из этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и выбрать оптимальное расстояние до окрашиваемой поверхности.
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.
Тест на равномерность распределения краски в факеле
Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центре факела. Образцы правильного и неправильного распределения материала приведены ниже.
Нужно иметь ввиду, что существуют воздушные головки, специально разработанные для распыления с высокой концентрацией в центре факела.
Тест на качество распыления
Чтобы окончательно убедиться, что наш краскопульт наносит лакокрасочный материал равномерно, проведем еще один, последний тест, имитирующий сам процесс покраски. Вдоль тестовой поверхности на рекомендуемом расстоянии и с равномерной постоянной скоростью делаем проход с включенным распылителем. Размеры капелек краски в полученной полосе могут нам кое-что подсказать.
Тест на качество распыления
Во-первых, не нужно пытаться добиться очень мелких капель одинакового размера. Размер капелек зависит как от давления распыления, так и от степени помола пигмента. Поэтому равномерное распределение по отпечатку более мелких капель, чем остальные — это нормальная ситуация. Также нормально, когда от центра отпечатка к верхней и нижней его части размер капель немного уменьшается.
Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
Резюме
И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.






 Для настройки и контроля давления пистолета HVLP SATA выпускает тестовую головку с двумя манометрами
Для настройки и контроля давления пистолета HVLP SATA выпускает тестовую головку с двумя манометрами Если манометра нет вообще. Наименее точный способ! 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем давление на редукторе так, чтобы на 10 м шланга (внутренний диаметр 9 мм), на редукторе было на 0,6 бар больше рекомендованного входного давления пистолета.
Если манометра нет вообще. Наименее точный способ! 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем давление на редукторе так, чтобы на 10 м шланга (внутренний диаметр 9 мм), на редукторе было на 0,6 бар больше рекомендованного входного давления пистолета. SATAjet 3000 B HVLP. Слева — оригинал, справа — подделка.
SATAjet 3000 B HVLP. Слева — оригинал, справа — подделка.

 Тест на равномерность распределения краски в факеле
Тест на равномерность распределения краски в факеле
 Тест на качество распыления
Тест на качество распыления


