Флекс флексу рознь: что такое гибкие филаменты, и как с ними работать на 3D-принтере
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Flex — это всего лишь общее название материалов для 3D-печати с характерной гибкостью. В эту группу входят самые разные филаменты с самыми разными составами, поэтому споры на тему «какой флекс лучше» зачастую бессмысленны. Мы решили подойти с практической стороны дела и собрать в одной статье полезную информацию по тем вариантам, которые выпускаются под нашим брендом, то есть REC, а заодно пояснить, как с ними работать.
Думаем, всем и так понятно зачем нужны флексы, но если нет, то вкратце: это материалы, которыми можно печатать разные гибкие и эластичные вещи: прокладки, уплотнители, модельные шины, фрикционные накладки на ручные инструменты, подошвы и ортопедические стельки, защитные чехлы и тому подобное. Вот только разные флексы делаются из разного сырья и могут сильно отличаться по физическим, химическим и механическим свойствам, поэтому выбирать следует аккуратно.

Наверное, не лучший вариант применения, но суть понятна
На сегодняшний день мы выпускаем четыре варианта гибких филаментов для FDM 3D-принтеров:
• REC Rubber — вариант синтетической резины на основе cтиролэтиленбутиленстирола (СЭБС, SEBS);
• REC Flex — термопластичный полиэфирный эластомер (ТПЭЭ, TPEE), напоминающий твердый силикон;
• REC Easy Flex — филамент из термопластичного полиуретана (ТПУ, TPU), самый мягкий и эластичный в нашей линейке;
• REC TPU D70 — еще один вариант термопластичного полиуретана, но наоборот очень твердый.
Не будем тянуть резину, и сразу сравним эти материалы по физико-механическим свойствам:
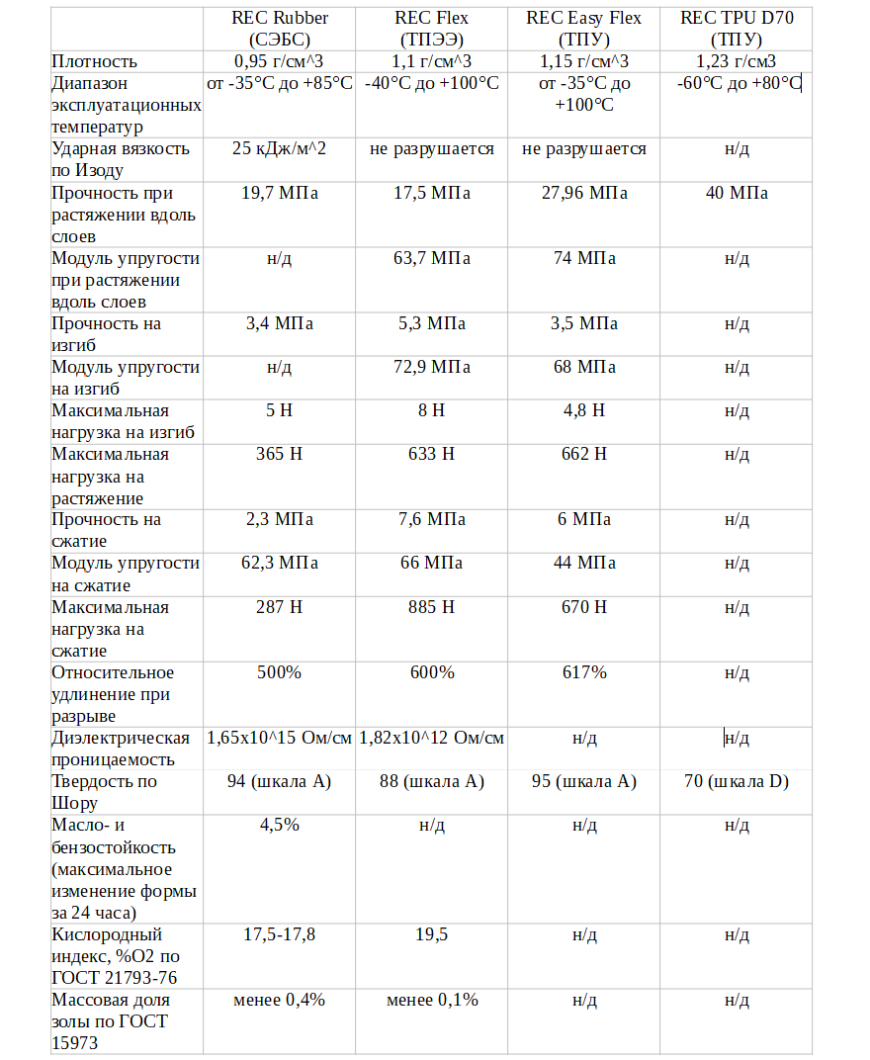
REC TPU D70 вообще сложно характеризовать как флекс, так как по твердости он близок к тому же АБС-пластику. Тем не менее, это тоже термопластичный полиуретан с относительно высокой ударной вязкостью и эластичностью, так что будем считать его условным флексом. Данных по этому филаменту пока мало, так как материал новый и еще не успел пройти полноценные испытания, но имейте в виду, что мы последовательно выкладываем результаты тестов в специальном разделе нашего сайта.

Пример 3D-печати материалом REC Flex
Химия
Все эти материалы отличаются не только физико-механическими характеристиками, но и химическими, что тоже в немалой степени обуславливает эксплуатационные свойства и сферы применения. Например, Easy Flex обладает не только высокой износостойкостью и сопротивлением к пластической деформации, но и хорошей стойкостью к маслам и бензинам. Rec Rubber, c другой стороны, демонстрирует низкую гигроскопичность (в отличие от того же REC Easy Flex), но не очень-то дружит с горюче-смазочными материалами.

Пример 3D-печати материалом REC Easy Flex
Чтобы было проще сориентироваться*, давайте посмотрим на еще одну, упрощенную ради простоты восприятия табличку, основанную на данных от производителей сырья:
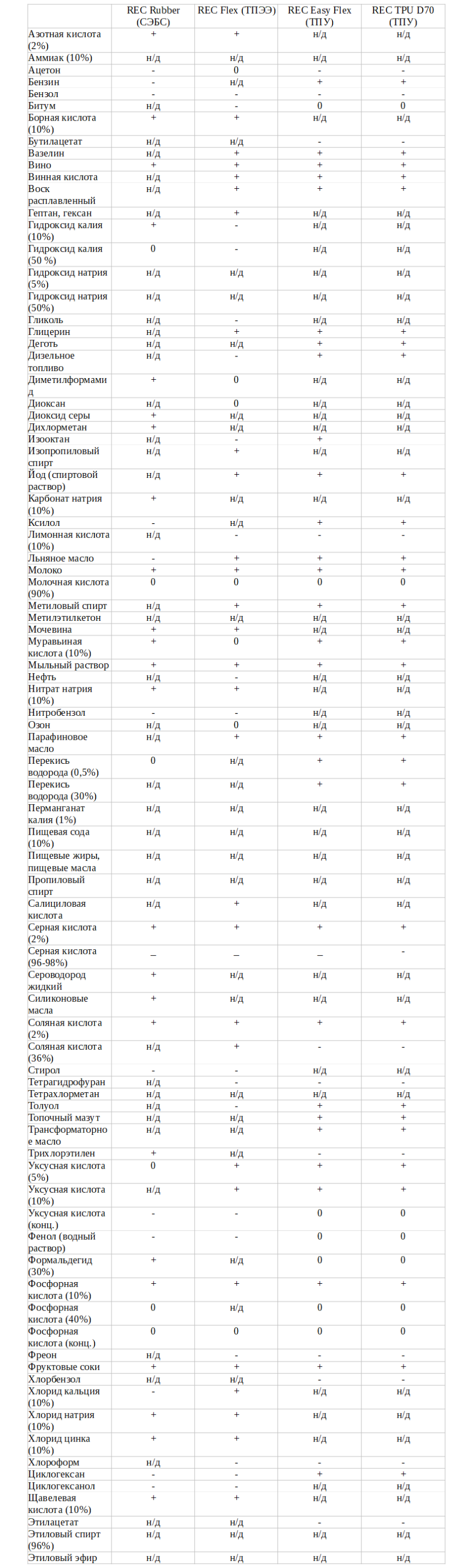
* «+» — высокая стойкость, «0» — умеренная стойкость, «-» — низкая стойкость
Выбрали материал? Тогда давайте разбираться, как получить из него что-то полезное.
Как печатать?
Флексы вполне заслуженно считаются сложными в работе материалами, что обусловлено как раз их главным свойством — гибкостью. Под нагрузкой, например при проталкивании материала в хотэнд, эластичный филамент будет сопротивляться — сгибаться и сжиматься, увеличиваясь в диаметре. При увеличении диаметра растет трение при проходе через хотэнд, а это требует дополнительного усилия, что в свою очередь приводит к росту деформации и трения вплоть до того, что филамент вообще отказывается идти в трубку и зажевывается подающим механизмом. Разрывается порочный круг тремя параллельными способами.
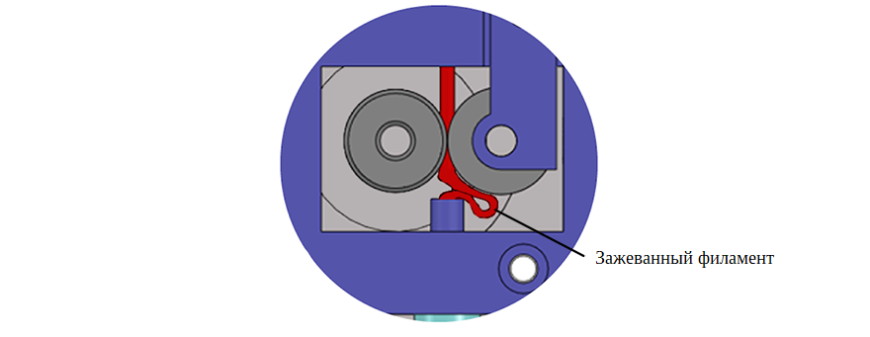 Первый — кастомизация экструдера. Чтобы филамент не зажевывался, нужно сделать так, чтобы расстояние между подающими роликами и хотэндом (если речь идет о директ-экструдере) или трубкой (если речь о боуденовской системе) стремилась к нулю. Чем меньше расстояние, тем лучше— если филаменту некуда бежать, придется лезть прямо в хотэнд, что нам и нужно (см. иллюстрацию ниже).
Первый — кастомизация экструдера. Чтобы филамент не зажевывался, нужно сделать так, чтобы расстояние между подающими роликами и хотэндом (если речь идет о директ-экструдере) или трубкой (если речь о боуденовской системе) стремилась к нулю. Чем меньше расстояние, тем лучше— если филаменту некуда бежать, придется лезть прямо в хотэнд, что нам и нужно (см. иллюстрацию ниже).

Все равно не хочет? Заставим. Вот только заставлять нужно аккуратно, так как повышение скорости подачи без учета других факторов приводит к более высокому усилию при проталкивании филамента, а если хотэнд не успевает плавить материал, он деформируется и сопротивляется еще на входе. Соответственно, не повышаем, а понижаем настройки скорости. Да, как правило печатать флексами приходится на очень низких скоростях укладки (20 мм/c, а то и ниже), но здесь есть еще и прямая зависимость от производительности хотэнда, а это уже третий момент.
Казалось бы, самой простой способ повысить производительность — увеличить температуру, но это не совсем так, а зачастую даже наоборот. Если разогнать термоблок слишком сильно, термобарьер не будет справляться со своими прямыми обязанностями, а это приведет к нагреванию филамента еще в холодной зоне хотэнда. Нагревание приводит к тепловому расширению, а оно, в свою очередь, приводит к росту трения. Получается пробка в холодной зоне.
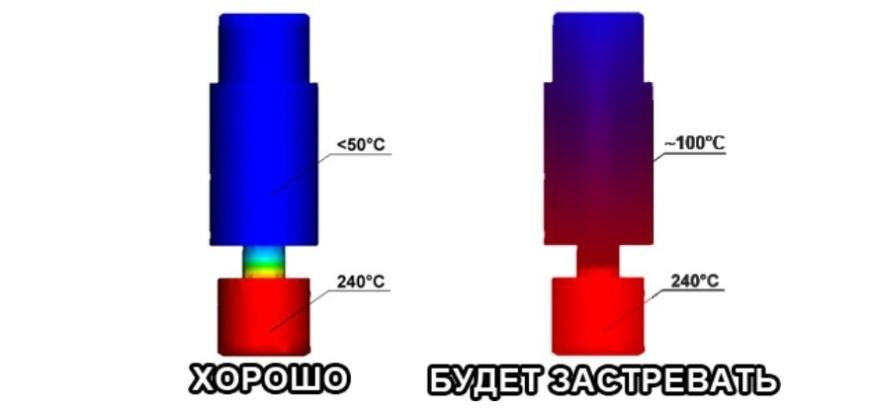
Вообще, в таких случаях лучше увеличивать длину горячего участка, вплоть до поэтапного прогрева несколькими термоблоками, но такой подход влечет за собой стремительный рост массо-габаритных характеристик, а потому встречается разве что на экструдерах в крупноформатных промышленных 3D-принтерах. Если же вы все-таки решите выйти за пределы рекомендуемых температур, то хотя бы заранее позаботьтесь о более эффективном охлаждении термобарьера — обдуве повышенной мощности, более эффективном радиаторе (не забываем про термопасту для лучшей теплопроводности) и любых других средствах, улучшающих теплоотвод. Чем более резкой будет граница между холодной и горячей зонами, тем лучше.
Настала пора еще одной таблички, на этот раз с рекомендуемыми параметрами:

Приведенные выше цифры очень условны ввиду огромного многообразия FDM 3D-принтеров, поэтому их стоит рассматривать как отправную точку для индивидуальной настройки параметров, а не жесткую рекомендацию.
С прижимом роликов в подающем механизме тоже нужно быть осторожными: слишком сильный прижим чреват опять-таки деформацией филамента. Как и все вышеперечисленное, этот момент решается экспериментальным путем.
Еще один сложный момент — это ретракт, ведь эластичные пластики деформируются не только при подаче в хотэнд, но и на «задней передаче», только теперь уже работают на растяжение. Именно по этой причине при работе с флексами рекомендуется использовать экструдеры с директ-подачей вместо боуденовских, так как в первых длина филамента между подающим механизмом и хотэндом минимальна. Попробуйте выставить дистанцию ретракта в два-три раза выше, чем при работе с твердыми полимерами, а затем «подкручивайте» вручную.
Что касается обдува слоев, то со всеми четырьмя материалами рекомендуется использовать минимальный обдув, либо не использовать вообще. Это достаточно проблематичный момент, так как флексы довольно долго затвердевают, а принудительное охлаждение приводит к снижению межслойной адгезии и, соответственно, снижению прочностных характеристик. Если деталь будет работать на сжатие, то это не такой уж и важный момент, а если на растяжение, изгиб и/или кручение, то лучше опять-таки сбросить скорость и постараться обойтись без обдува укладываемых слоев.

Пример 3D-печати материалом REC Flex
Чем мазать стол?
Если это Rubber, попробуйте клей-карандаш или лаки для волос. Хорошо печатается на стеклянных и стеклокерамических столиках, на алюминиевые можно добавить синий скотч.
Flex схватывается настолько хорошо, что клей или лак нужны не столько для удержания модели, столько для отделения от столика — в качестве разделительного слоя, иначе не отдерете. Если речь идет о стеклянном столике, дайте ему и модели остыть, и изделие может отвалиться само по себе. Если не отвалится, постарайтесь аккуратно срезать тонким лезвием, чтобы обойтись без сколов.
Если это Easy Flex, не забудьте просушить филамент перед заправкой, так как полиуретан очень гигроскопичен. Запустили 3D-принтер, а он шипит, плюется или укладывает нить с пузырьками или короблением? Останавливайте, выгружайте пластик и сушите при 50°С как минимум четыре часа — можно в электрической духовке или фруктосушилке. Насчет хранения и сушки разных филаментов можете почитать статьи здесь и здесь. Сухой Easy Flex дает изделия с отличной прочностью на разрыв, так что предварительной просушкой пренебрегать не следует. Термоусадке материал почти не подвержен, необходимости в рафтах в большинстве случаев возникать не должно, достаточно намазать столик тонким слоем клея-карандаша или лака.
Если же вы работаете с TPU D70, то опять-таки для лучшего схватывания со столиком используйте клей-карандаш или лак. Термоусадка невысока, но при необходимости для увеличения площади контакта с рабочей поверхностью можно напечатать юбку. И не забудьте предварительно просушить филамент, ведь здесь тоже используется полиуретан.

Пример 3D-печати материалом REC Flex
Во всех случаях старайтесь избегать чрезмерного количества поддержек и рафтов. Для улучшения адгезии изделия со столиком лучше подходят юбки, так как их достаточно легко срезать по завершении 3D-печати, а вот удаление опор и рафтов будет куда более трудоемкой задачей.
Тема адгезионных средств сложна и обширна, так что приглашаем всех желающих поделиться опробованными вариантами в комментариях.

Пример 3D-печати материалом REC Flex
Напоследок, в Wiki на нашем сайте есть отдельные, подробные статьи по REC Rubber, REC Flex и REC Easy Flex.
Филамент PETG: обзор, пошаговые настройки, возникшие проблемы и их решение
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Что может быть лучше PLA и ABS?
Какой пластик более долговечный?
Выдерживает более высокие температуры, чем PLA?
Существует что-то,что печатается легче, чем ABS?
Если Вы задаете себе такие вопросы, то филамент PETG мог бы стать вашим фаворитом. С момента своего появления этот пластик активно набирает популярность. Давайте же посмотрим, что это такое и почему его следует использовать?
Что такое филамент PETG?
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат (вспомните о пластиковых бутылках), а G говорит о том, что он модифицирован гликолем для большей долговечности.
Если коротко, то это действительно прочный материал, исключительно крепкий и без запаха при печати. Стоит только выставить правильные настройки, и печать пойдет как по маслу. Вот несколько основных преимуществ печати этим материалом и самые главные характеристики филамента PETG:
Обычно филамент PETG предлагается в широком ассортименте полупрозрачных цветов, а напечатанные фигуры имеют блеск. Поэтому данный материал идеален для печати всего того, что не должно разбиться и должно быть прозрачным. Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Едва ли вас заинтересует стандартный филамент PET, потому что повсеместно доступны более прочные гликоль-модифицированные варианты.
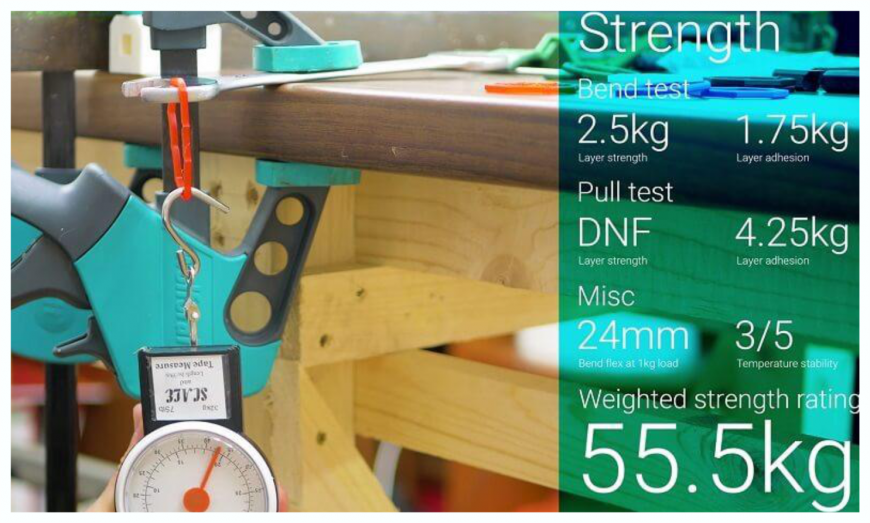
В обзоре про филамент PETG на сайте Filaween говорится об испытаниях на прочность. PETG оказался вне конкуренции, его не удалось сломать в направлении слоев. И это не пустое хвастовство (честно-честно!), это на самом деле говорит о том, что PETG очень прочный материал.
Здесь мы можете посмотреть видео с испытания PETG
Подписывайтесь на наш канал на YouТube. Скоро интересных видео будет еще больше!
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендую PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот одно из наших самодельных решений – бампер для микро-квадрокоптера. Как нетрудно догадаться, бампер должен быть достаточно жестким, чтобы выдерживать удары, и весьма упругим, чтобы гасить их даже при самых фатальных катастрофах.
Нам кажется, это отличный пример распечатки, для которой вам может понадобиться именно этот материал. Собственно, это отличное дополнение к имеющемуся у вас арсеналу филамента для 3D-печати.

Отличный пример практического применения прочности PETG. Бампер.
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Теперь давайте посмотрим, как добиться наилучших результатов при работе с этим еще не очень распространенным материалом. И как потратив какое-то время на настройки, потом спокойной наблюдать, за принтером, который один за другим печатает износостойкие прототипы, модели и готовые детали.

Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG, – и
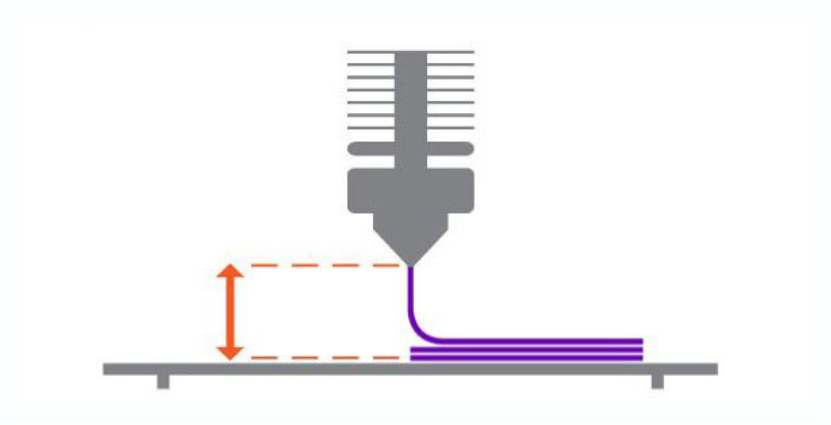
При печати PETG обычно оставляйте дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.

Некоторые из работ Джозефа Каши из 3D Maker Noob’s,
напечатанные Red PETG
Следующие моменты отличают настройки охлаждения при печати этим филаментом. Их нужно выставить правильно, под имеющуюся задачу. Вообще, полезно поэкспериментировать: какова будет реакция филамента на те или иные изменения в параметрах печати.
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем,и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
Краткое сравнение PETG и PLA

Предлагаем PETG самых разных цветов,
целый килограмм заказывать не обязательно,
можно просто попробовать
Приятная новость: сейчас на PETG от BestFilament скидка 40%!
Заказать филамент можно:
Принимаем заказы и на образцы и на катушки по 0,5 кг.
Совет от производителя:
Еще раз напомним, что не стоит думать о petg как о панацее для решения всех проблем, но свой широкий класс задач этот филамент решает на ура! Рекомендуем взять пробник для понимания материала и его свойств.
Успехов и ровной печати.
Присылайте ваши работы, и мы с удовольствием расскажем о них!
А еще мы награждаем автора лучшей работы!
Победителей прошлых недель Вы можете посмотреть здесь »»» Наша почта info@bestfilament.ru,
звоните на 8-800-234-47-78,
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Филамент для 3d принтера – основа 3д печати
Филамент для 3d принтера – это материал (пластик и ему подобные материалы) для производства 3д моделей.
Ознакомьтесь с руководством по 25 наиболее популярным типам нитей для 3d печати. Здесь показано их использование, свойства и где вы можете их купить.
Обладание 3d принтером открывает дверь во вселенную использования. Будь то что-то функциональное, такое как протезирование или развлечения, например, есть одна универсальная необходимость, связывающая все эти возможности: нить накала.

Филамент для 3d принтера — введение
У вас есть множество вариантов сырья, из которого вы печатаете 3d модели. Здесь мы рассмотрим типичные нити ежедневного пользования, такие как PLA и PETG. А также причудливые вещи, которые позволяют вам проявить творческий подход. Также часто называемый «экзотикой».
Филамент для 3d принтера может быть (или состоять из) из нейлона, поликарбоната, углеродного волокна, полипропилена и многих других! В дополнение к термопластам. Которые включают в себя обычные типы нитей для 3d принтера. Например, такие как вышеупомянутые PLA и PETG. Есть даже специальные смеси, которые могут проводить электричество или светиться в темноте!
Благодаря такому разнообразию, стало проще, чем когда-либо, создавать функциональные, красивые и высокоэффективные отпечатки из различных материалов. Имея это в виду, мы представляем наше руководство «Филамент для 3d принтера». Вы найдете в общей сложности 25 типов материалов накаливания.
Филамент для 3d принтера: самые популярные шесть типов нити
Эта первая категория знакомит с шестью наиболее часто используемыми типами нитей для 3d принтеров. Они популярны благодаря простоте использования и физическим свойствам.
Филамент для 3d принтера-PLA
В сфере домашней 3d печати коренной является полимолочная кислота (PLA). Хотя ее часто сравнивают с АБС (следующим по порядку троном). Но PLA — самый популярный тип нитей для 3d принтеров. И на то есть веские причины.
Прежде всего, с ним легко печатать. PLA имеет более низкую температуру печати, чем ABS. И он не деформируется так легко. А это означает, что для него не требуется нагревательный слой. Хотя это определенно помогает.
Еще одним преимуществом использования PLA является то, что он не выделяет запах во время печати. Обычно его считают нитью без запаха. Но многие сообщают о запахах сладких конфетоподобных паров.
Наконец, PLA более экологичен, чем большинство типов нитей для 3d принтеров. Как биоразлагаемый термопластик. Он производится из обновляемых ресурсов, таких как кукурузный крахмал или сахарный тростник.
Как и АБС, PLA является основным материалом, используемым во многих экзотических или рекреационных волокнах. Таких как те, которые обладают проводящими свойствами или светящимися в темноте. Или те, которые наполнены деревом или металлом.
Филамент для 3d принтера ABS
Что такое филамент для 3d принтера ABS?
Акрилонитрил-бутадиен-стирол (ABS) занимает второе место по популярности среди нитей для 3d принтеров после PLA. Но это просто означает, что это второй, который наиболее часто используется.
Что касается свойств материала, ABS на самом деле умеренно превосходит PLA. Несмотря на то, что печать на нем несколько сложнее. Именно по этой причине ABS встречается во многих промышленных бытовых и потребительских товарах. Включая кирпичи LEGO и велосипедные шлемы!
Изделия из АБС отличаются высокой прочностью и способностью противостоять высоким температурам. Но энтузиасты 3d принтеров должны помнить о высокой температуре печати на нити. А также склонности к деформации при охлаждении и сильных испарениях. Обязательно печатайте с нагревательной кроватью и в хорошо проветриваемом помещении.
Свойства нити 3d принтера: ABS
Сила: высокая | Гибкость: Средняя | Долговечность: высокая
Сложность использования: средняя
Температура печати: 210 ° C — 250 ° C
Температура слоя печати: 80 ° C — 110 ° C
Растворим: в эфирах, кетонах и ацетоне
Пищевая безопасность: не безопасная пища
Когда я должен использовать филамент для 3d принтера ABS?
Филамент для 3d принтера ABS прочный. Он способен выдерживать высокие нагрузки и температуру. Он также умеренно гибкий. В совокупности эти свойства делают АБС хорошей универсальной нитью для 3d принтеров общего назначения.
Но на самом деле она лучше с предметами, которые часто обрабатываются, роняются или нагреваются. Примеры включают в себя чехлы для телефонов, износостойкие игрушки, ручки для инструментов. Или компоненты автомобильной отделки и электрические шкафы.
Филамент для 3d принтера PETG (PET, PETT)
Что такое филамент для 3d принтера PETG?
Полиэтилентерефталат (ПЭТ) является наиболее часто используемым пластиком в мире. Наиболее известный как полимер, используемый в бутылках для воды. Он также содержится в волокнах одежды и пищевых контейнерах. Вариант PETG является популярной нитью для 3d принтеров. В то время как «сырой» PET редко используется в 3d печати.
Как и любой другой материал для 3d печати, существует множество брендов, предлагающих свои цвета, сочетания и свойства. Что вы можете сделать, чтобы найти лучшее?
Innofil3D EPR InnoPET — лучший общий PETG
Innofil3D EPR InnoPET оценен как лучший общий PETG. Он предлагает наилучшее сочетание механической прочности и визуальной привлекательности.
Буква «G» в PETG обозначает «модифицированный гликолем». В результате получается нить, которая является более четкой, менее хрупкой. Но, что наиболее важно, более простой в использовании, чем ее основная форма.
По этой причине PETG часто считается хорошим промежуточным звеном между ABS и PLA. Двумя наиболее часто используемыми типами нитей для 3d принтеров. Поскольку он более гибкий и долговечный, чем PLA. И его легче печатать, чем ABS.
При использовании PETG следует помнить о трех вещах, которые следует учитывать любителям 3d принтеров:
PETG гигроскопичен, то есть поглощает влагу из воздуха. Поскольку это отрицательно сказывается на печати, храните нить 3d принтера в сухом прохладном месте.
PETG липкий во время печати. Это делает эту нить 3d принтера плохим выбором для опорных конструкций. Нно хорошо для адгезии слоев. (Только будьте осторожны с печатной кроватью!)
PETG царапается легче, чем ABS.
Полиэтилентриметилентерефталат (PETT)
Филамент для 3d принтера PETT Является еще одним вариантом PET. Эта нить для 3d принтера, немного более жесткая, чем PETG. Популярна благодаря своей прозрачности.
Свойства нити 3d принтера: PETG (PET, PETT)
Сила: высокая | Гибкость: Средняя | Долговечность: высокая
Сложность использования: низкая
Температура печати: 220 ° C — 250 ° C
Температура слоя печати: 50 ° C — 75 ° C
Пищевая безопасность: обратитесь к руководству производителя
Когда следует использовать нить для 3d принтера PETG (PET, PETT)?
Филамент для 3d принтера PETG — это универсальный инструмент. Но он отличается от многих других типов нитей для 3d принтеров своей гибкостью, прочностью, температурой и ударопрочностью. Это делает его идеальной нитью для 3d принтера для использования с объектами, которые могут испытывать постоянное или внезапное напряжение. Такими как механические детали, детали принтера и защитные компоненты.

Филамент для 3d принтера — нейлон
Что такое филамент для 3d принтера нейлон?
Нейлон, популярное семейство синтетических полимеров, используемых во многих отраслях промышленности. Является чемпионом в мире 3d печати. Он занимает первое место в конкурсе на прочность, гибкость и долговечность. По сравнению с большинством других типов нитей для 3d принтеров.
Еще одна уникальная особенность этой нити 3d принтера состоит в том, что ее можно покрасить. Как до, так и после процесса печати. Отрицательной стороной этого является то, что нейлон, как и PETG, гигроскопичен. Это означает, что он впитывает влагу. Поэтому не забывайте хранить его в прохладном, сухом месте, чтобы обеспечить лучшее качество отпечатков.
В целом, существует много сортов нейлона. Но среди самых распространенных для использования в качестве нити для 3d принтера — 618 и 645.
Свойства нити 3d принтера: нейлон
Сила: высокая | Гибкость: высокая | Долговечность: высокая
Сложность использования: средняя
Температура печати: 240 ° C — 260 ° C
Температура печатного слоя: 70 ° C — 100 ° C
Пищевая безопасность: обратитесь к руководству производителя
Когда я должен использовать нейлон?
Воспользуйтесь прочностью, гибкостью и долговечностью нейлона. Используйте этот тип нити 3d принтера для создания инструментов, функциональных прототипов или механических деталей. Например, таких как петли, пряжки или шестерни.
Филамент для 3d принтера TPE, TPU, TPC (гибкий)
Что такое филамент для 3d принтера TPE?
Термопластичные эластомеры (TPE) — это, в основном, пластмассы с резиновыми свойствами. Что делает их чрезвычайно гибкими и долговечными. Таким образом, TPE обычно используется в автомобильных деталях, бытовых приборах и медицинских расходных материалах.
В действительности, TPE — это широкий класс сополимеров (и полимерных смесей). Но, тем не менее, он используется для маркировки многих коммерчески доступных типов нитей для 3d принтеров.
Мягкие и растяжимые, эти нити могут выдержать наказание, которое не могут выдержать ни ABS, ни PLA. С другой стороны, печать не всегда проста. Так как TPE может быть трудно выдавливать.
Термопластичный полиуретан (TPU)
Представляет собой особую разновидность TPE. Он сам по себе является популярной нитью для 3d принтеров. По сравнению с обычным TPE, TPU немного более жесткий, что облегчает печать. Это также немного более долговечно и может лучше сохранять свою эластичность на морозе.
Термопластичный сополиэфир (TPC)
Еще одна разновидность TPE. Хотя и не так широко используемая, как TPU. Основным преимуществом TPC является его более высокая стойкость к химическому и ультрафиолетовому воздействию. А также к нагреву (до 150 ° C).
Свойства нити 3d принтера: TPE, TPU, TPC (гибкий)
Сила: Средняя | Гибкость: очень высокая | Долговечность: очень высокая
Сложность использования: средняя (TPE, TPC); Низкий (ТП)
Температура печати: 210 ° C — 230 ° C
Температура печатного слоя: 30 ° C — 60 ° C (но не обязательно)
Пищевая безопасность: не безопасная пища
Когда следует использовать нить для 3d принтера TPE, TPU или TPC?
Используйте филамент для 3d принтера TPE или TPU при создании объектов, которые требуют значительного износа. Ваш отпечаток должен сгибаться, растягиваться или сжиматься? Это правильные нити 3d принтера для работы.
Примеры отпечатков могут включать игрушки, чехлы для телефонов или, например, браслеты. TPC может использоваться в тех же условиях. Но особенно хорошо работает в более суровых условиях. Например, на открытом воздухе.
Филамент для 3d принтера PC (поликарбонат)
Что такое филамент для 3d принтера PC?
Поликарбонат (PC) является самой прочной филаментной нитью для 3d принтера, представленной в этом списке. Чрезвычайно прочен и устойчив к физическим воздействиям и нагреву. Способен выдерживать температуры до 110 ° C.
Он также прозрачный, что объясняет его использование в коммерческих предметах. Например, таких как пуленепробиваемое стекло, маски для подводного плавания и электронные экраны.
PC не следует путать с акриловым стеклом или оргстеклом. Которые разрушаются или растрескиваются под нагрузкой. Несмотря на некоторые подобные случаи использования.
В отличие от этих двух материалов, PC является умеренно гибким. Хотя и не таким, как, например, нейлон. Это позволяет ему изгибаться до тех пор, пока в конечном итоге не деформируется.
Нить для 3d принтера PC гигроскопична, способна впитывать воду из воздуха. Поэтому не забывайте хранить ее в сухом прохладном месте. Это обеспечит лучшее качество отпечатков.
Свойства нити 3d принтера: ПК (поликарбонат)
Сила: очень высокая | Гибкость: Средняя | Долговечность: очень высокая
Сложность использования: средняя
Температура печати: 270 ° C — 310 ° C
Температура печатного слоя: 90 ° C — 110 ° C
Пищевая безопасность: не безопасная пища
Когда я должен использовать нить для 3d принтера?
PC является идеальной нитью для 3d принтера для деталей. Которые, благодаря своим физическим свойствам, должны сохранять прочность, ударную вязкость и форму в условиях высокой температуры. Например, таких как электрические, механические или автомобильные компоненты. Также попробуйте воспользоваться его оптической четкостью в проектах освещения или для экранов.
Отдав должное Большой шестерке, боги 3d печати теперь должны быть успокоены. Время перейти к чему-то более веселому!
Раньше мы в основном фокусировались на физических характеристиках, таких как прочность, гибкость и долговечность. Но следующие семь типов нитей 3D популярны благодаря своей отделке, составу и другим особым характеристикам. Просто посмотрите на следующий тип. Дерево? Как это круто!
Эти нити особенно популярны в развлекательных 3d принтерах. Благодаря своей экзотической природе. Другими словами, это забавная категория!
Экзотические материалы 3D-печати – пластики
— нити с металлическим наполнением (Metal Filled)
— заполнение древесиной (Wood Filled)
— Carbon Fiber Filled — углеродное волокно с наполнителем
— биоразлагаемые пластики (bioFila)
— токопроводящие пластики
— люминесцентные пластики
— магнитные пластики
— пластики, меняющие цвет
— филамент для 3d принтера — Glow-in-the-Dark
— керамические пластики
Профессиональные материалы 3D-печати
ASA
FPE
HIPS
PMMA (акрил)
РОМ (Полиацеталь)
PP (Полипропилен, Polypropylene)
PVA
Пластики для чистки сопел (очищающая нить для 3D-принтера)
Пластик из углеродного волокна
PC/ABS
Пластики из воска
Все новости в наших группах: вконтакте, twitter, facebook



