Большая Энциклопедия Нефти и Газа
Фаолитовая труба
Фаолитовые трубы применяют для перемещения едких жид-1 костей. Эти трубы не подвержены коррозии и теплостойки. [16]
Фаолитовые трубы или изделия получают обычным способом. Неотвержденное фаолитовое изделие плотно обматывают полосками ткани, смазанными бакелитовым лаком. Если не требуется повторное наложение фаолита, то в таком виде и производят отверждение текстофаолита. [19]
Фаолитовые трубы могут быть соединены между собой фаолитом. Это одно из лучших соединений, самое надежное и самое прочное. Однако этот метод не везде применим, так как для отверждения фао-лита требуется камера, где поддерживается температура от 60 до 130 С, или специальное приспособление для нагревания при этих температурах мест соединения труб. Затем обматывают этой лентой место соединения труб, предварительно промазав бакелитовым лаком концы труб и ленту. [21]
Фаолитовые трубы соединяются при помощи чугунных разрезных или стальных неразрезных фланцев и стальных разрезных колец. [22]
Фаолитовые трубы изготовляют на основе фенольной смолы с наполнителями из специального асбеста, молотого обожженного графита и горного или речного песка. Фаолитовые трубы изготовляют внутренним диаметром 33, 54, 78, 100, 150 и 200 мм, длиной 1000 и 2000 мм, с буртами на обоих концах и соединяют стальными накидными фланцами, упирающимися в разрезные полукольца. Фаолитовые трубы применяют на давление до 6 кГ / см2 и температуру до 130; они очень хрупки, поэтому монтаж их должен производиться с большой осторожностью. [23]
Фаолитовые трубы диаметром 150 мм и выше формуют из сырых листов пластмассы на разъемных деревянных или металлических шаблонах, с последующей полимеризацией. [26]
Фаолитовые трубы могут применяться для транспортирования кислот и других агрессивных жидкостей как внутри цеха, так и в межцеховых коммуникациях. [27]
Фаолитовые трубы соединяются следующими способами ( фиг. [28]
Фаолитовые трубы используют на операции вытяжки из выпарных аппаратов и на других коррозионноопасных участках. На некоторых коммуникациях, соприкасающихся с уксуснокислыми растворами, испытывают текстолитовые трубы, которые не подвергались изменениям при эксплуатации в течение 6 лет. Ранее на заводе широко применялась запорная арматура из керамики, которая, как известно, плохо противостоит механическим воздействиям. Теперь предпочитают на ответственных коммуникациях устанавливать чугунные фаолитированные краны. Эти краны обладают высокой прочностью и термостойкостью, но они менее универсальны, чем керамические краны. Так например, чугунные фаолитированные краны непригодны для эксплуатации на эфирных линиях; кроме того, они слишком тяжелы для использования на винипластовых трубопроводах. [29]
Фаолит


Фаоли́т — кислотоупорная термореактивные пластмасса, изготовляемая на основе водноэмульсионной резольной фенолоформальдегидной смолы (бакелитовой смолы). Обязательным компонентом фаолита, выступающим в качестве наполнителя, является асбест (фаолит марки «А»). Обычно используют смесь хризотилового и антофиллитового асбеста в смеси с графитом (фаолит марки «Т», для повышения теплопроводности) или с песком (фаолит марки «П», для увеличения теплостойкости).
Содержание
Свойства
По сравнению с другими химически стойкими материалами фаолит обладает рядом преимуществ. Под действием солнечного света и электрического освещения в течение года отвержденный фаолит немного темнеет, но механические показатели остаются без изменений. Поврежденные Фаолитовые изделия легко ремонтируются на месте, что почти исключено для керамических изделий. Эксплуатация фалитовых трубопроводов в зимних условиях подтверждает высокую морозостойкость фаолита.
Химическая стойкость
Фаолит и фаолитовые изделия обладают весьма высокой химической стойкостью к кислым средам и органическим растворителям. Основная качественная характеристика фаолита — высокая стойкость к действию кислот (кроме кислот-окислителей). Он стоек в кислотах:
Физико-механические свойства
Недостатки
Основной недостаток фаолита заключается в том, что его малая ударная вязкость и отсутствие эластичности в ряде случаев приводит к необходимости увеличивать прочность фаолитовых изделий за счет применения тканевых прослоек (изделия из текстофаолита) или помещать фаолитовые аппараты в стальные кожухи. Плохая теплопроводность фаолита марки «А» не позволяет использовать его для теплообменной аппаратуры. Фаолит марки «Т», имеющий более высокий коэффициент теплопроводности, может использоваться в ряде подобных случаев. Недостатком фаолитирования является необходимость термической обработки в специальной камере-сушилке, что затрудняет применение фаолита для защиты арматуры в аппаратах, имеющих большие габариты.
С ростом температуры агрессивной среды увеличивается износ фаолита в результате более глубокого проникновения химических реагентов в фаолит и частично — его набухания. За стадией набухания может наступит стадия разрушения фаолита — это зависти от агрессивной среды и температуры. Резкие колебания температуры при эксплуатации фаолита нежелательны, так как они могут привести к образованию трещин.
Технология производства
Производство фаолита состоит из двух основных этапов:
Образование смолы
Смешение компонентов
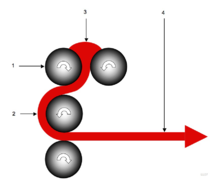
Жидкую резольную смолу подогревают до 50÷60°С и помещают в смеситель. Производится загрузка наполнителей и добавок, в зависимости от марки выпускаемого фаолита:
Каждая марка фаолитов может отличаться по рецептуре в зависимости от назначения. В настоящее время производится фаолит марки В — на основе талька. [6]
Для повышения кислотостойкости фаолита асбест обрабатывают соляной кислотой, промывают и просушивают, чтобы удалить кислоторастворимые продукты. Смешение компонентов проводится течение 1 часа. Для поддержания температуры в «рубашку» смесителя подается горячая вода.
Готовый продукт

Смола придает композиции пластичность до отверждения и твердость после отверждения. На свойстве пластичности сырого фаолита основаны способы переработки его в полуфабрикаты (листы, трубы), готовые прессованные изделия и способы изготовления из него замазок.
Готовая сырая масса может применяться в качестве фаолитовой замазки, а так же для изготовления листовых и фасонных изделий.
Полученные изделия подвергают отверждению в специальных камерах при плавном повышении температуры от 60÷70°С до 120÷1300°С, производимой подачей пара в течении 25÷30 часов. Когда температура снизится до 60÷700°С листы или изделия из камеры выгружаются. Поверхность изделий из фаолита покрывают бакелитовым лаком (спиртовым раствором фенолоформальдегидной смолы) в ванне. Лаковое покрытие дополнительно отверждают в камере примерно по такому же режиму, как и изделия из фаолита. [7]
Применение
Текстофаолит
Текстофаолит представляет собой материал, состоящий из нескольких слоев фаолита с проложенными между ними слоями ткани. Различают ткани на основе стеклянных нитей (стеклоткань, стеклосетка), на основе хлопчатобумажных тканей (бязь, миткаль, бельтинг), на основе угольной, графнтированной или какой-либо другой ткани. За счет применения тканей изделия из текстофаолита становятся прочнее в 1,5—2 раза по сравнению с изделиями из фаолита. Текстофаолит применяют для изготовления крупногабаритных вентиляционных труб высотой до 200 м, работающих в жестких условиях воздействия различных агрессивных сред.
Фаолит
 Фаолитом называется кислотостойкая пластическая масса, получаемая на основе феноло-формальдегидной резольной смолы и кислостойкого наполнителя – асбеста, графита или кварцевого песка. В зависимости от природы наполнителя и количественного соотношения между смолой и наполнителем могут составляться фаолитовые композиции, изделия из которых различаются как по своим физико-механическим свойствам, так и по кислотостойкости.
Фаолитом называется кислотостойкая пластическая масса, получаемая на основе феноло-формальдегидной резольной смолы и кислостойкого наполнителя – асбеста, графита или кварцевого песка. В зависимости от природы наполнителя и количественного соотношения между смолой и наполнителем могут составляться фаолитовые композиции, изделия из которых различаются как по своим физико-механическим свойствам, так и по кислотостойкости.
Термореактивная феноло-формальдегидная смола способна под влиянием нагревания переходить в твердое, неплавкое и нерастворимое состояние. В соответствии с этим и фаолитовая масса, в которой частички наполнителя связаны между собой вязкой растворимой смолой, при термообработке отверждается, становится неплавкой и нерастворимой.
Фаолит нашел широкое применение во многих отраслях промышленности как конструкционный материал. В ряде случаев он заменяет цветные металлы, особенно свинец. Легкость фаолита (плотность 1,5–1,7 г/см 3 ), химическая стойкость к кислым агрессивным средам и способность к формованию позволяют изготовлять из него химически стойкую аппаратуру весом в несколько раз меньше металлической.
Фаолит можно применять при более высокой температуре, чем многие другие кислотостойкие пластические массы. По техническим условиям теплостойкость фаолита гарантируется до 100 0 С. Практически же в производственных условиях фаолит эксплуатируется при температуре 130 0 С и выше. Однако нельзя подвергать фаолит нагреву открытым пламенем или электрообогреву.
В отличие от других термореактивных пластмасс сырой фаолит может формоваться при обычных или несколько повышенных температурах без использования высокого давления. Это позволяет изготовлять из него аппаратуру, не применяя прессов и дорогостоящих прессформ. Путем формовки получают детали различных размеров (по длине и диаметру), из которых затем монтируют коммуникации, аппаратуру и оборудование.
Физико-механические свойства фаолита
| Наименование | Значение | ||||||||||||||||||
| Плотность, кг/м 3 | 1500-1700 | ||||||||||||||||||
 Фаолиты – это кислотоупорные пластмассы на основе водоэмульсионных резольных фенолоформальдегидных олигомеров и кислотостойкого наполнителя. В зависимости от применяемого наполнителя различают три марки фаолита:
Фаолиты – это кислотоупорные пластмассы на основе водоэмульсионных резольных фенолоформальдегидных олигомеров и кислотостойкого наполнителя. В зависимости от применяемого наполнителя различают три марки фаолита:| Марка и назначение фаолита | Сырье | Содержание, масс ч. | |
| Марка А; для листов, сосудов, аппаратов | Резольный олигомер | 100 | |
| Асбест антофиллитовый | 95 | ||
| Асбест хризотиловый | 5 | ||
| Марка В; для пресс-изделий | Резольный олигомер | ||
| Асбест хризотиловый | |||
| Марка Т; для труб | Резольный олигомер | 100 | |
| Асбест хризотиловый После смешения дальнейшие стадии процесса определяются целевым назначением получаемых продуктов. Для изготовления фаолитовой замазки масса после вальцов подается на упаковку. Для получения сырых листов масса из смесителя подается на вальцы, где вальцуется с фрикцией при температуре горячего валка 70—90 °С и холодного валка 25—30 °С, и пропускается через каландр. Для получения труб и профильных изделий пресс-масса после вальцевания подается в пресс или экструдер. Температура обогреваемого цилиндра экструдера 60—70 °С. Затем трубы и другие изделия направляются в камеру на отверждение. Отверждение проводится при 60—120°С в течение суток. После отверждения изделия поступают на механическую обработку (токарный станок или пила), покрываются резольным лаком и сушатся. О длительности работы фаолитовых изделий в различных средах можно судить из приведенных ниже данных:
|
 По сравнению с кислотоупорной керамикой, широко применяемой для футеровки химической аппаратуры, фаолиты имеют ряд преимуществ: они приблизительно вдвое легче, превосходят ее в 4—6 раз по статической и динамической прочности и менее чувствительны к резкому изменению температуры. Однако как химически стойкие материалы фаолиты могут быть использованы в гораздо более узком температурном интервале, чем кислотоупорная керамическая плитка.
По сравнению с кислотоупорной керамикой, широко применяемой для футеровки химической аппаратуры, фаолиты имеют ряд преимуществ: они приблизительно вдвое легче, превосходят ее в 4—6 раз по статической и динамической прочности и менее чувствительны к резкому изменению температуры. Однако как химически стойкие материалы фаолиты могут быть использованы в гораздо более узком температурном интервале, чем кислотоупорная керамическая плитка.


