Ультразвуковая дефектоскопия (УЗК, УЗД)
Ультразвуковая дефектоскопия (диагностика)
 Ультразвуковой диагностика сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии проводится диагностика разных сварных соединений. УЗД является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые включения в металле) и выявления присутствия не металлических элементов. Ультразвуковая диагностика, которая превосходит по точности полученных результатов многие другие виды контроля.
Ультразвуковой диагностика сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии проводится диагностика разных сварных соединений. УЗД является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые включения в металле) и выявления присутствия не металлических элементов. Ультразвуковая диагностика, которая превосходит по точности полученных результатов многие другие виды контроля.
Это далеко не новый (впервые УЗК проведен в 1930 году) метод, но является очень популярным и используется практически повсеместно. Это обусловлено тем, что наличие даже небольших дефектов сварочных соединений приводит к неизбежной утрате физических свойств, таких как прочность, а со временем к разрушению соединения и непригодности всей конструкции.
Теория акустической технологии
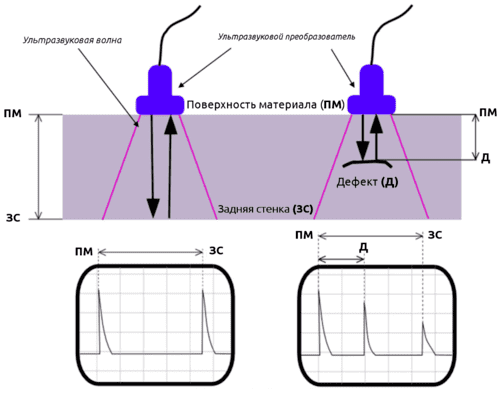
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики. Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка дефектоскопа, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Дефекты, выявляемые с помощью ультразвуковой дефектоскопии
 С помощью проведения УЗД возможно выявить следующие дефекты:
С помощью проведения УЗД возможно выявить следующие дефекты:
Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний проникать в металл и отражаться от поверхности коррозии, включений в основном металле, пустот и других неровностей. Искусственно созданная, направленная ультразвуковая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗК видит это отклонение на экране прибора и по определенным показаниям данных может дать характеристику выявленному дефекту.
Процедура проведения ультразвуковой дефектоскопии
1. Удаляется краска и ржавчина со сварочных швов не менее 100 мм с двух сторон.
2. Для получения более точного результата УЗК требуется хорошее прохождение ультразвуковых колебаний. Поэтому поверхность металла около шва и сам шов обрабатываются трансформаторным, турбинным, машинным маслом или солидолом, глицерином.
3. Прибор предварительно настраивается по определенному стандарту, который рассчитан на решения конкретной задачи УЗК.
4. Контроль:
толщины до 20 мм — стандартные настройки (зарубки);
свыше 20 мм — настраиваются АРД-диаграммы, если это разрешено требованиями к данному НТД;
5. Пьезоэлектрический преобразователь(ПЭП) перемещают продольно-поперечными движениями относительно оси сварного соединения и при этом стараются повернуть вокруг оси на 10-150.
6. При появлении устойчивого сигнала на экране прибора в зоне проведения УЗК, ПЭП поворачивают в сторону максимальной амплитуды отражения УЗ волн.
7. Следует уточнить: не вызвано ли наличие подобного колебания отражением волны от швов, что часто бывает при УЗК.
8. Если нет, то фиксируется дефект и записываются координаты.
9. Контроль сварных швов проводится согласно ГОСТу.
10. Тавровые швы (швы под 90 0) проверяются эхо-методом или по специальным методическим документам.
11. Все результаты проверки дефектоскопист заносит в таблицу данных, по которой можно будет легко повторно обнаружить дефект и устранить его.
Области применения ультразвукового контроля
УЗК чаще всего применяется:
Ультразвуковой контроль УК
Определение термина «ультразвуковой контроль»
Что такое ультразвуковая дефектоскопия
Подготовленные для ультразвукового метода неразрушающего контроля поверхности непосредственно перед прозвучиванием необходимо тщательно протереть ветошью и покрыть слоем контактной смазки.
Применяемый нашими специалистами ультразвуковой дефектоскоп А1212 Master разработан специально для использования в особенно сложных условиях, предназначен для решения широкого круга задач дефектоскопии, толщинометрии. Это уникальный в своем роде прибор, отличается многочисленными функциями программного обеспечения и широкими возможностями по управлению информацией. Бесперебойная работа прибора гарантирована в самых жестких промышленных условиях. Его универсальность применяется нами для выявления внутренних эффектов в различных материалах: металлах, пластмассах, композитах.
Основные методы проведения ультразвукового контроля
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК, которые отличаются между собой только способом регистрации и оценки данных:
1. Теневой метод
Заключается в контроле уменьшения амплитуды ультразвуковых колебаний прошедшего и отраженного импульсов.
2. Зеркально-теневой метод
Обнаруживает дефекты швов по коэффициенту затухания отраженного колебания.
3. Эхо-зеркальный метод или “Тандем”
Заключается в использовании двух аппаратов, которые перекликаются в работе и с разных сторон подходят к дефекту.
4. Дельта-метод
Основывается на контроле ультразвуковой энергии, переизлученной от дефекта.
5. Эхо-метод
Основан на регистрации сигнала отраженного от дефекта.
Преимущества ультразвукового контроля качества металлов и сварных швов
Основные недостатки ультразвуковой дефектоскопии
Что такое ультразвуковая толщинометрия
Что такое ультразвуковой контроль сварных швов
Содержание
Сварные швы нуждаются в проверке как на выходе из производства, так и на регулярной основе. Их дефекты влияют на прочность конструкции, приводят к ее разрушению в процессе эксплуатации. Из-за малого размера повреждений, их залегания внутри металла, диагностика требует специальных технологий. Одна из них – ультразвуковая дефектоскопия (УЗД).
Ультразвуковой контроль сварных швов (УЗК) ‒ это метод неразрушающего контроля. Он выявляет скрытые повреждения посредством ультразвука: незаполненные пространства, химически неоднородный состав, механические повреждения недопустимой величины.
Методика УЗД возникла еще в 30-е гг. XX века, но более популярной альтернативы не нашла до сих пор. Она дает более точные результаты, чем радио-, рентгено-, гамма-дефектоскопия. С ее помощью проверяют не только металлические, чугунные, медные конструкции, легированные, аустенитные стали, но и пластик, стекловолокно, керамику, композит. Сфера применения включает нефтегазовую, химическую, авиационную промышленность, судостроение, тепловую, атомную энергетику, машиностроение.
Виды ультразвукового контроля
Технология УЗК основана на таком свойстве звуковых волн, как несменяемость траектории движения в однородном материале. На исследуемую деталь направляют ультразвуковые сигналы, которые, отражаясь от внутренних неровностей, возвращаются в приемник. В его роли выступает дефектоскоп с пьезоэлектрическим преобразователем. Данные выводят на электронный блок, что позволяет судить о форме и других параметрах дефектов. Так, амплитуда отраженного импульса говорит о величине, время распространения волн – о глубине залегания.
УЗК проводят по нескольким схемам, которые различаются способом регистрации и оценки показаний. Кроме того, применяют комбинации этих методов.
Дефекты сварных швов
УЗД подвергают различные типы швов, угловые, тавровые соединения, плоские, продольные, кольцевые стыки толщиной 0,4–6 см, сварные трубопроводы. Она позволяет выявить:
Алгоритм проверки
Диагностику регламентирует государственный стандарт. Ниже представлены этапы работы теневым методом по ГОСТ Р 55724-2013:
Недостатки ультразвукового контроля
К слабым местам УЗД относят:
Преимущества УЗК
Дефектоскоп представляет собой портативный прибор, который можно использовать в полевых условиях. К другим плюсам относят:
Ультразвуковой контроль – самый универсальный метод НК

Для чего проводят ультразвуковой контроль
В силу всех этих факторов ультразвуковой контроль всё чаще противопоставляют радиографическому. В пользу первого говорит ещё и то, что он безвреден для человеческого здоровья. Приборы для УЗК хороши своей портативностью, удобство работы в полевых условиях, большим многообразием датчиков, призм, сканеров и прочих принадлежностей для самых разных задач дефектоскопии.
Ультразвуковой контроль сварных соединений: последовательность действий
5) расшифровку данных, оформление заключения. Обычно дефекты классифицируются на допустимые и недопустимые по амплитуде, протяжённые и непротяжённые, поперечные, в корне и в сечении шва. Формат заключения/протокола/акта по результатам УЗК утверждается в нормативно-технической документации на контроль и согласовывается с заказчиком. Запись дефектов осуществляется с использованием условных обозначений, указанием глубины залегания, координат относительно начала отсчёта, амплитуды, протяжённости и пр. Чтобы упростить выборку дефекта и ремонт ОК, рекомендуется указывать начальные и конечные координаты каждого дефекта. В зависимости от того, какие дефекты обнаружены и какими параметрами они обладают, объект контроля относят к категории «годен», «ремонтировать» или «вырезать».

На каких объектах практикуется ультразвуковой контроль
Виды ультразвукового контроля
Заканчивая этот блок, нельзя не сказать и об ультразвуковой толщинометрии (УЗТ). Измерение толщины металла – один из ключевых способов коррозионного мониторинга. По результатам УЗТ можно судить об остаточном ресурсе конструкции (механизма, оборудования и пр.).
Как и в ультразвуковом контроле, принцип построен на использовании импульсов, которые излучает преобразователь. Прибор измеряет скорость, за которую они проходят через стенку. Если конкретнее, то известно 3 основных режима:
1) однократного эхо-сигнала. Измеряется время, которое проходит между начальным импульсом возбуждения и первым эхо-сигналом. Значение корректируется с учётом толщины протектора ПЭП, компенсации степени изнашивания и слоя контактной среды;
2) однократного эхо-сигнала линии задержки. Измеряется время от конца линии задержки до первого донного эхо-сигнала;
3) многократных эхо-сигналов. Измеряется время прохождения между донными эхо-сигналами.
Дефектоскопы и другое оборудование для ультразвукового метода контроля


Помимо этого, в УЗК активно применяются различные призмы, координатные устройства и сканеры. Для настройки и калибровки не обойтись без стандартных образцов (СОП, СО) и настроечных мер. Для улучшения акустического контакта на поверхность объекта предварительно наносят контактную жидкость/гель.
Для проведения УЗТ требуется толщиномер. Такой прибор технически проще, компактнее, дешевле классического дефектоскопа.
Обучение и аттестация специалистов по ультразвуковому методу контроля
По завершении обучения необходимо сдать квалификационный экзамен, состоящий из теоретической и практической части.
Разумеется, в каждом учебном центре есть своя библиотека методической и образовательной литературы. Дополнительно к этому можно почитать «классику» учебников по УЗК – труды И.Н. Ермолова, В.Г. Щербинского, В.В. Клюева, А.Х. Вопилкина и др. Посмотреть информацию об изданиях можно в специальном разделе «Библиофонд» онлайн-библиотеки «Архиус».
Для тех, кто открыт для новых знаний и обмена опытом, на форуме «Дефектоскопист.ру» предусмотрен свой раздел. Начать рекомендуем с веток «Изучение УЗ-контроля» и «Обучение УЗК».
Всё что нужно знать про ультразвуковой контроль (УЗК) в одной статье
Если Вам необходимо разобраться с ультразвуковым контролем (УЗК), узнать основные способы выполнения и область его применения то все это вы найдете в этой статье. Вас ждет подробное описание простыми словами этого способа неразрушающего контроля.
Что такое УЗК сварочных стыков
Ультразвуковой контроль (УЗК) или ультразвуковая дефектоскопия — это метод неразрушающего контроля. Детали и материалы, подвергаемые ему, не получают повреждений. Его применяют во многих сферах и отраслях в промышленности, в медицине и т. д.
Данный метод активно применяется при контроле сварных швов таких как: стыковые, угловые, нахлестрочные и тавровые с конструктивным проваром (это те швы у которых после сварки не останется внутри непроваренного участка).

На рисунке для примера приведен тавровый шов с конструктивным проваром Т8 по ГОСТ 5264)
Методика основан на применении ультразвука (звуковой волны с частотой свыше порога слышимости более 20 кГц, для контроля используются частоты от 180 кГц – 10 МГц, а иногда и до 100 МГц).
При контроле ультразвуком используются 2 основных принципа:
На основе этих 2 принципов и проводится контроль сварных соединений, металла при входном контроле, и различного оборудования, которое уже длительное время отработало и нужно оценить его остаточный ресурс.
Для чего проводят ультразвуковой контроль
Данным методом неразрушающего контроля возможно:
Данным методом проводит диагностирование оборудование как действующего, так и нового (перед вводом в эксплуатацию), а также контролируется качество сварки после её выполнения.
При выполнении контроля в некоторых случаях даже не требуется опорожнение сосудов и трубопроводов (удаление среды), что делать данную методику очень востребованный.
Применяемое оборудование
При УЗК используется следующее оборудование:
Дефектоскопы применяемые в настоящее время имеет небольшие размеры их удобно использовать и не сложно переносить. В зависимости от производителя различается и функционал дефектоскопов от самых простейших с монохромными дисплеями типа УД-2-70 до самых компактных и передовых с цветными дисплеями и программным управлением.
Пьезоэлектронные преобразователи (или сокращённо ПЭПы) различаются по частотам, углам ввода, способам излучения и так далее.
Для контроля сварных швов используются следующие типы:

Совмещённые преобразователи – имеет только один пьезоэлемент который является и излучателем, и приёмником одновременно.
Раздельно-совмещённые преобразователи имеют уже 2 пьезоэлемента один из которых является источником волн, а другой приёмником. Данные преобразователи обеспечивают более точное определение дефекта. Ими можно контролировать под поверхностные дефекты и проводить контроль поверхности с высокой шероховатостью.
Виды ультразвуковой дефектоскопии
Сейчас существует и применяется порядка 16 методов ультразвукового контроля, но на практике из этого числа как правило применяется только 7 методов. О них и поговорим поподробнее.
Сущность метода
Эхо-методом (в некоторых источниках – эхо-импульсный). Это самый применяемый метод УЗК и чаще всего он применяется для проверки сварочных швов. Принцип метода, следующий: звуковая волна, проходя через контролируемое изделие отражается от поверхности дефекта (если он есть) или от поверхности дна (если дефектов нет). При обнаружении дефекта прибор фиксирует это сигналом на дисплее. Для применения данного способа достаточно доступа только с одной стороны и в некоторых случаях не нужно разбирать оборудование.

Контролировать сварные швы можно без снятия усиления используя наклонные ПЭПы. Для проведения контроля потребуется зачистка шва на расстояние 100 мм в оба направления, шероховатость должна быть не выше Ra 3.2. Также потребуется нанести контактную жидкость (гель, глицерин, минеральное масло и т.д.)
Эхо-зеркальный метод. Для его реализации используется 2 ПЭПа один – трансмиттер, излучающий звуковые волны. Второй – ресивер, приемник отраженных волн от дефекта или донной поверхности. Располагаются они с одной стороны контролируемой детали и перемещаются совместно.

Данный метод применяется для выявления вертикально расположенных дефектов, чаще всего непроваров, несплавлений и трещин расположенных в корне шва.
Дельта метод. Принцип метода, следующий: излучатель вводит в изделие звуковые волны, которые рассеиваются и превращаются на краях дефекта в продольную волну, которую фиксирует ресивер продольных волн. Для контроля достаточно доступа с одной стороны. Данный метод является сложным в применении из-за необходимости чрезвычайно точной настройки дефектоскопа. Также предъявляются высокие требования к компетенции дефектоскописта. Данный способ активно применяется там, где предполагается наличие вертикально ориентированных дефектов.
Зеркально теневой метод основан на том, что производится измерение снижения силы сигнала от дефекта. При контроле сигнал дважды проходит сечение объекта.

Данный метод часто используют вместе с эхо-методом для дополнительного контроля.
Теневой (в некоторой литературе амплитудно-теневой) – данный метод основывается на снижении амплитуды звуковой волны после прохождения через дефект. Для него требуется двухсторонний доступ. Излучатель устанавливают с одной стороны, а приемник с другой и проводят прозвучивание. Важной особенностью является то, что нельзя определить глубину нахождения дефекта. Используют его для контроля листовых конструкций.
Ревербационно-сквозной метод используется для контроля в полимерных, многослойных материалах и композитах. Датчики располагаются с одной стороны объекта контроля, звуковая волна, пропускаемая через тело объекта, совершает несколько отражений от донных поверхностей.
Акустико-эмиссионный метод. Этот способ применяется там, где нужно выявить дефекты на ранней стадии их образование. Метод основан на способности изучать звуковые волны низкой частоты в процессе возникновение дефектов таких как: трещин и структурных перестроения.
На контролируемые изделия устанавливаются множество датчиков, которые фиксируют данные волны и передают их на усилители. Далее сигнал попадает в блок информационной обработки, в котором отфильтровываются посторонние шумы. Полученное значение выводится на дисплей.
Ниже приведем схему проведения акустико-эмиссионного контроля.

Данный способ чаще всего применяется на объектах химической и нефтехимической промышленности: резервуарах, ёмкостях и трубопроводах.
Свойства ультразвуковой волны
Звуковая волна как вид механического колебания обладают следующими свойствами:

При ультразвуковом контроле также учитывается типа волн:





Углы направления
При проведении УЗК используются ПЭПы (пьезоэлектронные преобразователи). Они же в свою очередь отличаются по углу ввода волны в контролируемые материалы на:
Прямые—создают и получают ультразвуковые волны под прямым углом к поверхности контроля.

Наклонные преобразователи – создают и получают ультразвуковой волны под различными углами отличными от нормали к поверхности. Чаще всего на практике применяются ПЭПы с углами ввода 50, 65 и 70 градусов.

Какие дефекты можно выявить
При контроле можно выявить следующий дефекты:
Перечислены лишь основные дефекты. с помощью ультразвука можно выявить и другие несплошности, а также их расположение и размеры.
Область применения – где применяется ультразвуковой контроль
Ультразвуковой контроль весьма универсальный метод и обладает очень широкой областью применения. С его помощью можно контролировать как металлические, так и неметаллические изделия такие как: керамика, полимеры, стекло. Ограничением является лишь контроль пористых материалов, в которых происходит сильное затухание волн. Также весьма затруднительно использование данного метода при контроле изделий со сложной конфигурацией (резьбовые соединения) и контроль на малых толщинах.
УЗД (ультразвуковая дефектоскопия) применяется при контроле сварных швов и основного металла при техническом диагностировании, строительстве, реконструкциях в процессе эксплуатации и при монтаже. Применяется на таких объектах как :
Преимущества и недостатки методики
Преимуществами методы являются:
Как у медали 2 стороны, так и у данного метода есть своя 2 сторона – недостатки.
К недостаткам метода относятся:
Порядок проведения УЗК
Рассмотрим порядок проведения ультразвуковой дефектоскопии на примере контроля сварных швов. Перед контролем должны быть завершены все работы на данном оборудовании.
Перед началом необходимо зачистить зону вдоль сварочного шва на расстояние Д которая рассчитывается по формуле Д= Lмах+30 мм; где L – длина зоны перемещения ПЭПа (как правило 120 – 150 мм).
Зачистку для проката можно не производить, а убрать только брызги металла и коррозию глубина которой более 1 мм. Все забоины, вмятины и неровности должны быть устранены. Зачистку производит с помощью металлических щеток, напильников, также с помощью шлифовальные машинки с применением абразивных кругов.
Шероховатость подготовленной поверхности должна быть не выше Rz40 а температура при которой будет производиться контроль должна быть в пределах от минус 30 до плюс 30 градусов.
Далее для создания акустического контакта на поверхность наносится контактная жидкость (глицерин, минеральные трансмиссионные и машинные масла, специализированные жидкости и гели).
После производится настройка дефектоскопа на стандартных образцах СО-2 и СО-3, а чувствительность устанавливается по искусственно выполненному отражателю (дефекту) на стандартном образце предприятия – СОПе. Конструкции СОПов с искусственными отражателями приведены ниже.


СОП «плоскодонка» – в котором выполнено отверстие с плоским дном, для настройки ПЭПа хордового типа.
Проверку исправности ПЭПов производят на стандартных образцах предприятия СО-2 и СО-3. СО-3 используют для определения точки выхода и стрелы.

С помощью СО— 2 определяют угол ввода.


На стандартном образце предприятия (СОПе) выполнен максимально допустимый дефект для данного объекта контроля при заданный толщине. По нему производится настройка чувствительности дефектоскопа. Сначала производится настройка сигнала, получаемого однократно отраженным лучом, а после настраивается сигнал, получаемый при контроле прямым лучом. Самые часто применяемый способы контроля прямым и однократно отраженным лучом.
Далее производится прозвучивание самого объекта. Преобразователь располагают перпендикулярно сварочному шву и плавно перемещают, удаляя и приближая совершая как бы возвратно-поступательные движения. В процессе совершения перемещений преобразователь поворачивают на угол от 10 до 15 градусов вправо влево. Шаг перемещения должен быть не более 5-6 мм.

В процессе сканирования дефектоскопист отслеживает получаемые сигналы на дисплее дефектоскопа и в случай брака отмечает место на изделии маркером или мелом.
Ниже можете ознакомиться со схемами прозвучивания различных сварочных соединений.

Параметры оценки результатов
Расшифровка результатов, полученных ультразвуковым методам контроля при прозвучивании сварных соединений, является одним из важных этапов работы.
При обнаружении дефекта измеряют:
Результаты заносятся в журнал контроля, а также в заключение или протокол. В журнале контроля указывают:
Выявленные дефекты при контроле описываются с помощью буквенно-цифирного обозначения. Для обозначения дефектов следует использовать ГОСТ 14782.

Обучение и аттестация специалистов
Обучение и аттестацию специалистов по ультразвуковой дефектоскопии проводит в специальных аттестованных организациях. Существует 3 уровня квалификации у дефектоскопистов.
I уровень присваивается новичкам работа которых будет проводиться под наблюдением специалиста со II или III уровнем. Специалист первым уровнем не может самостоятельно выбрать методику контроля, проводить оценку результатов, подбирать технологию и режим.
Дефектоскопист II уровня могут самостоятельно проводить и руководить работами. Принимать решение по выбору способа контроля, методик, технологий, также проводить оценку результатов контроля. Они могут разрабатывать технологические карты и утверждать их.
Дефектоскописты с III уровнем могут руководить работой дефектоскопистов с I и II уровнем, проводит обучение и аттестацию.
УЗК сварных швов трубопроводов
Зачастую УЗК сварных швов трубопроводов проводят лишь с одной стороны. При этом используются ПЭПы наклонные и прямые. В зависимости от толщины стенки ПЭПы подбираются по частоте.
Ниже в таблице приведены критерии выбора преобразователя.

Если контролируются трубопроводы диаметром от 10 до 530 мм с небольшой толщиной стенки (до 8-9 мм), лучше использовать хордовый раздельно-совмещённые преобразователи. Это увеличит скорость контроля и точность полученных результатов.
Критерии выбора преобразователя в зависимости от диаметра трубопровода и толщины стенки приведены ниже в таблице.



