Ультразвуковой контроль сварных швов, и как он проводится
Для обеспечения безопасных условий эксплуатации различных объектов со сварными соединениями все швы необходимо подвергать регулярной проверке. Вне зависимости от их новизны или давнего срока эксплуатации металлические соединения проверяются различными методами дефектоскопии. Наиболее действенным методом является УЗД — ультразвуковая диагностика, которая превосходит по точности полученных результатов рентгенодефектоскопию, гамма-дефектоскопию, радио-дефектоскопию и др.
Это далеко не новый (впервые УЗК проведен в 1930 году) метод, но является очень популярным и используется практически повсеместно. Это обусловлено тем, что наличие даже небольших дефектов сварочных соединений приводит к неизбежной утрате физических свойств, таких как прочность, а со временем к разрушению соединения и непригодности всей конструкции.
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка аппарата, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Определение
Ультразвуковой контроль сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в металле) и выявления присутствия не металлических элементов.
Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 — 79), которые отличаются между собой только способом регистрации и оценки данных:
Откуда колебания волны?
Практически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8—2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине.
Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1—5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания.
Процедура проведения дефектоскопии
Иногда для определения более точного характера дефекта характеристики от УЗД не хватает и требуется применить более развернутые исследования, воспользовавшись рентгенодефектоскопией или гамма-дефектоскопией.
Рамки применения данной методики при выявлении дефектов
Контроль сварочных швов, основанный на УЗД довольно четкий. И при правильно проведенной методике испытания шва дает полностью исчерпывающий ответ по поводу имеющегося дефекта. Но рамки применения УЗК так же имеет.
С помощью проведения УЗК возможно выявить следующие дефекты:
Подобную УЗД возможно осуществить в следующих металлах:
УЗД проводится в геометрических рамках:
Проверки подвергаются следующие виды швов:
Пескоструйная очистка поможет избавиться от многих загрязнений металла. Подробнее об этом читайте здесь.
Основные области использования данной методики
Не только в промышленных отраслях используют ультразвуковой метод контроля целостности швов. Данную услугу — УЗД заказывают и в частном порядке при строительстве или реконструкции домов.
УЗК чаще всего применяется:
Ультразвуковая дефектоскопия (УЗК, УЗД)
Ультразвуковая дефектоскопия (диагностика)
 Ультразвуковой диагностика сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии проводится диагностика разных сварных соединений. УЗД является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые включения в металле) и выявления присутствия не металлических элементов. Ультразвуковая диагностика, которая превосходит по точности полученных результатов многие другие виды контроля.
Ультразвуковой диагностика сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии проводится диагностика разных сварных соединений. УЗД является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые включения в металле) и выявления присутствия не металлических элементов. Ультразвуковая диагностика, которая превосходит по точности полученных результатов многие другие виды контроля.
Это далеко не новый (впервые УЗК проведен в 1930 году) метод, но является очень популярным и используется практически повсеместно. Это обусловлено тем, что наличие даже небольших дефектов сварочных соединений приводит к неизбежной утрате физических свойств, таких как прочность, а со временем к разрушению соединения и непригодности всей конструкции.
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики. Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка дефектоскопа, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Дефекты, выявляемые с помощью ультразвуковой дефектоскопии
 С помощью проведения УЗД возможно выявить следующие дефекты:
С помощью проведения УЗД возможно выявить следующие дефекты:
Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний проникать в металл и отражаться от поверхности коррозии, включений в основном металле, пустот и других неровностей. Искусственно созданная, направленная ультразвуковая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗК видит это отклонение на экране прибора и по определенным показаниям данных может дать характеристику выявленному дефекту.
Процедура проведения ультразвуковой дефектоскопии
1. Удаляется краска и ржавчина со сварочных швов не менее 100 мм с двух сторон.
2. Для получения более точного результата УЗК требуется хорошее прохождение ультразвуковых колебаний. Поэтому поверхность металла около шва и сам шов обрабатываются трансформаторным, турбинным, машинным маслом или солидолом, глицерином.
3. Прибор предварительно настраивается по определенному стандарту, который рассчитан на решения конкретной задачи УЗК.
4. Контроль:
толщины до 20 мм — стандартные настройки (зарубки);
свыше 20 мм — настраиваются АРД-диаграммы, если это разрешено требованиями к данному НТД;
5. Пьезоэлектрический преобразователь(ПЭП) перемещают продольно-поперечными движениями относительно оси сварного соединения и при этом стараются повернуть вокруг оси на 10-150.
6. При появлении устойчивого сигнала на экране прибора в зоне проведения УЗК, ПЭП поворачивают в сторону максимальной амплитуды отражения УЗ волн.
7. Следует уточнить: не вызвано ли наличие подобного колебания отражением волны от швов, что часто бывает при УЗК.
8. Если нет, то фиксируется дефект и записываются координаты.
9. Контроль сварных швов проводится согласно ГОСТу.
10. Тавровые швы (швы под 90 0) проверяются эхо-методом или по специальным методическим документам.
11. Все результаты проверки дефектоскопист заносит в таблицу данных, по которой можно будет легко повторно обнаружить дефект и устранить его.
Области применения ультразвукового контроля
УЗК чаще всего применяется:
Ультразвуковой контроль – самый универсальный метод НК

Для чего проводят ультразвуковой контроль
В силу всех этих факторов ультразвуковой контроль всё чаще противопоставляют радиографическому. В пользу первого говорит ещё и то, что он безвреден для человеческого здоровья. Приборы для УЗК хороши своей портативностью, удобство работы в полевых условиях, большим многообразием датчиков, призм, сканеров и прочих принадлежностей для самых разных задач дефектоскопии.
Ультразвуковой контроль сварных соединений: последовательность действий
5) расшифровку данных, оформление заключения. Обычно дефекты классифицируются на допустимые и недопустимые по амплитуде, протяжённые и непротяжённые, поперечные, в корне и в сечении шва. Формат заключения/протокола/акта по результатам УЗК утверждается в нормативно-технической документации на контроль и согласовывается с заказчиком. Запись дефектов осуществляется с использованием условных обозначений, указанием глубины залегания, координат относительно начала отсчёта, амплитуды, протяжённости и пр. Чтобы упростить выборку дефекта и ремонт ОК, рекомендуется указывать начальные и конечные координаты каждого дефекта. В зависимости от того, какие дефекты обнаружены и какими параметрами они обладают, объект контроля относят к категории «годен», «ремонтировать» или «вырезать».

На каких объектах практикуется ультразвуковой контроль
Виды ультразвукового контроля
Заканчивая этот блок, нельзя не сказать и об ультразвуковой толщинометрии (УЗТ). Измерение толщины металла – один из ключевых способов коррозионного мониторинга. По результатам УЗТ можно судить об остаточном ресурсе конструкции (механизма, оборудования и пр.).
Как и в ультразвуковом контроле, принцип построен на использовании импульсов, которые излучает преобразователь. Прибор измеряет скорость, за которую они проходят через стенку. Если конкретнее, то известно 3 основных режима:
1) однократного эхо-сигнала. Измеряется время, которое проходит между начальным импульсом возбуждения и первым эхо-сигналом. Значение корректируется с учётом толщины протектора ПЭП, компенсации степени изнашивания и слоя контактной среды;
2) однократного эхо-сигнала линии задержки. Измеряется время от конца линии задержки до первого донного эхо-сигнала;
3) многократных эхо-сигналов. Измеряется время прохождения между донными эхо-сигналами.
Дефектоскопы и другое оборудование для ультразвукового метода контроля


Помимо этого, в УЗК активно применяются различные призмы, координатные устройства и сканеры. Для настройки и калибровки не обойтись без стандартных образцов (СОП, СО) и настроечных мер. Для улучшения акустического контакта на поверхность объекта предварительно наносят контактную жидкость/гель.
Для проведения УЗТ требуется толщиномер. Такой прибор технически проще, компактнее, дешевле классического дефектоскопа.
Обучение и аттестация специалистов по ультразвуковому методу контроля
По завершении обучения необходимо сдать квалификационный экзамен, состоящий из теоретической и практической части.
Разумеется, в каждом учебном центре есть своя библиотека методической и образовательной литературы. Дополнительно к этому можно почитать «классику» учебников по УЗК – труды И.Н. Ермолова, В.Г. Щербинского, В.В. Клюева, А.Х. Вопилкина и др. Посмотреть информацию об изданиях можно в специальном разделе «Библиофонд» онлайн-библиотеки «Архиус».
Для тех, кто открыт для новых знаний и обмена опытом, на форуме «Дефектоскопист.ру» предусмотрен свой раздел. Начать рекомендуем с веток «Изучение УЗ-контроля» и «Обучение УЗК».
Ультразвуковой контроль в строительстве
5.1 Физические основы ультразвукового контроля.
Выявление скрытых дефектов основано на распространении упругих волн и их изменении при наличии дефектов. Ультразвуковые колебания так же, как и звуковые, представляют собой механические колебания частиц упругой среды. Ультразвуковыми называются упругие колебания, частота которых больше 20 кГц, то есть выше частоты слышимого человеком звука. Упругие колебания могут быть возбуждены в газообразной, жидкой и твердой средах. Колебательное движение возбужденных частиц благодаря наличию упругих связей вызывает ультразвуковые волны.
Для получения ультразвука частот (1 – 5 мГц) применяют пьезоэлектрические, магнито-стрикционные, электромагнитно-акустические и другие преобразователи. Наибольшее распространение получили пьезоэлектрические преобразователи (ПЭП), в которых активными являются пьезоэлементы, изготовленные из монокристалла кварца или пьезокерамических материалов — титаната бария, цирконат титаната свинца и др. Для изготовления преобразователей (вставок, резонаторов) рельсовых дефектоскопов чаще всего используют ПЭП из цирконат титаната свинца марки 19 (ЦТС-19). На плоские поверхности пьезоэлементов наносят тонкие слои серебра, служащие электродами. При подведении к электродам знакопеременного электрического напряжения пьезоэлемент совершает вынужденные механические колебания (растягивается и сжимается, как это показано на рис. 10.6) с частотой подаваемого электрического напряжения. Данное явление называется обратным пьезоэффектом.
 б)
б) 
Рис. 10.6. Иллюстрация обратного пьезоэффекта
Конструкция пьезоэлемента представляет собой некую электрическую емкость, изменяющуюся при изменении размеров элемента. Таким образом можно изменять электрические параметры датчика, что формирует высокочастотные (ультразвуковые) импульсы, необходимые для работы ультразвуковых дефектоскопов.
При воздействии на пьезоэлемент упругих механических колебаний на его электродах возникает знакопеременное электрическое напряжение, величина которого пропорциональна прилагаемому к пьезоэлементу усилию (рис. 10.7). Это явление носит название прямого пьезоэффекта.



Рис. 10.7. Прямой пьезоэффект
5.2 Ультразвуковая дефектоскопия и толщинометрия.
Различают две группы акустических методов неразрушающего контроля: ультразвуковая дефектоскопия и структуроскопия, основанные на исследовании процесса распространения ультразвуковых упругих колебаний, специально вводимых в контролируемый объект; акустической эмиссии, основанной на исследовании упругих волн, возникающих в контролируемом объекте в момент образования или развития в нем несплошностей. Для излучения и регистрации упругих колебаний применяют электроакустичес-кие или электромагнитоакустические преобразователи. В практике контроля металлических конструкций используют теневой, зеркально-теневой и эхо-импульсный методы ультразвуковой дефектоскопии и метод ультразвукового структурного анализа. При ультразвуковой дефектоскопии признаком обнаружения дефекта служит:
для теневого метода – уменьшение интенсивности (амплитуды) ультразвуковой волны, прошедшей через объект от излучающего (И) преобразователя к приемному (П);
для зеркально-теневого – уменьшение интенсивности (амплитуды) ультразвуковой волны, отраженной от противоположной (донной) поверхности объекта (уменьшение донного сигнала);
для эхо-метода – прием преобразователем волны, отраженной от дефекта (прием эхо-сигнала).
При ультразвуковом структурном анализе признак обнаружения дефекта – превышение ослабления ультразвуковой волны, прошедшей через контролируемый объект, над соответствующим ослаблением в контрольном образце.
В практике контроля рельсов получили распространение теневой, зеркально-теневой и эхо-методы ультразвуковой дефектоскопии.
5.3 Измерение прочности и глубины трещин
Основной показатель, по которому характеризуется бетон, – прочность на сжатие. Принцип определения прочности бетона ультразвуковым методом базируется на наличии функциональной связи между скоростью распространения ультразвуковых колебаний и прочностью бетона.
Ультразвуковой метод применяют для определения прочности бетона классов В7,5–В35 (марок М100–М400) на сжатие.
Прочность бетона в конструкциях определяют экспериментально по установленным градуировочным зависимостям «скорости распространения ультразвука – прочность бетона V = f(R)» или «время распространения ультразвука t – прочность бетона t = f(R)». Степень точности метода зависит от тщательности построения тарировочного графика.
Тарировочный график строится по данным прозвучивания и прочностных испытаний контрольных кубиков, приготовленных из бетона того же состава, по той же технологии, при том же режиме твердения, что и изделия или конструкции, подлежащие испытанию. При построении тарировочного графика следует руководствоваться указаниями ГОСТ 17624-87.
Для определения прочности бетона ультразвуковым методом применяются приборы: «Пульсар-1.2», «УКБ-1», «УКБ-1М», «УК-16П», «Бетон-22» и др..
Ультразвуковые измерения в бетоне проводят способами сквозного или поверхностного прозвучивания. Схема испытаний бетона приведена на рисунке 1.1.
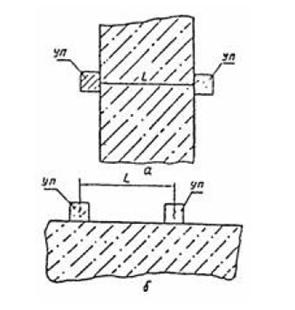
а – схема испытания способом сквозного прозвучивания; б – то же поверхностного прозвучивания; УП – ультразвуковые преобразователи
Рисунок 1.1 – Способы ультразвукового прозвучивания бетона
При измерении времени распространения ультразвука способом сквозного прозвучивания ультразвуковые преобразователи устанавливают с противоположных сторон образца или конструкции.
Скорость ультразвука n, м/с, вычисляют по формуле:
 , (1.1)
, (1.1)
где t – время распространения ультразвука, мкс;
l – расстояние между центрами установки преобразователей (база прозвучивания), мм.
При измерении времени распространения ультразвука способом поверхностного прозвучивания ультразвуковые преобразователи устанавливают на одной стороне образца или конструкции по схеме, приведенной на рисунке 1.1.
Число измерений времени распространения ультразвука в каждом образце должно быть следующим: при сквозном прозвучивании – 3, при поверхностном – 4.
Отклонение отдельного результата измерения времени распространения ультразвука в каждом образце от среднего арифметического значения результатов измерений для данного образца не должно превышать 2 %.
Измерение времени распространения ультразвука и определение прочности бетона производятся в соответствии с указаниями паспорта (технического условия применения) данного типа прибора и ГОСТ 17624-87.
На практике нередки случаи, когда возникает необходимость определения прочности бетона эксплуатируемых конструкций при отсутствии или невозможности построения градуировочной таблицы. В этом случае определение прочности бетона проводят в зонах конструкций, изготовленных из бетона на одном виде крупного заполнителя (конструкции одной партии). Скорость распространения ультразвука n определяют не менее чем в 10 участках обследуемой зоны конструкций, по которым определяют среднее значение n. Далее намечают участки, в которых скорость распространения ультразвука имеет максимальное nmax и минимальное nmin значения, а также участок, где скорость имеет величину nn наиболее приближенную к значению n, а затем выбуривают из каждого намеченного участка не менее чем по два керна, по которым определяют значения прочности в этих участках: Rмакс, Rмин, Rф соответственно. Прочность бетона Rн находят по формуле:
 , (1.2)
, (1.2)
 , (1.3)
, (1.3)
где x – скорость (время) распространения ультразвука;
Rн – прочность определенная по уравнению,
Rмин, Rмакс – минимальное и максимальное значения прочности по испытанным сериям образцов, МПа.
Коэффициенты а1 и a0 вычисляют по формулам:
 ; (1.4)
; (1.4)
 ; (1.5)
; (1.5)
 ; (1.6)
; (1.6)
 ; (1.7)
; (1.7)
 , (1.8)
, (1.8)
где  – средняя прочность бетонов, испытанных при установлении градуировочной зависимости, МПа;
– средняя прочность бетонов, испытанных при установлении градуировочной зависимости, МПа;
N – число серий образцов, испытанных при установлении градуировочной зависимости;
Rjф, xj – единичные значения прочности и скорости (времени) распространения ультразвука для j-й серии образцов.
При определении прочности бетона по образцам, отобранным из конструкции, следует руководствоваться указаниями ГОСТ 28570-90.
Для бетонов классов прочности выше В25 прочность бетона в эксплуатируемых конструкциях может быть оценена также сравнительным методом, принимая в основу характеристики конструкции с наибольшей прочностью.
Такие конструкции, как балки, ригели, колонны, должны прозвучиваться в поперечном направлении, плита – по наименьшему размеру (ширине или толщине), а ребристая плита – по толщине ребра.
При тщательном проведении испытаний этот метод дает наиболее достоверные сведения о прочности бетона в существующих конструкциях. Недостатком его является большая трудоемкость работ по отбору и испытанию образцов.
Выявление дефектов и анализ трещин в железобетонных конструкциях
Значение раскрытия трещин при обследовании измеряется с помощью специальных оптических приборов — трубки Бриннеля, отсчетного микроскопа МПБ-2 (с 24-кратным увеличением), градуированных луп Польди, визирных луп, щупов.
Глубина трещин определяется с помощью щупов или ультразвуковых приборов, например, УКБ-1М и типа «Бетон».
При применении ультразвукового метода глубина трещины устанавливается по изменению времени распространения ультразвука как при сквозном прозвучивании, так и методом продольного профилирования при условии, что плоскость трещинообразования перпендикулярна линии прозвучивания. Глубина трещин (рис. 1.13) определяется из соотношений:
 ,
,
 ,
,
где h – глубина трещин, см;
V – скорость распространения ультразвука на участке бетона без трещин, см/мкс;
te – время распространения ультразвука на участке бетона с трещиной, мкс;
ta – время распространения ультразвука на участке бетона без трещины, мкс;
l – база прозвучивания для обоих участков, см.

Определение глубины трещин в конструкции:
1 – излучатель; 2 – приемник
Дата добавления: 2018-04-05 ; просмотров: 759 ; Мы поможем в написании вашей работы!



