Уторный узел резервуара что это
Г.Г. Васильев, А.А. Катанов, Е.Е. Семин
(Научно-технический и производственный «Журнал нефтегазового строительства»)
В Российской Федерации создана мощная система магистрального трубопроводного транспорта нефти, включающая в себя более 1 тыс. вертикальных стальных резервуаров. Большая их часть построена в 1980-е годы и к настоящему времени исчерпала свой проектный ресурс, составляющий 30 лет.
Эксплуатирующие организации регулярно проводят диагностику и ремонт резервуаров, и для них чрезвычайно актуальными являются продление срока эксплуатации и снижение объемов ремонта.
При диагностике наибольшее внимание уделяется элементам конструкций резервуара, работающим в условиях сложного напряженно-деформированного состояния при высоком уровне напряжений. Одним из наиболее ответственных элементов резервуара является соединение между стенкой и днищем – уторный узел.
Известно, что наибольшую концентрацию напряжений вызывают дефекты сварных соединений – подрезы, которые можно рассматривать как трещиноподобные дефекты. Они являются определяющими при прогнозировании сроков безопасной эксплуатации резервуаров. Это также подтверждается результатами диагностики, при которой обнаруживаются трещины, развившиеся от подрезов в зоне сопряжения уторного шва и окрайки.
Учитывая современную практику применения высококачественных антикоррозионных покрытий на основе эпоксидных смол для защиты внутренней поверхности резервуаров, долговечность уторных узлов может определяться по критерию начала роста трещины или по критерию разрушения в процессе циклического нагружения.
Оценка долговечности уторных узлов выполняется в следующей последовательности:
Для определения НДС в уторном узле реальной геометрической формы был выбран метод конечных элементов. Для построения моделей и решения задачи использовался вычислительный комплекс ANSYS. В целях сокращения времени расчета были разработаны два типа конечно-элементных моделей.
Первая модель выбиралась из условия, что действие краевого эффекта от днища затухает в пределах первого пояса и включает первый пояс стенки резервуара, окрайку днища, уторный шов без дефектов и упругое основание резервуара. Нагрузки задаются от гидростатического давления и веса конструкций.
По результатам расчета установлено, что 95 % максимального значения напряжений составляет нагрузка от изгиба, возникающая в результате стесненности деформаций.
Вторая модель включает участки первого пояса стенки и окрайки длиной по 200 мм и уторный сварной шов с различными значениями выпуклости и вогнутости. Нагрузка задавалась в виде двух сил, приложенных к концам модели таким образом, что напряжения в зоне уторного шва отличались от первой модели не более чем на 2 %. Сгущение сетки производилось к пересечению сварного шва и окрайки. Все конструкции резервуара моделировались с использованием плоскостных элементов типа shell. Вычисление напряжений и деформаций производилось в предположении упругопластического тела. Модель использовалась для определения фактических напряжений в образце без дефектов сварного соединения и в образце с подрезами разной глубины. Было выполнено более 250 расчетов.
Напряжения в зоне подреза в окрайке, выполненной из стали 09Г2С варьируются от 285 МПа для соединения с вогнутостью 3–4 мм до 500 МПа для сварных соединений с подрезом глубиной 3 мм. Для стали 16Г2АФ аналогичные напряжения составляют от 346 МПа до 560 МПа соответственно.
По результатам расчетов второй модели установлено, что оптимальной формой сварного соединения является шов, вогнутый вовнутрь. Величина вогнутости уторного шва должна составлять 3–4 мм, в этом случае гарантируется отсутствие развивающихся пластических деформаций в зоне уторного сварного соединения в процессе эксплуатации.
Поэтому при проектировании и строительстве с целью снижения напряжений рекомендуется выполнять внутренний шов вогнутым на 3–4 мм.
Исследование долговечности уторных узлов выполнено по двум предельным состояниям: начало роста трещины и начало разрушения соединения.
Расчет ресурса по критерию начала роста трещины выполнялся по формуле Нейберга.
Анализ результатов расчета показывает, что инкубационный период роста трещин для уторных сварных швов с вогнутостью от 0,5 мм до 5 мм составляет 17 500 и более циклов, что соответствует сроку эксплуатации 50 лет при цикличности 350 циклов в год. Безопасная работа уторного узла резервуара с подрезами до 0,3 мм обеспечена на весь период эксплуатации для швов с оптимальными параметрами вогнутости, составляющей 3–4 мм.
Поэтому при проектировании и строительстве с целью безопасной эксплуатации уторного соединения без появления трещин рекомендуется устанавливать критерий отбраковки по глубине подреза 0,3 мм.
Исследование ресурса уторного узла по критерию начала разрушения выполнено по методике, использованной в нормативных документах «Транснефти» и «Газпрома». Для выполнения расчета разработана программа, позволяющая моделировать рост трещины до наступления разрушения уторного сварного соединения путем ее подращивания в цикле.
Алгоритм программы включает:
Анализ результатов расчетов показывает, что с увеличением вогнутости до
4 мм и уменьшением глубины дефекта увеличивается срок эксплуатации уторных узлов резервуаров. При равной глубине подреза срок эксплуатации уторных узлов различной формы отличается в 8–12 раз. Максимально допустимый подрез для эксплуатации уторного узла в течение 10 лет составляет 2 мм.
Для подтверждения результатов, полученных расчетным путем, выполнено экспериментальное определение долговечности уторных узлов с подрезом, выполненных из сталей 09Г2С и 16Г2АФ. Форма и условия нагружения образцов соответствуют второй расчетной модели.
Определение числа циклов до разрушения образцов производилось по результатам испытаний 18 образцов с подрезами различной глубины на испытательной машине Instron. Пропилы в образцах, имитирующие подрезы, располагались в околошовной зоне. Максимальное число циклов нагружения составляет 35 000. Для создания расчетных напряжений образцы закреплялись с использованием торцевых планок в зажимах машины и растягивались с постоянным усилием.
Анализ результатов экспериментов показывает, что для уторных соединений из стали 09Г2С сходимость результатов эксперимента и расчета с учетом остаточных сварочных напряжений укладывается в 14–18 %, для стали 16Г2АФ сходимость результатов эксперимента и расчета укладывается в 7–8%.
Выводы
1. На основании исследований НДС разработаны рекомендации по оптимизации формы уторного узла по критерию минимальных эксплуатационных напряжений. Установлено, что минимальные значения напряжений возникают в уторном шве с величиной вогнутости 3–4 мм.
2. Исследования ресурса уторных соединений показали, что при строительстве резервуаров глубина максимально допустимого подреза может составлять 0,3 мм, а при диагностировании резервуара могут допускаться для дальнейшей эксплуатации уторные узлы с подрезами глубиной до 2 мм.
3. Предложена комплексная методика расчета ресурса уторных соединений, основанная на полученных функциональных зависимостях НДС в вершине дефекта и применении апробированных методик, определяющих процесс развития трещины. Данная методика использована при разработке РД «Руководство по оценке технического состояния резервуаров».
4. Экспериментальными исследованиями натурных образцов подтверждены полученные расчетные зависимости.
ПОВЫШЕНИЕ НАДЁЖНОСТИ СТАЛЬНЫХ РЕЗЕРВУАРОВ: Замена сварного таврового соединения стенки и днища тороидальным переходом
Самым нагруженным и ответственным элементом вертикальных цилиндрических стальных резервуаров (РВС) является сопряжение стенки и днища, называемое уторный узел. В работе предлагается заменить сварное тавровое соединение стенки и днища тороидальным переходом. Предлагаемая конструкция позволит значительно снизить возникающие напряжения, повысить надежность и продлить срок службы резервуаров.
Известны разработки различных нестандартных конструктивных решений сопряжения стенки резервуара с днищем. Так конструкция уторного узла может представлять собой гибкий торообразный кольцевой элемент. Авторы работы считают, что наиболее рациональной в отношении прочности формой сварного соединения является шов, вогнутый вовнутрь. Такой шов гарантирует небольшое снижение напряжений в зоне уторного сварного соединения в процессе эксплуатации.
Основным повреждающим фактором в зоне расположения сварного уторного узла является гидростатическая малоцикловая нагрузка, возникающая при заполнении и опорожнении РВС, образующиеся при этом дефекты существенно снижают надежность и срок службы РВС. Кроме того, при высоких малоцикловых напряжениях вероятность проявления сварочных дефектов в области таврового сварного соединения возрастает, в результате чего появляются скрытые микротрещины, что вместе с подтоварной водой способствует активному коррозионному процессу.
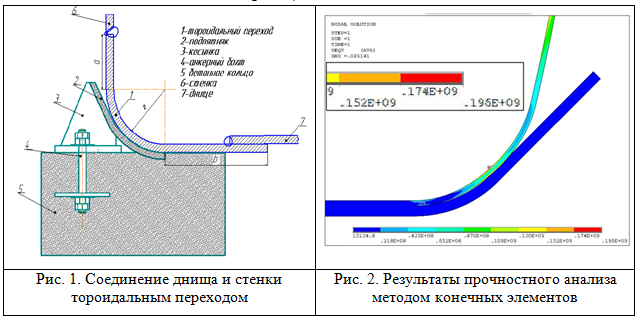
Для повышения эксплуатационной надежности и безопасности РВС предлагается заменить уторный узел частью тороидального кольца, соединяющего стенку с днищем. При этом для устойчивости резервуара по всему контуру стенки между тороидальным переходом и фундаментом резервуара предлагается уложить подпятник, с крепежными косынками, установленными с шагом, определяемым в зависимости от диаметра РВС и толщины первого пояса (рис.1).
По результатам расчетов, выполненных методом конечных элементов, выявлено, что максимальные напряжения в некоторых точках консоли окрайки стандартного уторного узла превышают предел текучести используемой стали, и достигают 360 МПа. В предлагаемой конструкции, напряжения, возникающие в зоне сопряжения стенки и днища, составляют около 196 МПа (рис. 2).
Таким образом, в предлагаемой конструкции, при воздействии гидростатической нагрузки, будет происходить плавное изменение геометрии стенки и днища резервуара. Снижение напряжений приведет к увеличению времени до образования пластических деформаций стенки и днища, появления трещин, к замедлению процессов коррозии и увеличению межремонтного периода нижней части стенки и днища, продлению срока службы резервуаров и снижению затрат на ремонт и эксплуатацию РП.
2. Землянский, А. А. Инновационные принципы проектирования резервуаров нового поколения для хранения углеводородов [Электронный ресурс] / А. А. Землянский // Симпозиум 2013 – перспективные технологии XXI века. / Балаковский институт техники, технологии и управления (филиал) СГТУ, 2012. – 35 с.
3. Васильев Г.Г., Оценка долговечности уторных узлов вертикальных цилиндрических резервуаров в процессе эксплуатации / Васильев Г.Г., Катанов А.А., Семин Е.Е.// Журнал нефтегазового строительства. 2012. № 4. С. 36–41.
8. Сварка резервуаров и контроль качества сварных соединений
8.1 Общие требования
8.1.1 Требования к сварным соединениям должны формулироваться на всех стадиях разработки рабочей проектной документации: в проекте КМ, проекте производства монтажных и сварочных работ, а также при составлении технологических карт на сварку.
8.1.2 Технологические процессы заводской и монтажной сварки должны обеспечивать получение сварных соединений, удовлетворяющих требованиям проекта КМ, а также соответствующих настоящему стандарту по предельно допустимым размерам и видам дефектов.
8.1.3 Технология сварки и применяемые сварочные материалы должны обеспечивать механические свойства сварных соединений не ниже свойств, требуемых настоящим стандартом.
8.1.4 На стадии разработки конструкции резервуара (проекта КМ) должны быть определены:
• конструктивная форма сварных соединений всех элементов резервуара, подлежащих сварке;
• требования к механическим свойствам сварных соединений основных конструктивных элементов и узлов;
• дифференцированно, в зависимости от уровня напряжений и условий работы соединений, назначена категория (класс) сварных швов, определяющая допускаемый уровень их дефектности (допускаемые размеры, вид и количество допускаемых внешних и внутренних дефектов);
• объем контроля физическими методами сварных соединений корпуса резервуара.
8.1.5 При разработке проекта технологии монтажа и сварки резервуара должны быть определены:
• способы сварки для выполнения всех монтажных сварных соединений резервуара и требования к сварочному оборудованию;
• геометрические параметры кромок соединяемых элементов и требования по их подготовке к сварке;
• сварочные материалы для выполнения всех типов сварных соединений;
• последовательность выполнения сварных соединений;
• технология выполнения монтажных сварных соединений резервуара;
• мероприятия по ограничению сварочных деформаций и перемещений свариваемых элементов;
• мероприятия по обеспечению требуемого качества сварных соединений при сварке в условиях пониженной температуры.
8.1.6 При разработке технологических карт на заводскую или монтажную сварку конструктивных элементов резервуара должны быть выбраны:
• форма подготовки кромок под сварку;
• режимы и техника сварки;
• количество проходов сварного шва и порядок их выполнения;
• мероприятия по ограничению сварочных деформаций и перемещений свариваемых элементов.
8.1.7 В случаях, когда в рабочей документации КМ предусмотрена термическая обработка каких-либо сварных соединений резервуара, в ППР следует разработать технологию ее выполнения, включая способ, режимы термообработки, указания по контролю качества термообработанных соединений.
8.1.8 В ППР должна быть разработана программа контроля качества сварных соединений, включающая способы и объемы контроля каждого сварного соединения резервуара.
8.2 Классификация сварных соединений резервуаров
В проектной документации для различных типов сварных соединений должны быть указаны способы сварки, методы и объем контроля.
В зависимости от уровня ответственности резервуара и условий его эксплуатации все типы сварных соединений подразделяются на 3 категории качества (табл. 8.1).
Таблица 8.1
8.3 Конструктивные требования к сварным соединениям
Требования к конструкции сварных соединений, форма разделки свариваемых кромок, геометрические параметры и форма сварных швов элементов резервуара должны соответствовать параметрам, приведенным в приложении Б.
8.4 Рекомендуемые способы сварки
8.4.1 При заводском изготовлении резервуарных конструкций основными способами сварки являются автоматизированная сварка под флюсом для листовых конструкций и механизированная сварка в углекислом газе или в смеси газов на основе аргона для решетчатых конструкций и оборудования. При автоматизированной сварке под флюсом резервуарных полотнищ необходимым является оснащение сварочного оборудования системами слежения электрода за стыком.
8.4.2 Рекомендуемые способы сварки для различных типов сварных соединений при сооружении резервуаров из рулонных заготовок, а также резервуаров, монтируемых полистовым методом, приведены в таблицах 8.2, 8.3.
Таблица 8.2. Рекомендуемые способы монтажной сварки резервуаров, сооружаемых из рулонированных полотнищ
Таблица 8.3. Рекомендуемые способы сварки цилиндрических резервуаров, сооружаемых полистовым способом
8.4.3 Применение ручной дуговой сварки при сооружении резервуаров должно быть ограничено из-за относительно высокого уровня удельного тепловложения, приводящего к повышенным сварочным деформациям, а также сравнительно низкой эффективности.
8.5 Контроль качества сварных соединений
8.5.1 Общие требования
При сооружении резервуаров применяются следующие виды контроля качества сварных соединений:
— механические испытания сварных соединений образцов-свидетелей;
— измерительный, с помощью шаблонов, линеек, отвесов, геодезических приборов и т.д.;
— контроль герметичности (непроницаемости) сварных швов с использованием проб «мел-керосин», вакуумных камер, избыточного давления воздуха или цветной дефектоскопии;
— гидравлические и пневматические прочностные испытания конструкции резервуара.
В рабочей документации должны быть указаны способы, объемы и нормы контроля качества сварных соединений.
8.5.2 Визуальный и измерительный контроль
8.5.2.1 Визуальный и измерительный контроль должен осуществляться в соответствии с РД 03-606-03 Госгортехнадзора России.
8.5.2.2 Визуальному контролю должны подвергаться 100% длины всех сварных соединений резервуара.
8.5.2.3 По внешнему виду сварные швы должны удовлетворять следующим требованиям:
— по форме и размерам швы должны соответствовать проекту;
— швы должны иметь гладкую или равномерно чешуйчатую поверхность (высота или глубина впадин не должка превышать 1 мм);
— металл шва должен иметь плавное сопряжение с основным металлом;
— швы не должны иметь недопустимых внешних дефектов.
8.5.2.4 К недопустимым внешним дефектам сварных соединений резервуарных конструкций относятся трещины любых видов и размеров, несплавления, наплывы, грубая чешуйчатость, наружные поры и цепочки пор, прожоги и свищи.
Подрезы основного металла допускаются не более величин, указанных в таблице 8.4.
Таблица 8.4
8.5.2.5 Выпуклость швов стыковых соединений не должна превышать значений, указанных в таблице 8.5.
Таблица 8.5
| Толщина листов, миллиметры | Максимальная величина выпуклости, миллиметры | |
|---|---|---|
| вертикальных соединений стенки | прочих соединений | |
| до 12 вкл. | 1,5 | 2,0 |
| свыше 12 | 2.0 | 3,0 |
8.5.2.7 Выпуклость или вогнутость углового шва не должна превышать более чем на 20% величину катета шва.
8.5.2.8 Уменьшение катета углового шва допускается не более 1 мм. Увеличение катета углового шва допускается не более следующих значений:
8.5.2.9 В местах пересечения сварных швов и в местах исправления дефектов необходимо обеспечивать минимальную концентрацию напряжений за счет обеспечения плавного сопряжения шва с основным металлом и уменьшения его выпуклости.
8.5.3 Контроль герметичности
Контроль герметичности сварных соединений производится с использованием метода «мел-керосин», избыточного давления или вакуумным способом.
8.5.4 Контроль радиографический
8.5.4.1 Радиографический контроль применяется для контроля стыковых сварных швов стенки и окраек днищ в зоне сопряжения со стенкой резервуара.
8.5.4.2 Контроль радиографический (рентгенографированием или гаммаграфированием) должен производиться в соответствии с ГОСТ 7512.
При заводском изготовлении резервуарных конструкций вместо радиографического контроля может применяться рентгенотелевизионный контроль по ГОСТ 27947.
8.5.4.3 Оценка внутренних дефектов сварных швов должна производиться по ГОСТ 23055 и должна соответствовать:
8.5.5 Ультразвуковая дефектоскопия
8.5.5.1 Ультразвуковая дефектоскопия производится для выявления внутренних дефектов (трещин, непроваров, шлаковых включений, газовых пор) и определения количества дефектов, их эквивалентной площади, условной протяженности и координат расположения.
8.5.5.2 Ультразвуковая дефектоскопия должна проводиться в соответствии с ГОСТ 14782.
8.5.6 Магнитопорошковая или цветная дефектоскопия
8.5.6.1 Контроль магнитопорошковой или цветной дефектоскопией производится с целью выявления поверхностных дефектов основного металла и сварных швов. Магнитопорошковой или цветной дефектоскопии подлежат:
— сварные швы соединения стенки с днищем резервуаров;
— сварные швы приварки люков и патрубков к стенке резервуаров;
— места на поверхности листов стенок резервуаров из стали с пределом текучести свыше 345 МПа, в зонах удаления технологических приспособлений.
8.6 Классификация и нормирование дефектов
8.6.1 Методы контроля, классификация и объем контроля сварных соединений элементов резервуара приведены в таблице 8.6.
3. Термины и определения
В настоящем Стандарте применены следующие термины с соответствующими определениями.
Временные нагрузки подразделяются на:
а) длительные, расчетные значения которых в течение срока службы резервуара наблюдаются длительное время;
б) кратковременные, расчетные значения которых в течение срока службы резервуара наблюдаются в течение короткого отрезка времени;
— оптимальных габаритов резервуара (диаметра и высоты стенки);
— компоновки и вместимости резервуарных парков;
— количества установок пожаротушения и охлаждения резервуара;
— прочности и устойчивости конструкций резервуара (в соответствии с назначенным классом опасности резервуара).
В состав проекта КМ входят:
— общие данные и указания по применяемым материалам, изготовлению, монтажу и испытаниям резервуара, рекомендации по антикоррозионной защите;
— чертежи общих видов, планов и разрезов;
— чертежи узлов и элементов конструкций, с указанием профилей, толщин, сварных швов;
— расчеты конструкций резервуаров 1 и 2 классов опасности и резервуаров с защитной стенкой;
— нагрузки для проектирования основания и фундаментов.
В состав комплекта чертежей КМД входят:
— ведомости чертежей и отправочных марок;
— монтажные схемы с указанием отправочных марок;
— комплектовочная ведомость с указанием отгрузочных мест;
— чертежи отправочных марок, с указанием профилей, толщин, формы и размеров деталей и элементов, количеств и масс деталей и отправочных марок;
— отгрузочные чертежи (при отправке конструкций железнодорожным транспортом).
© 2007–2021 «ГК «Газовик». Все права защищены.
Использование материалов сайта без разрешения владельца запрещено и будет преследоваться по закону.
Большая Энциклопедия Нефти и Газа
Утор служит для установки станка на уровне высоты центра вала электродвигателя и состоит из стойки с пятой и обоймой. [1]
Во утором случае, когда объединяемая информация имеется в виде X и S2 ( X) и можно сделать предположение о виде закона распределения оцениваемой характеристики, используются так называемые эквивалентные оценки. [3]
Кроме того, такая врезка утора в подушку технически возможна лишь при сравнительно малой толщине окрайков днища. [6]
Для ликвидации осадки отдельные части утора поднимают по участкам стенки резервуара и подсыпают грунт или подкла-дывают железобетонные плиты, которые воспринимают нагрузку от стенки резервуара. [7]
Таким образом регулируется расстояние от утора до торца. Каждый оборот маховичка соответствует подъему или опусканию крышки на 2 мм. [9]
При наличии железобетонных плит по кольцу утора обычного резервуара скапливающаяся вода может уходить в грунт подушки и даже под железобетонное кольцо, так как толщина железобетонного кольца не превышает 300 мм. При монтаже днища мокрого газгольдера явление ухода воды дождевой или от таяния снега аналогично уходу воды в обычных резервуарах. Здесь вода также уходит через временный стык днища с окрай-ками в щели между сварными прихватками, не находя выхода из-за сваренного сплошным швом утора. Эта вода значительно сильнее замачивает грунт под переходной железобетонной плитой, чем вода от обжатия влажной подушки. [12]
Необходимо отметить, что всякая местная осадка утора цилиндрических резервуаров всех объемов и типов вызывает дополнительные напряжения как в нижней части стенки, так и в окрайках. [14]
Нивелировку по наружному краю днища ( считается по утору резервуара ) для определения величины осадки резервуара. [15]



