Электроды, о которых пойдёт речь, легко можно встретить во множестве торговых точек. Продавцы предпочитают именно УОНИ среди всех похожих товаров.
Существует не один вид этой марки, есть отдельные версии, специализированные под разные металлы.
В чём отличие этих разновидностей? Как их хранить? На эти вопросы мы и ответим.
Общая информация
Если вам необходим высокий уровень качества швов при выполнении дуговой ручной сварки, тогда электроды УОНИ вам подойдут.
Для того чтобы выполнять по-настоящему добротный шов с применением технологии РДС, необходим большой опыт, как в самой работе, так и в подборе электродов. Это вам скажет любой мастер.
Марка УОНИ легко прослужит вам, пока вы будете обучаться, и набираться опытности.
В чём отличие от остальных марок? Для хорошего функционирования нужно установить обратную полярность, затем использовать постоянный ток. Температура сварки при этом не так уж важна.
Следующее отличие это то, что УОНИ предназначены для тех людей, которые практикуют сварку не первый день. Совсем новичкам, которые занимаются сваркой относительно недавно, не удастся выполнить хороший шов с первого раза.
Нужно объективно оценить свой уровень подготовки, чтобы впоследствии не было никаких проблем.
Также стержни различаются своим диаметром. Наиболее ходовые среди потребителей это диаметры в три миллиметра и в четыре. Большинство деталей вы сварите именно с такими видами.
Те кто использует марку УОНИ, могли заметить что существует несколько числовых обозначений. Например, 13/45 или 13/55. В чём отличие? Их структура довольно похожа, на самом деле.
Только каждый из них предназначен для разного металла. В следующей главе мы расскажем об этом подробнее.
Разновидности
Существует четыре вида электродов УОНИ:
Модель 13/45 используется для деталей из стали. Состав стали в то же время не так уж важен, он может быть любой. Вы можете работать с литьём при помощи этих электродов.
Швы, которые получаются при работе с данным электродом, очень прочны и пластичны. В состав входят такие элементы как молибден и никель. Этим может похвастаться не каждый вид.
Электрод 13/55 предназначен для варки низколегированной высокоуглеродистой стали. Пространственное положение для варки может быть любым. Исключением является положение сверху-вниз.
Дуга горит неустойчиво из-за основного покрытия. Но шов всё же выходит качественным и выделяется наличием стойкости к трещинам.
13/65 вам пригодится для более ответственной работы. Поэтому новичкам с ним работать не желательно. Так же как и с предыдущим, с ним можно варить в любом пространственном положении.
А качество шва выделяется своим наиболее высоким качеством, среди прочих моделей.
УОНИ 13/85 оправдан только для сверхпрочной легированной стали. Кроме этого отличий у данной модификации нет. Можно работать в любом пространственном положении.
Хранение
Высокий уровень качества швов зависит не только от самих электродов и опыта мастера в варке металла. Немаловажную составляющую вносит и умение хранить стержни.
Для хранения электродов необходимо оборудовать отдельное помещение, в котором можно было бы содержать инструмент длительное время. Важное условие для подобного помещения это сухой воздух.
Температуру необходимо держать на стабильном уровне. Более приемлемое значение – 15 градусов. Для таких условий обычно используют систему кондиционирования.
Если вы планируете производить хранение в подвале или гараже, позаботьтесь о гидроизоляции. Излишняя влага может навредить электродам. Подобные условия создать может быть сложно на дому. Как можно сэкономить на хранении?
Постараться держать электроды всегда в отапливаемом помещении. Если хранение происходит в гараже, то на зиму желательно забирать электроды в дом. Склад должен быть всегда тёмным и сухим.
Освободите для этих целей верхние полки шкафа, или же антресоль. Если есть возможность провести отопление в гараж, то стоит положить инструменты в специальный футляр. Его можно изготовить на дому, взяв соответствующую трубу из пластика.
Категорически запрещается хранить на земле и в траве. Не важно, хранятся ли они в коробке, или лежат снаружи. Коробка не самое хорошее место для хранения. Она хрупкая и ненадёжная. Упаковку можно использовать только при транспортировке.
Если стержни пропитались влагой, необходимо прокалить их с помощью электропечи, держать в таком состоянии один час. Электроды начали крошиться? Тут уже ничего не поделаешь. Запомните правила для хранения и соблюдайте их внимательно.
Итоги и выводы
На этом всё. Мы рассказали далеко не обо всём. Например, как происходит варка и расшифровка электродов. Но это большие темы, которые заслуживают отдельных статей.
Мы дали лишь основную информацию о товарах УОНИ для того, чтобы вам стало проще выбрать нужные вам стержни. Не забывайте просить всю нужную документацию, когда будете подбирать инструменты.
А что вы знаете об электродах марки УОНИ? Использовали ли вы их когда-нибудь? С какими моделями вам доводилось работать? Делитесь этими историями в комментариях. Продуктивности в работе!
Использование электродов УОНИ
Широкое распространение в промышленности получили сварочные электроды УОНИ 13 55: технические характеристики позволяют применять изделия для изготовления тяжело нагруженных металлоконструкций с высокими требованиями к надежности. Кроме этой разновидности есть еще 3. Они отличаются по составу и свариваемому материалу.
.jpg) УОНИ-13/55.
УОНИ-13/55.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
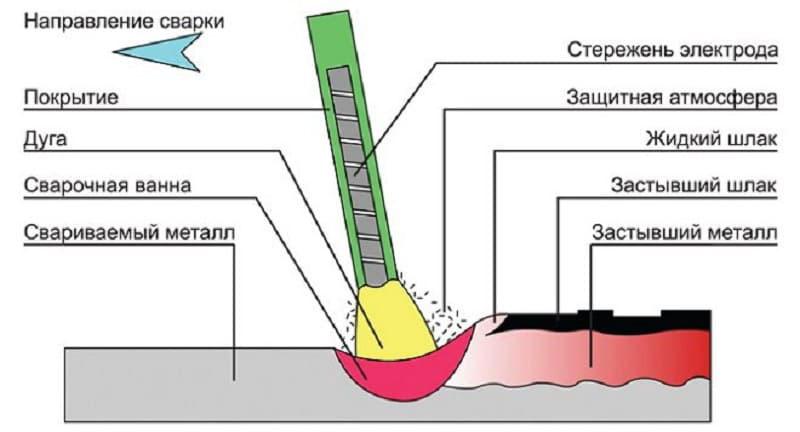
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Обмазка изделий – основная. Содержит фтористые соединения и карбонаты, придающие шву пластичность, ударную вязкость и препятствующие образованию горячих трещин.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
Вместо «У» в маркировке могут присутствовать следующие литеры:
Вместо «Д» могут стоять такие буквы:
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
.jpg)
Разновидности и отличия
Выпускаются электроды диаметром 2-5 мм. Наиболее востребованы изделия размером 3 и 4 мм. Существует 4 разновидности расходников УОНИ. У каждой свое назначение.
Электроды ориентированы на изготовление ответственных конструкций из средне- и низкоуглеродистой стали. Могут использоваться для устранения дефектов в кованых и литых изделиях. Пластичность и ударная вязкость шва обеспечиваются наличием в составе стержня никеля и молибдена.
 УОНИ-13/45.
УОНИ-13/45.
Свариваемый материал – высокоуглеродистая и низколегированная сталь. Качество шва достигается благодаря присутствию в обмазке марганца, фосфора, углерода, кремния и серы.
Электроды предназначены для сварки ответственных тяжело нагруженных конструкций, изготавливаемых в цехе. Поэтому предъявляются высокие требования к состоянию заготовок. Кромки должны быть зачищены, не допускаются грязь, ржавчина и влага.
Используются для сварки тех же материалов, что и 13/55 (высокоуглеродистой и низколегированной стали). Но дают более качественный шов, поэтому применяются для изготовления особо ответственных конструкций.
 УОНИ-13/65
УОНИ-13/65
Самая дорогая разновидность. Предназначена для работ с легированной сталью.
 13/85
13/85
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.
 Электроды МР3 и УОНИ.
Электроды МР3 и УОНИ.
Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| горизонтальное | вертикальное | потолочное | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) Упаковка 5 кг.
Упаковка 5 кг.
 Рынок сварочных материалов изобилует множеством марок покрытых электродов. С одной стороны это дает возможность опытным сварщикам подобрать оптимальный вариант для проведения сварочных работ, с другой — новичкам трудно разобраться в этом большом количестве разных наименований. В помощь начинающему сварщику будет совет сразу определиться с покрытием расходника. По существу в торговых точках представлены расходники с основным и рутиловым покрытиями. Если предстоит сваривать ответственную конструкцию, где предъявляются повышенные требования к пластичности и прочности шва, то марка УОНИ с основным покрытием будет лучшим вариантом для выбора.
Рынок сварочных материалов изобилует множеством марок покрытых электродов. С одной стороны это дает возможность опытным сварщикам подобрать оптимальный вариант для проведения сварочных работ, с другой — новичкам трудно разобраться в этом большом количестве разных наименований. В помощь начинающему сварщику будет совет сразу определиться с покрытием расходника. По существу в торговых точках представлены расходники с основным и рутиловым покрытиями. Если предстоит сваривать ответственную конструкцию, где предъявляются повышенные требования к пластичности и прочности шва, то марка УОНИ с основным покрытием будет лучшим вариантом для выбора.






| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | – |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
Вместо «У» в маркировке могут присутствовать следующие литеры:
Вместо «Д» могут стоять такие буквы:
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Преимущества МР-3 состоят в следующем:
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.
Электроды МР3 и УОНИ.
Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||
| горизонтальное | вертикальное | потолочное | |