Характеристики электродов УОНИ-13/55
Электроды УОНИ-13/55 – одни из наиболее универсальных по широте применения. За 80 лет использования в СССР и России они заслужили высокую оценку среди профессионалов и сегодня относятся к самым надежным, производительным и эффективным.
УОНИ–13/55 – расшифровка и немного истории
 В технической (и не только) литературе можно встретить два написания аббревиатуры этой марки, и оба можно считать в равной степени употребимыми. Исторически, начиная с года создания (1940), использовался вариант УОНИ. Дело в том, что над разработкой продукта несколько лет до этого трудились сотрудники лаборатории засекреченного тогда Научно-исследовательского института №13. Поскольку прилагательное представляет собой пусть и сложное, но одно слово, сочли, что в маркировке достаточно всего одной буквы «И». Так и было в самом раннем написании:
В технической (и не только) литературе можно встретить два написания аббревиатуры этой марки, и оба можно считать в равной степени употребимыми. Исторически, начиная с года создания (1940), использовался вариант УОНИ. Дело в том, что над разработкой продукта несколько лет до этого трудились сотрудники лаборатории засекреченного тогда Научно-исследовательского института №13. Поскольку прилагательное представляет собой пусть и сложное, но одно слово, сочли, что в маркировке достаточно всего одной буквы «И». Так и было в самом раннем написании:
Разработки велись со второй половины 30-х годов. Специалистами во главе с К. В. Петранем были исследованы лучшие зарубежные аналоги из Великобритании, Германии, Нидерландов, США и Франции. Все они были последовательно протестированы одним и тем же опытным сварщиком. После определения наилучших качеств по всем ключевым параметрам были досконально исследованы материалы составов, их технологические свойства и особенности, и в последний довоенный год создан собственный электрод.
По прошествии времени и с принятием ГОСТ 9466-75 написание маркировки несколько изменилось:
Стандарт действует до сих пор, поэтому в нормативных документах корректно написание УОНИИ. Однако при коммерческом использовании, в популярной литературе, на онлайн-ресурсах широко употребляется более короткий первоначальный вариант, который все это время существует параллельно со строго официальным.
Отличительные особенности
Сварочные электроды УОНИ-13/55 используются в ручной дуговой сварке при сооружении ответственных и особо ответственных конструкций из углеродистых и низколегированных сталей (48КС, 10ХСН2Д, 10ХСНД, 09Г2, Бст3, Ст3с и других марок). Возможно соединение толстых деталей, наплавка. В числе особенностей можно отметить следующие.
В результате сварки образуется ровный однородный шов без раковин и кристаллитных трещин, устойчивый к коррозии и механическим нагрузкам и имеющий более длительный процесс старения.
Электроды УОНИИ 13/55 – особенности использования
Электроды УОНИИ-13/55 производства МЭЗ
Продукцию этой марки выпускает один из лидеров отрасли – Магнитогорский электродный завод. Образцовое качество изделий подтверждено многочисленными документами – сертификатами ГОСТ и НАКС, свидетельствами Российских морского и речного регистров, также они успешно прошли санитарно-эпидемиологическую экспертизу. Производитель предоставляет исчерпывающую информацию о продукте в сопровождающих документах и на фирменной упаковке МЭЗ.
Отличие электродов УОНИ 13/45 от 13/55
Электроды УОНИ 13/55 и 13/45 предназначены для сварки ответственных металлоконструкций постоянным током обратной последовательности. Из всего разнообразия электродов, электроды УОНИ отличаются рядом неоспоримых преимуществ, одно из которых, это проведение сварочных работ в условиях низких температур.
На сегодняшнее время существует несколько марок электродов УОНИ: 13/45, 13/55, 13/65 и 13/85. В чем собственно их различие, кроме использования в ручной дуговой сварке? В чем электроды УОНИ 13/45 отличаются от таких же самых электродов, но только с маркировкой 13/55 или 13/65?
Для какой сварки предназначены электроды УОНИ
Электроды УОНИ предназначены для ручной дуговой сварки (ММА). Варить электродами УОНИ нужно в обратной последовательности и на постоянном токе. Для работы с данным видом электродов подходит любой сварочный инвертор для ручной дуговой сварки.

Основное предназначение электродов УОНИ — это сварка углеродистых и низколегированных сталей. Благодаря своим характеристикам, данные электроды используются для сварки ответственных конструкций, поскольку они способны обеспечить прочный и надежный сварочный шов, даже при условиях отрицательных температур.
Сварочные электроды УОНИ выпускаются различного диаметра, от двух до пяти миллиметров. Выбирая диаметр электродов для сварки, обязательно следует учитывать силу тока, а она увеличивается согласно диаметру электрода.
Чем отличаются электроды УОНИ 13/55 от 13/45
Ранее на сайте про ручную дуговую сварку mmasvarka.ru уже рассказывалось о том, в чем именно отличия электродов УОНИ от МР-3. Ознакомиться с данной информацией можно в предыдущем обзоре сайта.

Что же касается отличия электродов УОНИ 13/45 и 13/55, а также других их марок, то они заключаются в следующем:
Электроды УОНИ 13/45 — предназначены для сварки стали, поковок и литья. Сварочный шов с использованием электродов 13/45 отличается не только ударной прочностью, но и пластичностью. Обмазка электродов УОНИ 13/45 в отличие от других, содержит в своем составе молибден и никель.
Электроды УОНИ 13/55 — используются при сварке швеллеров, тавровых соединений, изделий из низколегированных и высокоуглеродистых сталей. Основное покрытие электродов 13/55 состоит из: серы, кремния, марганца, углерода и фосфора, поэтому сварочный шов получается очень стойким и прочным, с низким процентом микротрещин.

Электроды УОНИ 13/65 — варить электродами этой марки можно в любом положении, а основное их предназначение, это сварка ответственных металлоконструкций. Качество сварочного шва электродами 13/65, как и всех предыдущих марок, отличается своими высокими характеристиками.
Электроды УОНИ 13/85 — используются для сварки металлоконструкций выполненных из легированной стали высокой прочности.

Как видно, принципиальных отличий в характеристиках электродов УОНИ 13/45, 13/55, 13/65 и 13/85 нет, но они, все же имеются. А, как известно, в ручной дуговой сварке недопустимы любые погрешности, поэтому к выбору расходных материалов следует подходить с большой осмотрительностью.
Электроды УОНИ 13/55 — технические характеристики и расшифровка

Электроды уони 13 55 прекрасно подходят для процесса дуговой сварки и важных деталей из углеродсодержащих и низколегированных металлов, в частности, используемые в местах с низким температурным режимом. Данный тип изделий здорово проявил себя при соединении серьезных металлоконструкций, где необходимо, чтобы сварной шов был с большим уровнем пластичности и ударопрочной вязкости.
Что из себя представляют электроды УОНИ
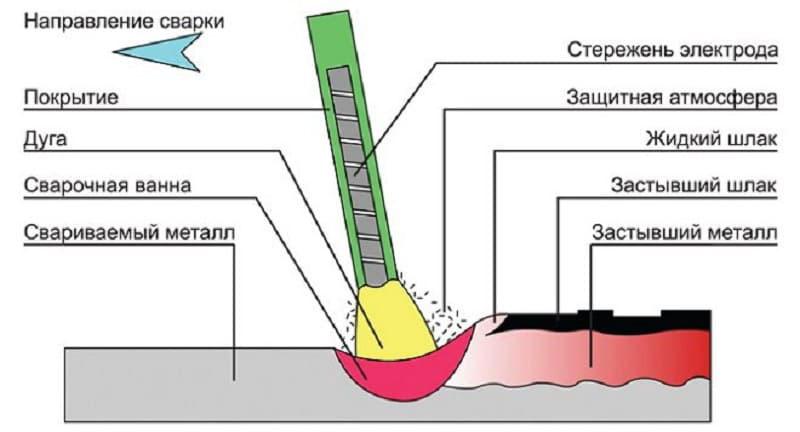
Инструмента для сварочных работ на рынке более чем достаточно. Для качественного соединения необходимо использовать проверенный временем материал. При покупке следует изучить состав покрытия, коэффициент плавки, расход при сварочных работах. Электроды УОНИ относятся к расходным материалам покрытого класса, принцип работы состоит из плавки металла и стержня, что в последующем соединяет изделие. Стержень состоит из легирующих металлов магния, хрома или никеля. Обмазка электродов УОНИ 13/55 служит для создания защитной ванны от воздуха при сварочных работах.

Заявка на поставку электродов (выпадающая)
ГОСТ 9466-75, ГОСТ 9467-75
ТУ 1272-002-11040008-2001
Э50А – УОНИ-13/55 – Ø – УД
Е 515 – Б 20
Назначение
Применяются для конструкций и трубопроводов, требующих повышенных характеристик по пластичности и ударной вязкости сварного шва. Широко используются в мостостроении. Обеспечивают отличную защиту сварочной ванны, что важно при проведении работ на открытом пространстве. Обладают стабильными техническими характеристиками. Зарекомендовали себя при работе в условиях севера.
Электроды имеют свидетельство НАКС (группы основных материалов — 1 (М01); группы технических устройств — МО, ПТО, КО, ГО, НГДО, ОХНВП, ОТОГ, СК, КСМ), сертификат Российского Речного Регистра (РРР), зарегистрированы в системе добровольной сертификации ГОСТ Р.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:

Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.

Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.

Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.

Особые свойства
При использовании УОНИ-13/55, металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода.
Высокое качество подтверждается регулярными независимыми испытаниями сварочно-технологических свойств сварочных материалов.
Общая характеристика электродов «УОНИ 13/5»
Общая характеристика электродов включает в себя следующие параметры:
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА УОНИ-13/55
Справочная информация по сварочным электродам УОНИ-13/55 и их модификациям. Электроды УОНИ-13/55 и электроды УОНИ 13/55СМ предназначены: сварка углеродистых и низколегированных сталей.
Основное назначение сварочных электродов. Электроды марки УОНИ-13/55 и электроды марки УОНИ-13/55СМ предназначены для ручной дуговой сварки особо ответственных металлоконструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
ТУ У 05416923.015-96
EH 499 : E383B22H10
Характеристики плавления сварочных электродов при сварке
Коэффициент наплавки, г/А ч — 9,0 (ГОСТом 9466-75 не регламентируется)
Расход электродов (для ø3,0мм) на 1 кг наплавленного металла, кг — 1,7
Механические свойства металла шва сварочных электродов при сварке, не менее
Временное сопротивление разрыву, МПа
Ударная вязкость, Дж/см2 (кгс/см2)
Содержание влаги в покрытии электродов, перед использованием – не более 0,3 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 320÷350ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Химический состав наплавленного металла сварочных электродов при сварке, %
Использование электродов УОНИ
Широкое распространение в промышленности получили сварочные электроды УОНИ 13 55: технические характеристики позволяют применять изделия для изготовления тяжело нагруженных металлоконструкций с высокими требованиями к надежности. Кроме этой разновидности есть еще 3. Они отличаются по составу и свариваемому материалу.
.jpg) УОНИ-13/55.
УОНИ-13/55.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Обмазка изделий – основная. Содержит фтористые соединения и карбонаты, придающие шву пластичность, ударную вязкость и препятствующие образованию горячих трещин.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
Вместо «У» в маркировке могут присутствовать следующие литеры:
Вместо «Д» могут стоять такие буквы:
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
.jpg)
Разновидности и отличия
Выпускаются электроды диаметром 2-5 мм. Наиболее востребованы изделия размером 3 и 4 мм. Существует 4 разновидности расходников УОНИ. У каждой свое назначение.
Электроды ориентированы на изготовление ответственных конструкций из средне- и низкоуглеродистой стали. Могут использоваться для устранения дефектов в кованых и литых изделиях. Пластичность и ударная вязкость шва обеспечиваются наличием в составе стержня никеля и молибдена.
 УОНИ-13/45.
УОНИ-13/45.
Свариваемый материал – высокоуглеродистая и низколегированная сталь. Качество шва достигается благодаря присутствию в обмазке марганца, фосфора, углерода, кремния и серы.
Электроды предназначены для сварки ответственных тяжело нагруженных конструкций, изготавливаемых в цехе. Поэтому предъявляются высокие требования к состоянию заготовок. Кромки должны быть зачищены, не допускаются грязь, ржавчина и влага.
Используются для сварки тех же материалов, что и 13/55 (высокоуглеродистой и низколегированной стали). Но дают более качественный шов, поэтому применяются для изготовления особо ответственных конструкций.
 УОНИ-13/65
УОНИ-13/65
Самая дорогая разновидность. Предназначена для работ с легированной сталью.
 13/85
13/85
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.
 Электроды МР3 и УОНИ.
Электроды МР3 и УОНИ.
Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| горизонтальное | вертикальное | потолочное | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.jpg) Упаковка 5 кг.
Упаковка 5 кг.


| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | – |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
Вместо «У» в маркировке могут присутствовать следующие литеры:
Вместо «Д» могут стоять такие буквы:
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Преимущества МР-3 состоят в следующем:
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.
Электроды МР3 и УОНИ.
Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||
| горизонтальное | вертикальное | потолочное | |