Ультразвуковой дефектоскоп: как устроен, какими функциями обладает и как не ошибиться с выбором
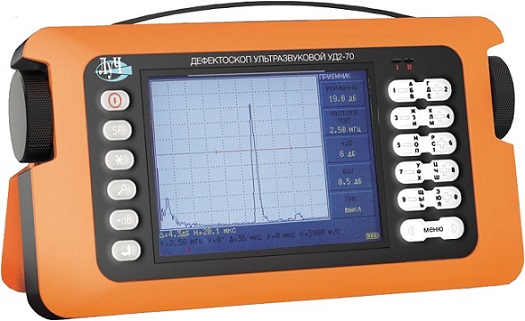
Импульсный ультразвуковой дефектоскоп – это прибор, предназначенный для акустического контроля сварных соединений, наплавок, поковок, основного металла, листового, фасонного проката и иных материалов на предмет несплошностей и неоднородностей. Это основная единица аппаратуры для активного метода УЗК – ручного, механизированного и автоматизированного. Именно от дефектоскопа зависит производительность, чувствительность, точность и достоверность контроля. В классическом понимании под ним подразумевается электронный блок, работающий с пьезоэлектрическими преобразователями, сканерами и иными вспомогательными и регистрирующими устройствами.
В учебной литературе принято делить ультразвуковые дефектоскопы на аналоговые и цифровые. Первые сегодня встречаются крайне редко – это морально устаревшая аппаратура. С ней операторам приходилось вручную производить многочисленные расчёты, например, для определения эквивалентной площади дефектов. Прозвучивание и обработка результатов занимала слишком много времени. Тем не менее, среди «ветеранов» отечественной УЗ-дефектоскопии по-прежнему в почёту легендарный УД2-12 («Рыжик»), USK-7S и др. В сегодняшнем мире приборы построены на цифровых технологиях и оснащаются микропроцессором, дисплеем, энергонезависимой памятью. Подробная информация об их технических возможностях доступна ниже, ну а пока – попробуем разобраться с принципиальной архитектурой приборов для акустического НК.
Устройство современных ультразвуковых дефектоскопов

Пьезоэлектрические преобразователи (ПЭП)

Типы развёрток


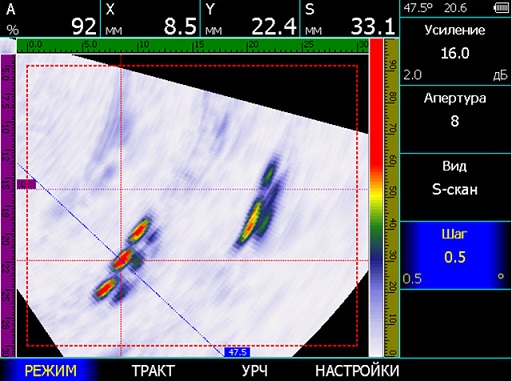
В ультразвуковых дефектоскопах с поддержкой фазированных решёток и TOFD встречается также S-скан. Речь идёт о так называемом секторном сканировании, при котором апертуры остаются постоянными, а отклонение луча происходит последовательно под разными углами. Главная особенность S-сканов в том, что они позволяют получить динамическое изображение в режиме реального времени по мере движения преобразователя. Технология очень эффективна для визуализации дефектов, включая беспорядочно ориентированные.
Говоря об ультразвуковых дефектоскопах с поддержкой фазированных решёток, нельзя также не упомянуть про L-скан. Это результат линейного сканирования, когда изображение формируется в виде параллелограмма за счёт пучков, сгенерированных разными активными элементами кристалла. Угол ввода при этом постоянен.
Наконец, существуют ещё Т-сканы, 2D- и 3D-визуализация, мульти-сканы и т.д. Данному вопросу нужно не только посвятить отдельную статью, но и периодически её обновлять, поскольку современные приборы, «обрастая» мощными вычислительными возможностями и цветными дисплеями высокой чёткости, постоянно совершенствуются.
Как выбрать ультразвуковой дефектоскоп
И последнее по данному параграфу. Важно понимать, что ни один ультразвуковой дефектоскоп – не вечен. Поэтому, присматриваясь к той или иной модели, оцените ещё и производителя, который её выпустил. В каком объёме и на каких условиях предоставляется техподдержка? Где находится сервисная служба? Как быстро производится гарантийный и послегарантийный ремонт? Нет ли перебоев с поставкой запчастей? Насколько доступна их стоимость? Занимаются ли аппаратурой данной марки другие сервисные центры? Акустический прибор – та вещь в лаборатории, которая будет применяться едва ли не каждый день. Важно быть готовым к быстрому и качественному устранению поломок и повреждений.

Функционал цифровых ультразвуковых дефектоскопов
Ультразвуковые дефектоскопы с поддержкой фазированных решёток и TOFD умеют много больше этого. В частности, речь идёт о реализации различных фокальных законов (набора переменных параметров канала – мощности, амплитуды, длительности зондирующего импульса, задержки, длительности развёртки и других). Множество инструментов предусмотрено для управления эффективной площадью излучения, его направленностью. В зависимости от типа прибора оператор может использовать 16-, 32-, 64- или даже 128-элементные датчики. Это, а также возможность генерации пучка точно в зоне несплошности многократно повышает производительность и точность контроля.
Если резюмировать, то современный ультразвуковой дефектоскоп – мощный инструмент для неразрушающего акустического контроля. Благодаря передовым секторному сканированию, дифракционно-временному методу (вышеупомянутый TOFD), новейшим цифровым технологиям приборостроения УЗК в последнее время всё чаще рассматривается в качестве полноценной альтернативы рентгену. При этом, несмотря на мощный функционал, акустические приборы становятся проще в работе – благодаря сохранению типовых настроек, интерактивным подсказкам, текстовым заметкам и другим полезным «фишкам» ПО.
Обучение работе с ультразвуковым дефектоскопом

«Набивать руку» желательно под присмотром опытного наставника. По мере проведения контроля разных объектов из разных материалов вы станете лучше разбираться в ПО, выработаете «короткие пути» до нужных настроек и функций, привыкнете к цветовой гамме развёрток, научитесь правильно сохранять и обрабатывать результаты.
Для лучшего понимания принципа работы ультразвукового дефектоскопа рекомендуем также побольше читать учебной и научно-технической литературы. В особенности это касается «классики жанра» – трудов В.Г. Щербинского, И.Н. Ермолова, А.К. Гурвича, Е.Ф. Кретова, В.А. Троицкого, В.Ю. Попова, Ю.В. Ланге и других авторитетных авторов. Свои учебные пособия есть в разных институтах и аттестационных центрах. Например, многие специалисты УЗК высоко отзываются о материалах, которые готовят для своих студентов преподаватели Томского политехнического университета, МГТУ им. Н.Э. Баумана, ПГУПС и т.д.
Помимо книг, пособий и справочников, нужно внимательно изучать руководящую документацию, и в особенности технологические карты, по которым предстоит работать. В грамотно составленной техкарте содержатся подробные указания по настройке ультразвукового дефектоскопа, выбору ПЭП, схемы прозвучивания, измерению характеристик дефектов и т.д. Уверенное знание нормативно-технической документации – это вообще ключ к успеху в профессии дефектоскописта, к слову сказать.
Наконец, если при работе с акустическим приборов возникают какие-либо трудности, вы всегда можете обратиться за советом к старшим товарищам. Сделать это можно на форуме «Дефектоскопист.ру». На нашем сайте зарегистрированы тысячи специалистов УЗК всех квалификационных уровней, I–III, а также преподаватели, представители фирм-производителей аппаратуры, сервисных центров и пр. В разделе «Ультразвуковой контроль» можно получить информацию практически по любым вопросам, связанным с подбором, эксплуатацией, метрологическим и техническим обслуживанием ультразвуковых дефектоскопов.
Где купить ультразвуковой дефектоскоп
Среди приборов для акустического контроля очень жёсткая конкуренция. Чтобы подобрать и приобрести хороший прибор для УЗК, вы можете обратиться к партнёрам форума «Дефектоскопист.ру».
Ультразвуковые дефектоскопы
Одним из наиболее распространенных методов неразрушающего контроля сварных швов, трубопроводов и сосудов, работающих под давлением, а также сортового и фасонного проката, является ультразвуковая дефектоскопия. Ультразвуковые дефектоскопы генерируют колебания определенной частоты, которые проходя через объект контроля, отражаются от границы материалов меняют свое значение при встрече с пустотой или вкраплением сред с другими характеристиками. Полученный сигнал интерпретируется оператором, фиксирующим на приборе дефект основного материала или сварного шва.
Плюсы и минусы ультразвуковой дефектоскопии
Ультразвуковой контроль используется в ходе приемки и при профилактических проверках состояния многих конструкций, к которым предъявляются повышенные требования. Дефектоскопия обязательна для емкостных сооружений, где рабочая среда находится под давлением выше атмосферного, трубопроводов воды и пара тепловых и атомных электростанций, узлов и агрегатов авиационных, ракетных и судовых двигателей и других ответственных сварных конструкций.
Относительно других видов дефектоскопии, ультразвуковой способ имеет следующие достоинства:
В то же время ультразвуковая дефектоскопия не свободны от недостатков, к которым можно отнести:
Ультразвуковой контроль используются в транспортном, энергетическом машиностроении, в нефтегазодобывающей отрасли, при строительстве трубопроводов по транспортировке углеводородного сырья, при изготовлении грузоподъемных механизмов и большепролетных конструкций, а также в других случаях.

Технология ультразвуковой дефектоскопии
Стандартный ультразвуковой дефектоскоп состоит из нескольких функциональных узлов и блоков:
Генератор, входящий в конструкцию ультразвукового дефектоскопа, создает электрические импульсы, которые по кабелю поступают в ультразвуковой преобразователь, где при помощи находящегося там пьезоэлемента, преобразуется в волны ультразвуковой частоты. Образовавшаяся высокочастотная волна проходит через материал изделия, подлежащего контролю. Встретив образование с плотностью, отличной от исходной (трещины, пустоты, раковины, поры, некачественные сварные швы), часть волны отражается и возвращается на преобразователь, где преобразуется в электрический сигнал и отображается на дисплее в виде эхо-импульса. По результатам интерпретации полученного сигнала, определяются координаты дефектных участков, глубина их расположения, ориентация и размеры. На основании итогов контроля принимаются решения об исправлении дефектов, методов их лечения или выбраковке дефектного изделия.
Ультразвуковые дефектоскопы
Основанное более 20 лет назад, казанское предприятие «Литас» занимает одно из первых мест среди участников сегмента приборов для неразрушающего контроля радиографическим методами, выпуская рентгеновские аппараты, оборудование для радиографии. Кроме этого, ООО «Литас» представляет на рынке аппаратуру отечественного и зарубежного производства для неразрушающего контроля другими методами, в частности ультразвуковые дефектоскопы, изготовленные российскими производителями:

Производственным предприятиям и исследовательским организациям предлагаются: ультразвуковые сканеры-дефектоскопы:

Кроме этого, лабораториям, осуществляющим деятельность по проведению неразрушающего контроля с использованием ультразвуковой диагностики, компания «Литас» предлагает акустические дефектоскопы производства НПЦ «КРОПУС»:
Широкая номенклатура ультразвуковой аппаратуры для неразрушающего контроля позволяет покупателю выбрать модель, способную решить задачи, поставленные перед дефектоскопом.
Виды ультразвуковой дефектоскопии
Необходимость локализации мест расположения, вида, размеров дефектов материалов, изделий, сварных швов требует предполагает использование различных видов неразрушающего контроля, среди которых чаще всего используются ультразвуковая дефектоскопия:
— с прямым лучом, который эффективен при поиске в сварных швах трещин или расслоений, расположенных параллельно поверхности объекта контроля, каверн, пустот, пор в пластинах, кованых заготовках, отливках и т.д. При использовании этого способа волна распространяется по проверяемой среде до момента ее рассеивания или встречи с границей другого материала, включая воздух и трещину в изделии. Достоверность контроля обеспечивается при плотном прилегании преобразователя к образцу, что позволяет четко идентифицировать сигнал, отраженный от препятствия или задней стенки изделия;
— с наклонным преобразователем – способом, который может использоваться ультразвуковом контроле сварных швов, где дефектные участки располагаются произвольно относительно поверхности изделия. Наклонные ультразвуковые пьезоэлектрические преобразователи представляют собой призму и пьезоэлемент, размещенные в едином корпусе. Этот способ реализует принцип преломления и преобразования волн ультразвукового регистра на границе сред. Поскольку в большинстве случаев трещины и непровары не параллельны поверхности, метод контроля с наклонным преобразователем наиболее востребован на производстве;
Ультразвуковые дефектоскопы реализуют один из этих способов, в зависимости от которого они могут использоваться, для неразрушающего контроля определенного вида материалов, заготовок, изделий или сварных конструкций.
Критерии оценки дефектов, выявленных ультразвуковыми дефектоскопами
К основным характеристикам ультразвукового контроля относятся такие величины как:
При оценке недостатков, выявленных в ходе ультразвуковой дефектоскопии, учитывают следующие показатели:
Как правило, реальные размеры дефектного участка определить методами ультразвуковой диагностики не удается. Поэтому в большинстве случаев определяют эквивалентную площадь или диаметр дефекта. Эквивалентной площадью дефектного участка считается площадь отверстия с плоским дном, проделанного в образце, у которого амплитуда отраженной ультразвуковой волны равна амплитуде отраженной волны, выявленной при контроле конкретного изделия.

Принцип работы ультразвукового дефектоскопа
1. Принцип ультразвукового контроля
Ультразвуковой метод контроля относится к неразрушающим методам. Этот метод широко применяют для контроля сварных соединений из низколегированных и низкоуглеродистых сталей, алюминия, меди и их сплавов.
Ультразвуковая волна несет в направлении своего движения определенную энергию, которая характеризуется интенсивностью ультразвука (количество энергии, которая переносится волной за 1с через 1 см 2 площади, перпендикулярной направлению распространения). По мере распространения ультразвуковой волны интенсивность ее падает. О длине пути волны можно судить по величине коэффициента затухания. В твердых телах он складывается из коэффициента поглощения и рассеяния.
Для возбуждения ультразвуковых колебаний используется пьезоэлектрический эффект, сущность которого заключается в том, что при растяжении и сжатии некоторых кристаллов в определенном направлении на их поверхности возникает электрический заряд. Электрические колебания от генератора высокой частоты при помощи пьезокристаллов превращаются в механические колебания частотой до 500 и 1000 МГц.
Если к поверхности детали приложить пьезопластину, которая подключена к генератору высокой частоты, то в металле начнут распространяться ультразвуковые волны, которые, попадая на другую пьезопластину, вызывают в ней пьезоэлектрические заряды. Эти заряды могут быть поданы на усилитель и воспроизведены индикатором.
Для ввода ультразвуковых колебаний и приема отраженных от дефектов, а также предохранения пьезопластины от механических повреждений и износа последнюю помещают в специальный устройства, называемые ультразвуковыми пьезоэлектрический преобразователями (ПЭП), щупами, искателями.
ПЭП делятся на несколько типов: совмещенный – излучатель и приемник ультразвуковых волн в одном корпусе ПЭП; раздельный – излучение и прием ультразвуковой волны выполняют два отдельных ПЭП; раздельно-совмещенный – излучение и прием ультразвуковой волны выполняют два отдельных кристалла, которые расположены в одном корпусе ПЭП. Волны могут распространяться непрерывно или в виде импульсов. Это зависит от режима работы генератора.
2. Алгоритм работы ультразвукового дефектоскопа
С помощью ПЭП передается короткий ультразвуковой сигнал в контролируемый объект, получив на приемник отраженный сигнал, измеряется время прохождения звукового сигнала от ПЭП до отражающей поверхности и назад.
Это возможно только тогда, когда имеется четко определенное стартовое время и конечное время. Если скорость звука в объекте контроля известна, тогда, используя простые вычисления, можно определить расстояние до отражающей поверхности и таким образом точное положение несплошности в объекте контроля, рис. 2.

Рис. 2 Принцип измерения времени и пути импульса

Если теперь время прохождения и амплитуду импульса отобразить в графическом виде, получится упрощенная модель универсального Ультразвукового Дефектоскопа (Рис2.1.).
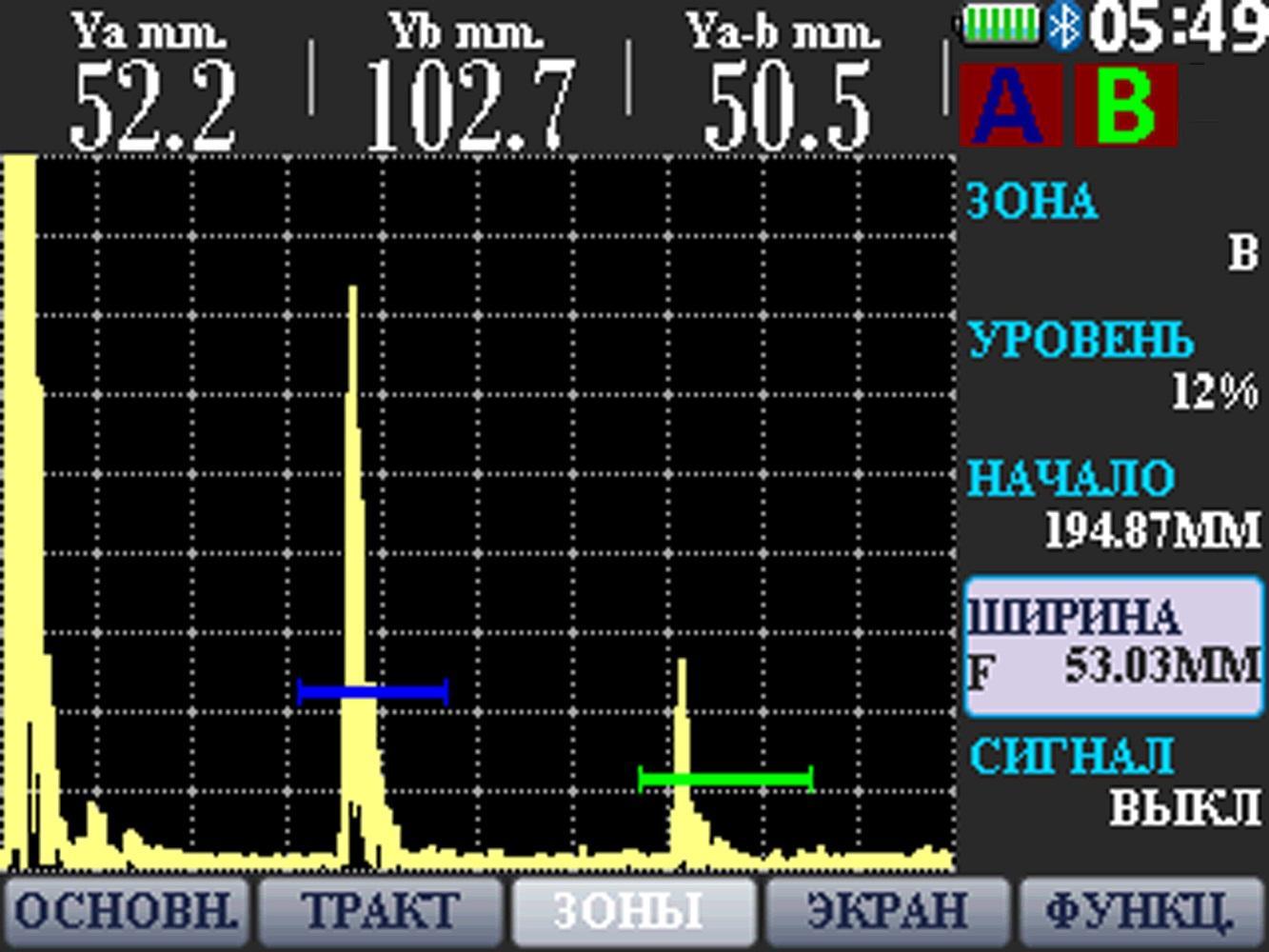
Рис. 2.1. Графическое отображение полученных ультразвуковых сигналов в модульном виде
3. Настройка ультразвукового дефектоскопа
Перед проведением ультразвукового контроля непосредственно на реальном объекте контроля дефектоскоп необходимо настроить. Настройка дефектоскопа выполняется в два этапа:
— настройка параметров ПЭП
— настройка показаний дефектоскопа по образцу с заранее известными параметрами контроля.
К настройке параметров ПЭП относится:
Настройка параметров ПЭП проводят на стандартных образцах для ультразвуковой дефектоскопии СО-1, СО-2, СО-3.
К настройке показаний дефектоскопа по образцу с заранее известными параметрами контроля относится
Последние настройки проводят по образцам с заранее подготовленными отражателями (дефектами), такие образцы называются стандартными образцами предприятия СОП. СОП изготавливают из такого же материала, как и объект контроля, а искусственный дефект имеет минимальные допустимые размеры, которые предусмотрены для конкретного объекта.
Ультразвуковой метод контроля осуществляется в соответствии с требованиями ГОСТ 14782-76, ГОСТ 20415-2 и с учетом действующих отраслевых стандартов на ультразвуковой контроль.
Эффективность ультразвукового контроля зависит от целого ряда факторов.
Большое значение при этом имеет частота ультразвуковых волн. С увеличением частоты уменьшается их длина, а следовательно, повышается чувствительность метода, т.е. расширяется диапазон выявления более мелких дефектов. Однако с увеличением частоты на распространении ультразвуковых колебаний в большей степени начинает отражаться влияние структуры контролируемого металла.
Преимуществом ультразвуковой дефектоскопии является возможность контроля при односторонне доступе к изделию, простота и высокая производительность метода, большая проникающая способность, позволяющая обнаружить внутренние дефекты в крупногабаритных изделиях, возможность автоматизировать процесс контроля, полная безопасность для оператора и окружающих рабочих, высокая чувствительность, обеспечивающая выявление мелких дефектов.
Ультразвуковая дефектоскопия как инструмент качества

Что такое ультразвуковая дефектоскопия и для чего она нужна. Эхо-импульсный, эхо-зеркальный и теневой методы. Достоинства и недостатки ультразвуковой дефектоскопии.
Содержание статьи
Что такое ультразвуковая дефектоскопия?
Ультразвуковая дефектоскопия представляет собой совокупность методов неразрушающего контроля, использующих для нахождения дефектов в изделиях ультразвуковые волны. Полученные данные затем анализируются, выясняется форма дефектов, размер, глубина залегания и другие характеристики.
Позволяет надёжно и эффективно проверять качество стального литья, сварных соединений, литых заготовок. Применяется при изготовлении и эксплуатации железнодорожных рельс, частей авиационных двигателей, трубопроводов в атомных реакторах и контроля иных ответственных изделий. Самый совершенный инструмент диагностики — дефектоскоп на фазированных решетках.

Ультразвуковые преобразователи к содержанию
В промышленности металлы, как правило, проверяют ультразвуком с частотой в диапазоне от 0,5 МГц до 10 МГц. В определённых случаях сварные швы обследуют волнами, имеющими частоту до 20 МГц. Благодаря этому можно выявлять дефекты весьма небольшого размера. Объекты значительной толщины, в частности отливки, поковки, сварные соединения, сделанные электрошлаковой сваркой, а также металлы крупнозернистого строения, например, чугун и некоторые виды стали проверяют ультразвуком с низкими частотами.
Пьезоэлектрическими преобразователями называются приборы, которые возбуждают и принимают ультразвуковые волны.
Совмещённые преобразователи имеют в своём составе пьезоэлемент, который может в один момент времени испускать ультразвук, а в следующий принимать.
В раздельно-совмещенных аппаратах один пьезоэлемент является источником ультразвуковых волн, а другой их улавливает.
В раздельных пьезоэлемент служит либо генератором, либо приёмником ультразвука.
В контактных преобразователях ультразвуковые волны излучаются в исследуемый объект через тонкую прослойку жидкости.
В иммерсионном устройстве его поверхность и изделие разделены слоем жидкости, во много раз превышающим длину волны. Для этого образец помещают в иммерсионную ванну, применяют струю воды и т.д.
В контактно-иммерсионном преобразователе имеется специальная ванна с эластичной мембраной, контактирующей с проверяемым изделием.
В бесконтактных установках ультразвуковые колебания возбуждаются с помощью различных физических эффектов через воздушный промежуток. Их чувствительность уступает преобразователям других типов в десятки тысяч раз.
Способы контроля с помощью ультразвука к содержанию
Эхо-импульсный способ самый широко распространённый и простой. Преобразователь излучает зондирующие сигналы и сам же регистрирует отражённые дефектами эхо-сигналы.
По временному интервалу между посылаемыми сигналами и эхо можно узнать, где и на какой глубине находится дефект, а по амплитуде сигнала – каковы его размеры. К достоинствам данного способа следует отнести:
К достоинствам данного способа следует отнести:
Основные его недостатки это:
Эхо-зеркальный метод нуждается в двух преобразователях. Их располагают по одну сторону проверяемого изделия так, чтобы один прибор мог улавливать сигнал излучаемый другим. В приёмник поступает ультразвук, отражённый от дефекта и от донной поверхности.
К недостаткам следует отнести необходимость менять через определённые промежутки времени расстояние между преобразователями.
Теневой метод требует доступа преобразователей к проверяемому изделию с двух сторон, причём устройства обязаны находиться на одной акустической оси. О присутствии в объекте дефекта судят по серьёзному снижению амплитуды принимаемого сигнала либо его полному исчезновению. Основные достоинства подобного метода это: хорошая помехоустойчивость и низкая зависимость амплитуды сигнала от ориентации дефекта.
Преимущества и недостатки ультразвуковой дефектоскопии к содержанию
Ультразвуковой контроль в промышленности используется с 50 годов прошлого века. В то время инструментами для диагностики сварных соединений и обнаружения других дефектов на трубопроводах служили ламповые дефектоскопы и УЗК преобразователи на основе пьезокерамических элементов. За прошедшие более чем 60 лет накоплен богатый опыт применения ультразвукового контроля, появились новые цифровые дефектоскопы и новые методы неразрушающего контроля.



