Какое значение параметра ra соответствует базовой длине 0 25 мм
Параметры и характеристики
Surface roughness. Parameters and characteristics
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 23.04.73 N 995 дата введения установлена 01.01.75
Ограничение срока действия снято Постановлением Госстандарта от 07.05.80 N 2019
Издание (август 2018 г.) с Изменениями N 1, 2, утвержденными в мае 1980 г., январе 2017 г. (ИУС 7-80, 7-2017)
1. Настоящий стандарт распространяется на шероховатость изделий независимо от их материала и способа изготовления (получения поверхности). Стандарт устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатости поверхности, числовые значения параметров и общие указания по установлению требований к шероховатости поверхности.
Стандарт не распространяется на шероховатость ворсистых и других поверхностей, характеристики которых делают невозможным нормирование и контроль шероховатости имеющимися методами, а также на дефекты поверхности, являющиеся следствием дефектов материала (раковины, поры, трещины) или случайных повреждений (царапины, вмятины и т.д.).
2. Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
3. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п.6, значений выбранных параметров (по п.8) и базовых длин, на которых происходит определение параметров.
Если параметры Ra, Rz, определены на базовой длине в соответствии с табл.5 и 6 приложения 1, то эти базовые длины не указываются в требованиях к шероховатости.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
Числа из табл.2-4 и п.9 используются для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
5. Допускается устанавливать требования к шероховатости отдельных участков поверхности (например,к участкам поверхности, заключенным между порами крупнопористого материала участкам поверхности срезов, имеющим существенно отличающиеся неровности).
Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
2-5. (Измененная редакция, Изм. N 1).
6. Параметры шероховатости (один или несколько) выбираются из приведенной номенклатуры:
— полная высота профиля;
Параметр Ra является предпочтительным.
(Измененная редакция, Изм. N 1, 2).
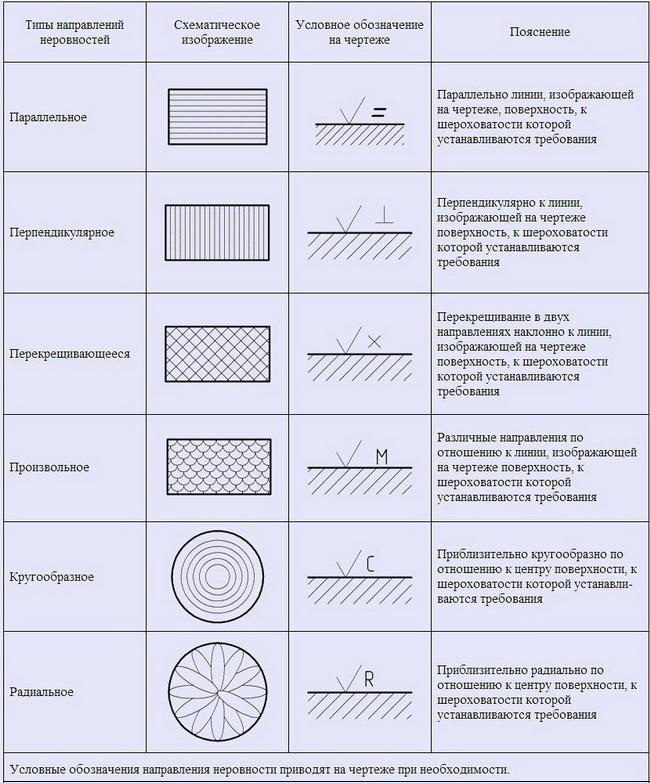
7. Типы направлений неровностей поверхности выбирают из табл.1.
Типы направлений неровностей

Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования

Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования

Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования

Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования

Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования

Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования
Параметры шероховатости
  ГОСТ 2789-73 полностью соответствует международной рекомендации по стандартизации ИСО Р 468. Он устанавливает перечень параметров и типов направлений неровностей, которые должны применяться при установлении требований и контроле шероховатостей поверхности, числовые значения параметров и общие указания.
  1. Требования к шероховатости поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
  2. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня значений выбранных параметров и базовых длин, на которых происходит определение параметров.
ТАБЛИЦА СООТВЕТСТВИЯ КЛАССОВ ШЕРОХОВАТОСТИ
  При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности, к способу или последовательности способов получения (обработки) поверхности.
  Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения.
  3. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
  Допускается устанавливать требования к шероховатости отдельных участков поверхности (например, к участкам поверхности, заключенным между порами крупнопористого материала, к участкам поверхности срезов, имеющим существенно отличающиеся неровности).
  Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
  4. Параметры шероховатости (один или несколько) выбирают из приведенной номенклатуры:
  Параметр Ra является предпочтительным.
  5. Числовые значения параметров шероховатости (наибольшие, номинальные или диапазоны значений) выбирают из таблицы
СРЕДНЕАРИФМЕТИЧЕСКОЕ ОТКЛОНЕНИЕ ПРОФИЛЯ Ra, мкм
| 100 80 63 50 40 32 25 20 16,0 12,5 | 10,0 8,0 6,3 5,0 4,0 3,2 2,5 2,0 1,6 1,25 | 1,00 0,80 0,63 0,50 0,40 0,32 0,25 0,20 0,16 0,125 | 0,100 0,080 0,063 0,050 0,040 0,032 0,025 0,020 0,016 0,012 | 0,010 0,008 — — — — — — — — |
|   Примечание: Предпочтительные значения параметров подчеркнуты. | ||||
  6. Относительная опорная длина профиля tp:
  7.Числовые значения уровня сечения профиля р выбирают из ряда:
    5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 % от Rmax.
  8. Числовые значения базовой длины l выбирают из ряда:
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
И ЕЕ ВЛИЯНИЕ НА РАБОТУ ДЕТАЛЕЙ
  В процессе формообразования деталей на их поверхности появляется шероховатость – ряд чередующихся выступов и впадин сравнительно малых размеров. Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может возникать вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
  Влияние шероховатости на работу деталей машин многообразно:
— шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля ;
— в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков ;
— шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения ;
— неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей ;
— шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий ;
— шероховатость влияет на точность измерения деталей ;
— коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях ;
и т.п.
  В техпpоцессе пpи ноpмиpовании шеpоховатости pекомендуется пpименять высотные паpаметpы Ra и Rz
  Параметр Rz нормируется в тех случаях, когда прямой контроль Ra с помощью профилометров невозможен.
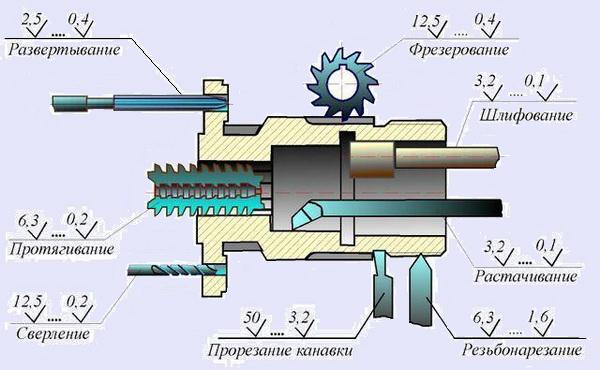
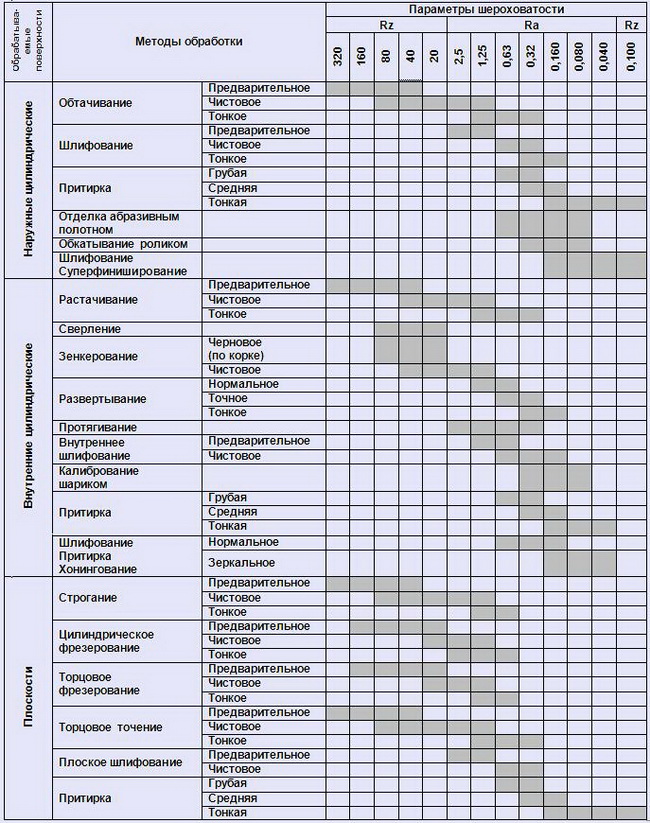
  Hа pисунке пpиведены значения этих паpаметpов для наиболее часто встpечающихся видов обработки, которых возможно достичь резанием:
  В таблице приведены значения паpаметpов шероховатости для некотоpых наиболее часто встpечающихся элементов деталей и соединений.
| Элементы деталей | Ra | |
| Pезьбы наpужные | pядовые повышенной точности | 6,3. 1,6 1,6. 0,8 |
| Pезьбы внутpенние | pядовые повышенной точности | 6,3. 3,2 3,2. 1,6 |
| Pезьбы ходовые | винт гайка | 0,8 1,6. 0,8 |
| Уплотняющие повеpхности ниппелей, штуцеpов | — | 0,8. 0,2 |
| Пpямозубые колеса | pабочие повеpхности зубьев | 1,6. 0,8 |
| Стыки под пpокладки | из мягких матеpиалов из неметаллов | 0,2. 0,1 1,6. 0,4 |
| Пpивалочные плоскости | — | 3,2. 0,8 |
| Отвеpстия под кpепежные детали | — | 6,3. 3,2 |
| Опоpные повеpхности под головки болтов, винтов, под гайки | — | 6,3. 1,6 |
| Центpиpующие буpтики (фланцев, кpышек) | отвеpстия буpтик | 3,2. 1,6 1,6. 0,8 |
| Тоpцы пpужин сжатия | — | 3,2. 1,6 |
| Поpшни (pабочие повеpхности) | из чугуна и стали из сплавов | 0,2. 0,1 0,1. 0,05 |
| Поpшневые пальцы | — | 0,2. 0,05 |
| Клапаны с коническими повеpхностями | pабочая повеpхность клапана pабочая повеpхность седла | 0,1. 0,025 0,2. 0,05 |
| Конические пpобковые кpаны (pабочая повеpхность) | пpобка отвеpстие | 0,8. 0,05 0,8. 0,05 |
| Свободные повеpхности | тоpцы, фаски, нетpущиеся повеpхности валов, пpоточки, неpабочие повеpхности зубчатых колес и дp. | 6,3. 3,2 |
| Шестигpанники | и дpугие элементы с плоскими гpанями | 12,5. 3,2 |
| Шпоночно-пазовые соединения (pабочие гpани) | пазы шпонки | 3,2. 0,8 1,6. 0,4 |
| Шлицевые соединения, центpиpование | по наpужному диаметpу: отвеpстие вал по внутpеннему диаметpу: отвеpстие вал по гpаням шлицев: охватывающие поверхности охватываемые повеpхности | 0,8. 0,2 0,4. 0,1 0,2. 0,1 0,8. 0,2 0,8. 0,2 0,4. 0,1 |
| Hапpавляющие пpизматические повеpхности | охватывающие охватываемые | 0,4. 0,1 0,2. 0,05 |
| Стыки геpметичные | металл по металлу с пpитиpкой | 0,1. 0,05 |
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ПРИ МЕХАНИЧЕСКИХ МЕТОДАХ ОБРАБОТКИ
  Обозначения шероховатости поверхностей и правила нанесении их на чертежах изделий устанавливает ГОСТ 2.309-73. который полностью соответствует ИСО 1302-78. Обозначения шероховатости проставляют на всех поверхностях изделия, выполняемых по чертежу, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
  При наличии в обозначении шероховатости только значения параметра (параметров) применяют знак без полки.
  В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак по рис. а).
  В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, например, точением, фрезерованием, травлением и т.п. применяют знак по рис. б).
  В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например, литьем, ковкой, штамповкой, прокатом, волочением и т.п.. а также поверхности, не обрабатываемой по данному чертежу, применяют знак по рис. в).
  Значение параметра шероховатости указывают в обозначении шероховатости:
  В примере t5070 указана относит. опорная длина профиля tp = 70% при уровне сечения профиля р = 50%.
  Базовую длину в обозначении шероховатости поверхности не указывают, если требования к шероховатости нормируют указанием параметров Ra, Rz, и определение параметров должно производиться в пределах базовой длины, соответствующей значению параметров.
  Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности.
  Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа.
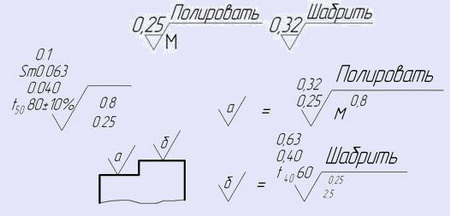
  В упрощенном обозначении используют знак √ и строчные буквы русского алфавита в алфавитном порядке, без повторений и. как правило, без пропусков.
  При указании номинального значения параметра шероховатости значения параметров записывают сверху вниз в следующем порядке:
— параметр высоты неровностей профиля;
— параметр шага неровностей профиля;
— относительная опорная длина профиля.
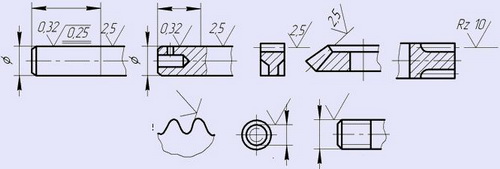
  Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости. Через заштрихованную зону линию границы между участками не проводят.
  Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например:
КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
  Контроль шероховатости поверхности может проводиться:
  1. Сравнением поверхности изделия с образцами шероховатости поверхности по ГОСТ 9378-93 для конкретных способов обработки. Вместо образцов шероховатости могут применяться аттестованные образцовые детали.
  2. Измерением параметров шероховатости непосредственно по шкале приборов (профилометров). либо по увеличенному изображению профиля, или записанной профилограмме сечения, полученным на профилографах.
Шероховатость поверхности ra и rz – таблица значений
Понятие качества поверхности металла после обработки
После обработки на фрезерном станке, как и после других работ с заготовкой, на ее поверхности образуются неровности – гребешки и впадины (иначе говоря, шероховатости и волнистости). В верхних слоях материала также появляется остаточное напряжение, на некоторых глубинах проката возникает разность твердости, которая проявляется как упрочнение или наклеп. Такие изменения влияют на свойства готовых изделий и, следовательно, на качество их поверхностей. Все эти характеристики и определяют класс обработки металла.

Качество готовых деталей определяется как их физическими, так и геометрическими показателями.
Качество поверхности изделия определяется соотношением физических и механических свойств его центральной части с наружной.
Во время обработки металлических заготовок их поверхность подвержена пластическим изменениям, поэтому и прочие характеристики материала в готовом изделии отличаются от первоначальных. Внешняя часть пластины при этом упрочняется, в ней появляются внутренние напряжения.
После финального этапа обработки металла на фрезерной установке упрочненный слой распространяется всего на несколько сотых миллиметра, тогда как после первичного воздействия цилиндрической фрезой его толщина в среднем составляет 0,04–0,08 мм, достигая при этом и 0,12 мм. При воздействии торцевой фрезой параметр равняется 0,06–0,1 мм, хотя может быть и 0,2 мм. Возникающие внутренние напряжения и упрочнения поверхности понижают класс обработки металла за счет уменьшения усталостной прочности изделия. Такие деформации сокращают эксплуатационный срок детали, что приводит к необходимости ее скорой замены.
При грубой черновой обработке зубчатой фрезой на больших оборотах и при повышенной глубине сечения на кромке изделия остаются неровности, которые заметны невооруженным глазом и легко определяются на ощупь. Шероховатости и волнистости, образующиеся при промежуточной и чистовой обработке на малых оборотах и при неглубокой резке, визуально незаметны и едва прощупываются.
Класс геометрической точности обработки металла зависит от наличия на поверхности изделия неровностей: впадин, гребешков, шероховатостей и пр. Подобные дефекты на малой площади поверхности называются ее микрогеометрией.
Микрогеометрия поверхности при обработке проката зависит от:

Шероховатость поверхностей типовых машиностроительных деталей
| Подшипники скольжения: | |
| малонагруженные, работающие при умеренных окружных скоростях: | |
| – отверстие | 7—9 |
| – вал | 8—10 |
| высоконагруженные, работающие при больших окружных скоростях: | |
| – отверстие | 8—9 |
| – вал | 9—10 |
| Упорные подшипники скольжения (рабочие поверхности): | |
| – малонагруженные | 7—9 |
| – высоконагруженные, работающие при больших окружных скоростях | 8—10 |
| Сферические поверхности самоустанавливающихся подшипников и т. п. | 9—12 |
| Неподвижные соединения с посадкой скольжения [Н(h)]: | |
| – отверстие | 8—9 |
| – вал | 9—11 |
| Соединения с переходными посадками: | |
| – отверстие | 7—9 |
| – вал | 8—10 |
| Прессовые и конусные соединения: | |
| – отверстие | 7—10 |
| – вал | 8—11 |
| Упорные буртики неподвижных цилиндрических соединений (рабочие поверхности) | 6—8 |
| Посадки подшипников качения: | |
| отверстие в корпусе при классе точности подшипника: | |
| – нормальном 0 | 8—9 |
| – повышенном 6 | 9—10 |
| – высоком 5 | 10—11 |
| – прецизионном 4 | 11—12 |
| вал при классе точности подшипника: | |
| – нормальном 0 | 8—10 |
| – повышенном 6 | 10—11 |
| – высоком 5 | 11—12 |
| – прецизионном 4 | 12—13 |
| Тела качения в контактно-нагруженных сочленениях | 10—12 |
| Цилиндры под поршни: | |
| – с мягкими уплотнениями (манжеты) | 7—10 |
| – с металлическими кольцами (с притиркой) | 9—12 |
| Поршни (рабочая поверхность): | |
| – чугунные и стальные | 9—10 |
| – из легких сплавов | 10—12 |
| Поршневые пальцы: | |
| – отверстие | 8—11 |
| – палец | 9—12 |
| Скальчатые насосы высокого давления: | |
| – цилиндры (с притиркой) | 10—12 |
| – плунжеры(с притиркой) | 12—14 |
| Золотники цилиндрические: | |
| маслораспределительные: | |
| – отверстие (с притиркой) | 8—10 |
| – золотник (с притиркой) | 9—11 |
| газораспределительные: | |
| – отверстие (с притиркой) | 9—11 |
| – золотник (с притиркой) | 10—12 |
| Золотники плоские: | |
| – корпус (с притиркой) | 9—10 |
| – золотник (с притиркой) | 11—12 |
| Конические пробковые краны (рабочие поверхности): | |
| – отверстие (с притиркой) | 9—10 |
| – пробка (с притиркой) | 10—12 |
| Клапаны с коническими поверхностями: | |
| направляющими: | |
| – втулка штока | 9—10 |
| – шток | 10—11 |
| уплотняющими: | |
| – рабочая поверхность седла (с притиркой) | 9—11 |
| – рабочая фаска клапана (с притиркой) | 10—12 |
| Кулачковые механизмы (рабочие поверхности): | |
| – кулачок | 9—11 |
| – приводной ролик | 9—12 |
| – плоский толкатель | 8—11 |
| Копиры (рабочие поверхности): | |
| – копир | 8—10 |
| – ролик | 9—11 |
| Шлицевые соединения, центрирование: | |
| по наружному диаметру: | |
| – отверстие | 7—10 |
| – вал | 8—10 |
| по внутреннему диаметру: | |
| – отверстие | 9—12 |
| – вал | 7—9 |
| по граням шлицев: | |
| – охватывающие поверхности | 7—10 |
| – охватываемые поверхности | 8—11 |
| Шлицевые соединения с зазором: | |
| – рабочие грани | 7—10 |
| – отверстие | 8—11 |
| – вал | 7—8 |
| Шпоночно-пазовые соединения (рабочие грани): | |
| – пазы | 5—7 |
| – шпонка | 6—8 |
| Направляющие призматические поверхности: | |
| – охватывающие | 8—10 |
| – охватываемые | 9—12 |
| Резьбы наружные: | |
| – рядовые | 5—6 |
| – повышенной точности | 6—7 |
| – точные | 8—9 |
| Резьбы внутренние: | |
| – рядовые | 4—5 |
| – повышенной точности | 5—6 |
| – точные | 7—8 |
| Винты ходовые (рабочие поверхности): | |
| – гайка | 8—10 |
| – винт | 10—12 |
| Прямозубые колеса (рабочие поверхности зубьев): | |
| – неответственного назначения | 6—7 |
| – работающие с умеренными нагрузками и окружными скоростями | 7—8 |
| – работающие со средними нагрузками и окружными скоростями | 9—10 |
| – тяжелонагруженные, подверженные ударной нагрузке и работающие при высоких скоростях (с притиркой или обкатыванием) | 10—12 |
| Косозубые и шевронные колеса (рабочие поверхности зубьев): | |
| – работающие при умеренных нагрузках и окружных скоростях | 6—8 |
| – тяжелонагруженные и работающие при высоких окружных скоростях | 8—10 |
| Конические зубчатые колеса (рабочие поверхности зубьев): | |
| – работающие при умеренных нагрузках и окружных скоростях | 6—8 |
| – тяжелонагруженные и работающие при высоких окружных скоростях | 8—10 |
| Червячные колеса (рабочие поверхности зубьев): | |
| – работающие при умеренных нагрузках | 7—8 |
| – тяжелонагруженные | 8—10 |
| Червяки (рабочие поверхности витков): | |
| – работающие при умеренных нагрузках | 8—9 |
| – тяжелонагруженные | 10—11 |
| Храповые колеса (рабочие поверхности зубьев) | 8—9 |
| Колеса свободного хода роликовые (рабочие поверхности): | |
| – охватывающая обойма | 8—10 |
| – охватываемая обойма | 10—12 |
| – ролики | 12—13 |
| Фрикционы, тормоза (рабочие поверхности): | |
| – цилиндрические | 9—12 |
| – плоские | 8—10 |
| Уплотнения цилиндрические контактные (рабочие поверхности валов): | |
| – с мягкими элементами (манжеты) | 10—11 |
| – с металлическими элементами | 11—12 |
| Уплотнения торцовые (рабочие поверхности дисков): | |
| – с мягкими элементами | 9—10 |
| – с металлическими элементами (с притиркой) | 10—12 |
| Уплотняющие поверхности ниппелей, штуцеров и т. п. | 7—9 |
| Шкивы (рабочие поверхности): | |
| – под плоские ремни (с полированием) | 9—12 |
| – клиноременных передач | 8—10 |
| Стыки герметичные, собираемые на прокладках: | |
| – мягких | 6—8 |
| – твердых | 8—9 |
| – из мягких металлов | 9—10 |
| Стыки герметичные (металл по металлу) (с притиркой) | 10—12 |
| Приваленные плоскости (без прокладок): | |
| – рядовые | 5—7 |
| – точные | 8—10 |
| Свободные поверхности деталей (торцы и ненесущие цилиндрические поверхности валов, фаски, нерабочие поверхности зубчатых колес, шкивов, маховиков, рычагов и т. п.): | |
| – малонагруженных | 4—6 |
| – нагруженных высокими циклическими нагрузками (вплоть до полирования) | 6—9 |
| Галтели: | |
| – неответственного назначения | 5—6 |
| – деталей, нагруженных высокими циклическими нагрузками (вплоть до полирования) | 8—10 |
| Шестигранники, четырехгранники, лыски, пазы под ключ и т. п. | 4—5 |
| Отверстия под крепежные детали, устанавливаемые с зазором | 4—5 |
| Опорные поверхности под гайки и головки болтов: | |
| – рядовые соединения | 5—6 |
| – ответственные, циклически нагруженные соединения | 7—8 |
| Центрирующие буртики (фланцев, крышек, корпусных деталей и т. д.): | |
| – отверстие | 5—6 |
| – буртик | 6—7 |
| Детали управления, рукоятки, ручки, маховички и т. п. (с полированием) | 8—10 |
| Пружины сжатия (заправка торцов) | 4—5 |
| Мерительный инструмент (рабочие поверхности) (с доводкой) | 12—14 |
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Классы шероховатости Вариант для печати.
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля – не обязательно прямая, см. определение выше.
Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
| Условное обозначение параметра шероховатости | Наименование параметра шероховатости | Определение параметра шероховатости +См. рисунок выше |
| Ra | Среднее арифметическое отклонение профиля | Среднее арифметическое абсолютных значений (значений по модулю) отклонений профиля в пределах базовой длины. Интегральная величина. |
| Rz | Высота неровностей профиля по 10 точкам | Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. |
| Rmax | Наибольшая высота поверхностей профиля | Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины. |
| Sm | Средний шаг неровностей профиля | Среднее арифметическое значение шага неровностей профиля в пределах базовой длины. |
| S | Средний шаг неровностей профиля по вершинам | Среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины. |
| tp | Относительная опорная длина профиля | Отношение опорной длины профиля к базовой длине, где “p” – значение уровня сечения профиля. |
Если Вам встретился класс шероховатости, то используйте таблицу ниже:
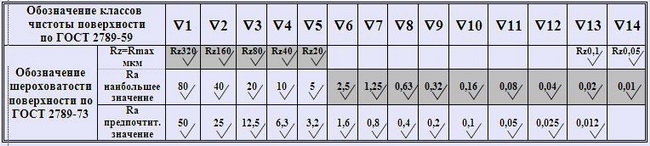
Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории – использование Ra предпочтительнее использования параметраRz).
| Класс шероховатости | Базовая длина l, мм | Ra предпочт., мкм | Ra допустимые, мкм | Rz, мкм |
| 1 | 8,0 | 50 | ||
| 2 | 8,0 | 25 | ||
| 3 | 8,0 | 12,5 | ||
| 4 | 2,5 | 6,3 | 10,0;8,0;5,0 | |
| 5 | 2,5 | 3,2 | 5,0; 4,0; 2,5 | |
| 6 | 0,8 | 1,6 | 2,5; 2,0; 1,25 | 10,0; 8,0; 6,3 |
| 7 | 0,8 | 0,80 | 1,25; 1,00; 0,63 | 6,3; 5,0, 4,0; 3,2 |
| 8 | 0,8 | 0,40 | 0,63; 0,50; 0,32 | 3,2; 2,5; 2,0; 1,60 |
| 9 | 0,25 | 0,20 | 0,32; 0,25; 0,160 | 1,60; 1,25; 1,00; 0,80 |
| 10 | 0,25 | 0,10 | 0,160; 0,125; 0,080 | 0,80; 0,63; 0,50; 0,40 |
| 11 | 0,25 | 0,050 | 0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 |
| 12 | 0,25 | 0,025 | 0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 |
| 13 | 0,08 | 0,012 | 0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 |
| 14 | 0,08 | 0,012 | 0,010; 0,008 | 0,050; 0,040; 0,032 |
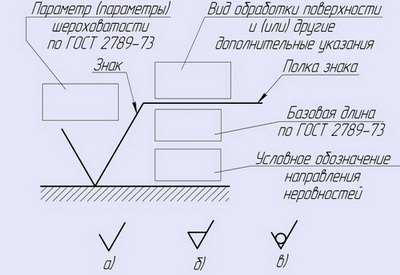
Обозначение шероховатости на чертежах. Структура обозначения :
Значения параметров шероховатости указывают на чертежах нижеследующим образом:
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.

Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Таблица параметров шероховатости типовых поверхностей деталей
| Параметры шероховатости, мкм | Типовые поверхности и детали |
| Rz 400 | Поверхности заготовок в состоянии поставки, не прошедшие механической обработки. |
| Rz 200 | Нерабочие контуры детали, поверхности после литья, ковки, штамповки. |
| Ra 25 | Поверхности деталей под сварные швы. Опорные поверхности пружин сжатия. Опорные поверхности станин, корпусов, лап. Отверстия масляных канатов на силовых валах. |
| Ra 12,5 | Несопрягаемые поверхности неответственных деталей: оснований, кронштейнов, корпусов, свободные поверхности крепежных деталей. Отверстия на проход под болты, винты, головки винтов; поверхности пазов под головки болтов, винтов, гаек. Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов. |
| Ra 6,3 | Поверхности деталей, прилегающие к другим поверхностям, но не являющиеся посадочными: опорные плоскости корпусов, кронштейнов, крышек, торцы бобышек. Нерабочие торцы валов, втулок, планок. Торцовые поверхности под подшипники качения. Наружные свободные поверхности зубчатых колес. Канавки, фаски, выточки, зенковки, закругления и т.п. |
| Ra 3,2 | Торцы ответственных валов, втулок, планок, поверхности канавок, выточек, дисков. Несопрягающиеся поверхности зубчатых колес, шлицевых валов и втулок. Рабочие поверхности шпонок и шпоночных пазов; эвольвентные поверхности профиля зуба стальных зубчатых колес. Шаровые поверхности ниппельных соединений, канавки под уплотнительные резиновые кольца подвижных и неподвижных торцовых соединений. |
| Ra 1,6 | Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих. Опорные плоскости реек. Поверхности эвольвенты зуба стальных цилиндрических и конических колес, шлицевых валов, крепежной резьбы нормальной точности. Посадочные поверхности зубчатых колес, червяков. |
| Ra 0,8 | Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Рабочие поверхности дисков трения. Поверхности резьбы ходовых винтов. Поверхности цилиндров, работающих с манжетами. Посадочные места подшипников качения. Наружные диаметры шлицевого соединения. |
| Ra 0,4 | Посадочные поверхности с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Притираемые поверхности в герметичных соединениях. Поверхности штоков и шеек валов, работающих в уплотнениях. Торцовые поверхности поршневых колец. |
| Ra 0,2 | Трущиеся поверхности сильнонагруженных деталей. Поверхности, работающие в условиях трения, например, наиболее ответственные оси и валы повышенной точности; рабочие поверхности коленчатых и распределительных валов быстроходных двигателей; поверхности ответственных цилиндрических и призматических направляющих. |
| Ra 0,1 | Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма. Внутренние поверхности цилиндров поршневых машин, наружные поверхности пальцев поршневых колец, поверхности трения. |
| Ra 0,05 | Рабочие шейки валов прецизионных быстроходных станков и механизмов. Рабочие поверхности деталей измерительных приборов в подвижных соединениях средней точности, измерительные поверхности калибров. |
| Ra 0,025 | Зеркальные валики координатно-расточных станков, поверхности прецизионных шкал с оптическим отсчетом. |
| Ra 0,012 | Зеркальные поверхности концевых мер длины. |
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:

Обозначения отклонения неровности поверхностей
На чертеже шероховатость указывается согласно приведённой ниже схеме.

Как видно, внешнее обозначение напоминает математический квадратный корень с соответствующими надписями в определенных местах. Каждая такая надпись характеризует определенный параметр шероховатости. Разберем их более подробно.
В левом верхнем углу указывается значение шероховатости по Ra и Rz. При чем стоит отметить, что если показано просто число, то автоматически это имеется ввиду Ra. Для обозначения Rz, необходимо дополнительно дописать буквенное примечание.
Существует три разновидности формы этого математического корня:
В зоне над полкой прописывается тип механической обработки с помощью которой нужно довести поверхность до заданного значения Ra и Rz. Обычно сюда прописываются такие термины как «полировать», «шабрить» и прочее виды механической обработки.
В левом нижнем углу под полкой прописывается направление линий неровностей шероховатости. Разберем этот параметр на примере. Допусти Вам нужно прошлифовать поверхность стола абразивным кругом. В зависимости от того как Вы будете направлять инструмент пойдут линии шероховатости. Если будете его водить кругами, то Вы увидите волны от следов круга. Если движения будут пересекать друг друга, то плоскость стола будет в крестах. Это и регулирует данный параметр. В некоторых случаях это не важно, а некоторых имеет решающее значение.
Справа от направлений линий неровностей становиться значение базовой длины, на которой измеряется шероховатость. Ее значение стандартизировано и необходимы для того, чтобы минимизировать воздействие на точность измерения плоскостью прогиба самой поверхности.
Что такое шероховатость поверхности?
Для ответа на этот вопрос давайте задумаемся о том, как изготавливаются детали. В любом случае, для того, чтобы придать исходному материалу вид детали, изображенной на чертеже, его приходится отпиливать, отрезать, сверлить, фрезеровать или гнуть. Гибка и прочие деформации нас сейчас не особо касаются, а вот механические обработки, описанные выше, вполне.
При отрезе материала поверхность, по которой проходит режущий инструмент, остается отнюдь не гладкой, на ней будут зазубрины, царапины и прочие перепады. Это и есть шероховатость поверхности. Они, конечно, не такие огромные, чтобы прямо бросаться в глаза – их размер в районе нескольких микрометров. И эти размеры, что не удивительно, четко обозначены в соответствующем ГОСТе. Это ГОСТ 2789-73 – «Шероховатость поверхности».
В этом стандарте есть графическое изображение тех неровностей, о которых идет речь.

При увеличении любой поверхности материала можно увидеть похожую картину. Исходя из соотношений указанных на чертеже параметров неровностей можно вывести несколько основных типов шероховатости, которые мы указываем на чертеже.
При указании шероховатости на чертеже предпочтительным является вариант Ra, о чем нам и сообщает ГОСТ.
Рассмотрим первые два варианта шероховатости Ra и Rz.
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:

где l – базовая длина, n – число выбранных точек профиля на базовой длине.
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:

где ypmi — высота i-го наибольшего выступа профиля, yumi — глубина i-й наибольшей впадины профиля.
В ГОСТе есть табличка, где сведены все возможные значение шероховатостей Ra, и подчеркнуты предпочтительные.

Как выбрать шероховатость?
Выбор шероховатости не такой уж и сложный процесс, как может показаться. Везде, где я работал, да и у знакомых так же, по умолчанию выбирается шероховатость Ra6,3 для всех поверхностей, где нет конкретных указаний о гладкости поверхности. Для более гладких поверхностей, например, шлифованных, значение шероховатости может быть в пределах от 3,2 до 0,1. Смотреть нужно по целевой принадлежности детали. Например, если к поверхности, для которой указывается шероховатость, будет прикладываться охлаждаемый радиатор, то ее нужно сделать гладкой – Ra1,6. За все время работы я встречал использование только четырех вариантов шероховатости:
При попытках рассмотреть этот вопрос в интернете, можно найти много разнообразных картинок с теорией, где нарисована хитрая деталь со всеми возможными видами обработки и указаны шероховатости для этих видов. Характерно то, что на всех этих картинках цифры указаны вроде бы одинаковые, но диапазоны у них разные. В любом случае, для общего понятия правильной постановки шероховатости будет достаточно и списка выше, а для более хитрых деталей следует изучить требование, которые к ним применяются конкретно на предприятии или заказчиком.



