Полезная таблица — диаметр резьбы и шаг

Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
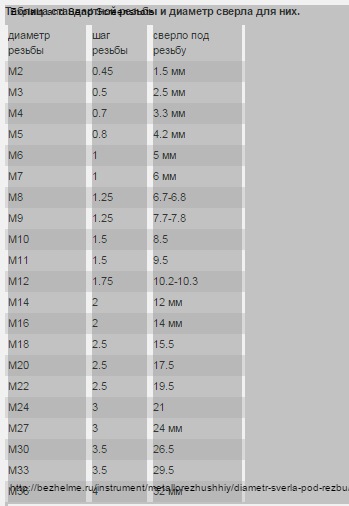
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.
Сверла под резьбу: таблицы для нарезания и метчиков, размеры и диаметры по ГОСТ

Выполнить такую операцию, как создание посадочных мест, достаточно просто. Подбор подходящего инструмента тоже не составит труда, если перед глазами будет таблица диаметра сверла под резьбу метчика и вы будете знать, какое отверстие сверлить. Вот только на какие ее данные смотреть? Ниже мы расскажем, на что обращать внимание, что за параметры должны быть ориентирами.
Размеры
Действующий сегодня государственный стандарт был введен в уже далеком 1973 году, еще в Советском Союзе. Понятно, что за прошедший период он неоднократно пересматривался, но каждый раз после проверок его положения не только не менялись, но и заново утверждались, так как признавались наиболее рациональным и до сих пор актуальными.
Номер нормативного акта – ГОСТ 19257-73, – и он обладает следующими особенностями:
представляет собой целый комплект различных документов;
задает условия для четкого соблюдения геометрических показателей, что позволит обеспечить прочность, износостойкость, качество крепежа;
регламентирует обработку сразу нескольких сплавов – стали, чугуна, меди и алюминия.
Размеры отверстий, используемые инструменты, процесс нанесения
Для создания спирали сначала требуется просверлить посадочное место с двойным радиусом на 1—2 мм уже необходимого сечения. Это нужно, чтобы впоследствии сделать витки и соблюсти их величину.
Далее следует выбрать диаметр сверла для нарезки резьбы из таблицы (приведем ее ниже, она указывает параметры как внутреннего, так и наружного рисунка), зафиксировать прибор в патроне дрели и немного поработать. Да, вероятно, придется применить еще и некоторые дополнительные приспособления – им мы тоже уделим должное внимание чуть позже.
Основные параметры
Определяясь, следует учитывать такие важные практические характеристики:
Измерительная система, используемая для расчетов, – все российские заводы, изготавливающие крепеж, ориентируются на миллиметры, тогда как на Западе в ходу дюймы (по умолчанию).
Количество нитей для захода – 1, 2, 3 – оно определяет максимальную интенсивность и прочность закручивания; две – наиболее распространенный вариант.
Геометрия профиля – он будет круглым, квадратным, треугольным или трапециевидным.
Характер развития витков – правый или левый.
Расположение внутри относительно заготовки – внутри (гайки – лучший пример) или снаружи (шурупы) – это влияет напрямую, какие выбрать сверла под резьбу.
Форма создаваемой поверхности – с расширением к шляпке, в виде конуса, как у самореза, или одинаковая по всей детали, как у винта.
Назначение готового крепежного элемента – условия его дальнейшего использования обязательно принимаются во внимание.
Чтобы эти параметры было проще учитывать, ввели ряд условных обозначений, проставляемых в схемах и на чертежах:
М – метрическая СИ, согласно ГОСТ 9150-2002.
BSW, NPT, UTS – дюймовая.
МК – коническая нарезка, в соответствии со стандартом 6211-81.
MJ – в форме цилиндра, ее определяет уже ГОСТ 6351-81.
Tr – трапециевидная, по нормативному акту 9484-81.
Кр – округлая, находит применение главным образом в сантехнике.
S – упорная, обусловлена ГОСТ 10177-82.
E – с эдисоновским профилем.
Данные маркеры также являются составной частью номенклатуры целого ряда выпускаемых крепежных элементов.
Полезная таблица свёрл и метчиков: диаметр отверстий (отв) для нарезания и шаг резьбы
Сначала нелишним будет привести немного важной информации. Один и тот же виток можно обозначать по-разному, но не составляет труда рассчитать его – нужна лишь обычная линейка и терпение. Необходимо измерить расстояние между соседними боковинами профиля – ближайшие стороны и дадут нам заветную величину Р.
Для большей точности есть альтернативный способ:
отсчитайте 10 ниток;
проверьте, сколько миллиметров на отрезке от первой до десятой;
разделите данную цифру на 10.
Ph, то есть ход, рассчитывается похожим образом, только вычисления следует проводить по оборотам одной нити. Если взять в качестве примера двухзаходной болт, стоит ориентироваться по верхним точкам – учитывается каждая вторая.
Как правило, Ph в 2—3 раза превышает P, но также он может быть нестандартным. Хотя лучше, чтобы он все-таки соответствовал стандарту, ведь тогда крепежный элемент универсальный, и его не проблема поменять в случае поломки. Ведь искать какие-то индивидуальные винты, саморезы, чтобы точно подходили уже использованным, зачастую проблематично.
А вот и таблица с размерами, что поможет проследить зависимость от диаметра отверстия для нарезания под метрическую резьбу по ГОСТу.
| Обозначение | Сечение, мм | Шаг с дополнительным значением для мелкой насечки в миллиметрах |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Используемые приспособления
Наносить витки можно как вручную, так и на предназначенном для этого станке. Второй способ, конечно, точнее и не такой трудозатратный, но и для его реализации оператор должен:
зафиксировать заготовку в тисках;
установить необходимые настройки на пульте управления;
получить и проверить обработанную деталь.
Это универсальный порядок действий для изделий из всех подходящих материалов, в том числе и пластика или дерева. Но так как мы рассматриваем сверла для резьбы по металлу (диаметры, таблицы их соответствия и все в этом духе), то предлагаем сосредоточиться на способах, актуальных для стального, чугунного, медного, алюминиевого крепежа. Благо винты, шурупы, гайки сегодня используются в огромных количествах. Предметы более сложных форм или массивных габаритов тоже есть, и для них подходят те же правила, просто мощность и производительность оборудования должны быть посерьезнее.
Есть и еще более технологичный метод, но для его реализации необходимы плашки – круглые основания с асимметрично расположенными лезвиями. Внутри одной из них и нужно зафиксировать заготовку, после чего вращать ее, для чего на ее торцах предусмотрены специальные отверстия, в которые вставляется любой подручный рычаг, например, отвертка. Конечно, у таких приспособлений тоже есть своя маркировка.
И если мы осуществляем действительно грамотный подбор сверл под резьбу, таблица размеров плашек (смотря какое сечение прутка) нам тоже пригодится – приведена ниже:
Диаметр сверла под резьбу (таблица)

Цветом выделен основной шаг резьбы
| Метрическая резьба, М | |||
| Метчик | Сверло | Метчик | Сверло |
| М1.4х0.3 | 1.1 | М14х1.25 | 12.8 |
| М1.6х0.35 | 1.25 | М14х1 | 13 |
| М2х0.4 | 1.6 | М16х2 | 14 |
| М2.5х0.45 | 2.05 | М16х1.5 | 14.5 |
| М3х0.5 | 2.5 | М16х1.25 | 14.8 |
| М3.5х0.6 | 2.9 | М16х1 | 15 |
| М4х0.7 | 3.3 | М18х2.5 | 15.5 |
| М4х0.5 | 3.5 | М18х2 | 16 |
| М5х0.8 | 4.2 | М18х1.5 | 16.5 |
| М5х0.5 | 4.5 | М18х1 | 17 |
| М6х1 | 5 | М20х2.5 | 17.5 |
| М6х0.5 | 5.5 | М20х2 | 18 |
| М7х1 | 6 | М20х1.5 | 18.5 |
| М7х0.5 | 6.5 | М22х2.5 | 19.5 |
| М8х1.25 | 6.8 | М22х2 | 20 |
| М8х1 | 7 | М22х1.5 | 20.5 |
| М8х0.75 | 7.2 | М24х3 | 21 |
| М8х0.5 | 7.5 | М24х2 | 22 |
| М9х1.25 | 7.8 | М24х1.5 | 22.5 |
| М9х1 | 8 | М27х3 | 24 |
| М10х1.5 | 8.5 | М27х2 | 25 |
| М10х1.25 | 8.8 | М27х1.5 | 25.5 |
| М10х1 | 9 | М30х3.5 | 26.5 |
| М11х1.5 | 9.5 | М30х3 | 27 |
| М11х1.25 | 9.8 | М30х2 | 28 |
| М11х1 | 10 | М30х1.5 | 28.5 |
| М12х1.75 | 10.2 | М33х3.5 | 29.5 |
| М12х1.5 | 10.5 | М33х3 | 30 |
| М12х1.25 | 10.8 | М33х2 | 31 |
| М12х1 | 11 | М33х1.5 | 31.5 |
| М14х2 | 12 | М36х4 | 32 |
| М14х1.5 | 12.5 | М42х4.5 | 37.5 |
| Трубная резьба, G | |||
| Метчик | Сверло | Метчик | Сверло |
| G 1/8 | 8.8 | G 1 1/4 | 39.5 |
| G 1/4 | 11.8 | G 1 3/8 | 42 |
| G 3/8 | 15.25 | G 1 1/2 | 45.5 |
| G 1/2 | 19 | G 2 | 57.5 |
| G 5/8 | 21 | G 2 1/4 | 63.5 |
| G 3/4 | 24.5 | G 2 1/2 | 72.5 |
| G 7/8 | 28.25 | G 2 3/4 | 78.5 |
| G 1 | 30.75 | G 3 | 85.5 |
| G 1 1/8 | 35.5 | ||
| Дюймовая резьба UNC | |||
| 1/4х20 | 5.1 | 7/8х9 | 19.5 |
| 5/16х18 | 6.5 | 1х8 | 22.25 |
| 3/8х16 | 8 | 1 1/8х7 | 25 |
| 7/16х14 | 9.4 | 1 1/4х7 | 28.25 |
| 1/2х13 | 10.8 | 1 3/8х6 | 30.75 |
| 9/16х12 | 12.2 | 1 1/2х6 | 34 |
| 5/8х11 | 13.6 | 1 3/4х5 | 39.5 |
| 3/4х10 | 16.5 | 2х4 | 45 |
| Дюймовая мелкая резьба UNF | |||
| 1/4х28 | 5.5 | 3/4х16 | 17.5 |
| 5/16х24 | 6.9 | 7/8х14 | 20.5 |
| 3/8х24 | 8.5 | 1х12 | 23.25 |
| 7/16х20 | 9.9 | 1 1/8х12 | 26.5 |
| 1/2х20 | 11.5 | 1 1/4х12 | 29.75 |
| 9/16х18 | 12.9 | 1 3/8х12 | 33 |
| 5/8х18 | 14.5 | 1 1/2х12 | 36 |
| Трапецеидальная резьба Tr | |||
| Tr 8х1.5 | 6.6 | Tr 14х3 | 11.25 |
| Tr 10х1.5 | 8.6 | Tr 14х4 | 10.25 |
| Tr 10х2 | 8.2 | Tr 16х4 | 12.25 |
| Tr 10х3 | 7.5 | Tr 18х4 | 14.25 |
| Tr 12х2 | 10.2 | Tr 20х4 | 16.25 |
| Tr 12х3 | 9.25 | Tr 22х3 | 19.25 |
| Tr 14х2 | 12.2 | Tr 22х5 | 17.25 |
Чтобы нарезать внутреннюю резьбу метчиком, сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как определить сверло под резьбу без таблицы?
Предположим, требуется нарезать резьбу М10х1.5.
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Для каких материалов указаны значения в таблице?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
Перед тем, как приступить к работе рекомендуем ознакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Как правильно подобрать сверло под метчик?
Содержание
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем, как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
В этой статье мы приводим таблицы с диаметрами сверл под популярную резьбу для метрических, трапецеидальных, трубных и бесстружечных метчиков. Информация представлена для основного и мелкого шага. Кроме того, мы коснемся основных проблем, с которыми может быть связан подбор инструмента для высверливания черновых отверстий.
Особенности выбора сверла под метчик
При выборе сверла под метчик необходимо учитывать следующие рекомендации.
В этой статье вы найдете ссылки на ГОСТы, которые указывают, какое сверло выбрать под имеющийся метчик. В документах прописаны размеры отверстий разной точности и предельные отклонения диаметров. Здесь же приведены диаметры отверстий для нарезания резьбы в мягких и вязких материалах.
Диаметр предварительного отверстия для метрических метчиков
Предлагаем ознакомиться с ГОСТами для метрической резьбы, которая нарезается стандартными метчиками наиболее популярных размеров М3, М4, М5, М6, М8, М10 и М12 с основным шагом.
Краткая таблица для самых распространенных размеров метрической резьбы с крупным шагом:
Диаметры отверстий для нарезания резьбы метчиком
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Коментарий для Юрия Баринова:сломаный в отверстии метчик можно выжечь сварочным аппаратом взяв грифельки от батарейки нагревая несколько раз и охлаждая в воде,он сам по кусочкам высыпится проверено опытно



