Сопла для 3д принтера. Часть вторая. Диаметр
Сегодня мы поговорим о диаметре сопла. На данный момент диаметры сопел очень различны. Их диаметр начинается от 0.1 мм до 1.2 мм (есть и больше, но они более редкие) В итоге мы имеем разницу между наименьшим и наибольшим диаметром больше чем в 10 раз. Возникает вопрос — для чего? Зачем компании создают сопла разного диаметра? На эти вопросы мы сегодня постараемся ответить в данной статье.
Важнейшие факторы на которые влияет диаметр сопла это высота слоя и ширина печатаемой линии. Из этих двух важнейших в 3д печати настроек вытекает очень много побочных факторов, таких как скорость печати, прочность печатаемой модели и так далее. С одной стороны, мы не меняли скорость печати. На одной и той же модели она была условных 60 мм/с, но установив сопло диаметром вдвое больше, мы можем так же значительно сократить и время печати. Но обо всем по порядку.
Начнем с главного вопроса, почему так много размеров?
Все мы используем наши 3д принтеры для разных задач, и ни одно сопло не способно выполнять все потребности всех пользователей. Кто-то печатаем максимально мелкие и детализированные объекты, кто-то печатает модели огромных размеров, для всех этих типов существует разные диаметры сопла.
Большинство принтеров в стандартной комплектации имеет предустановленное сопло с диаметром 0.4 мм, этот диаметр считается стандартным, и подходит для большинства рядовых задач. Так же это связано с тем, что большинство принтеров имеет печатный объем 200*200*200 мм. С данным объемом печатного пространства с соплом 0.4 мм даже на максимальном разрешении печать не займет слишком много времени. Но бывают и исключения, такие как принтеры компании Picaso Designer поставляются с соплом 0.3 мм, т.к. принтер и позиционируется как инструмент для печати объектов с максимальным качеством и детализацией.
Как мы уже писали, диаметр сопла влияет на высоту слоя (layer height), как же его рассчитать? Формула проста Высота слоя = диаметр сопла/ 2
4. То есть при диаметре сопла 0.4 мм минимальная высота слоя будет составлять 0.1 мм, а максимальная 0.2 мм. При этих значениях ваши модели будут получаться максимально качественными. Есть время и хочется больше детализации ставим слой поменьше; нужно напечатать срочно, и неважен внешний вид, ставим максимальную высоту слоя, которое позволяет ваше сопло.
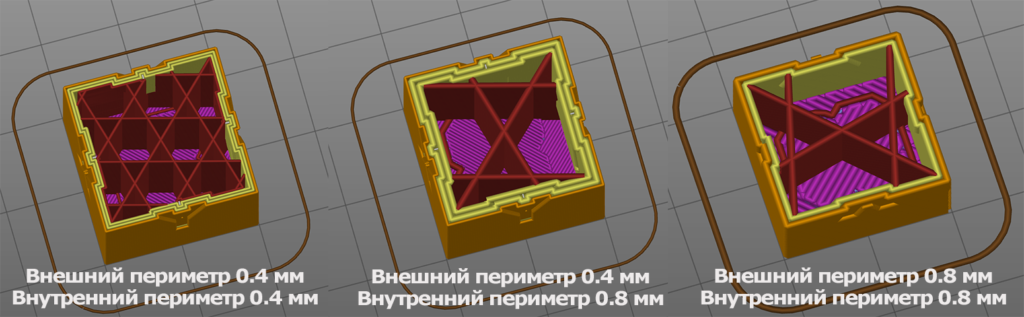
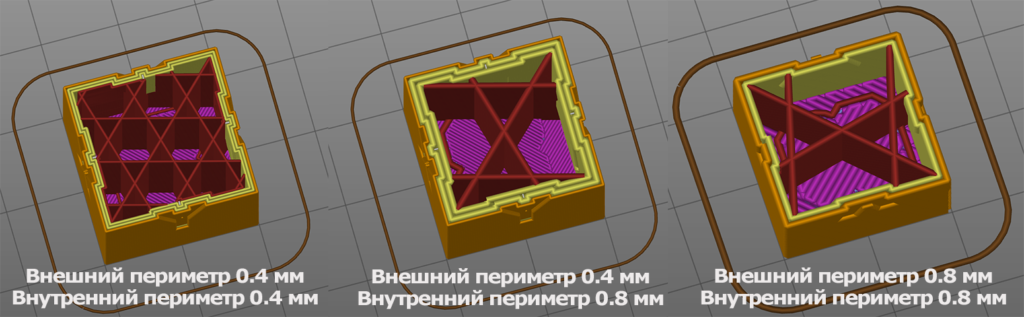
Диаметр сопла также влияет на ширину линии, это позволяет печатать детали намного быстрее, а так же сделать модель прочнее. Обычно сопло может выдавить линию шире в 2 раза чем диаметр сопла. Что это значит? Это означает что вы можете печатать детали в несколько раз быстрее не меняя при этом сопло, а так же увеличить прочность детали. Одним из интересных вариантов является увеличение ширины линии на внутреннем контуре стенки и заполнении, при сохранении стандартного значения ширины линии внешнего контура. При этом уменьшение ширины линии меньше диаметра сопла не рекомендуется. В этом случае начинается образование непропечатанных частей.
Влияние ширины линии на прочность детали протестировал CNC Kitchen на своем канале он выложил видео с тестами. Тестируемые детали выглядят так:
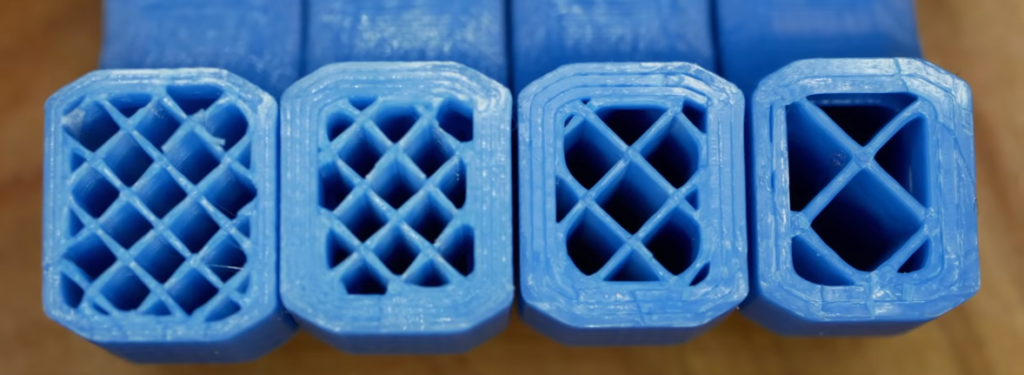
Тест проводился на крюках четырех видов. С печатью линиями 100% ширины сопла 0.4 мм (то есть ширина линии тоже 0.4 мм), 100% в 4 периметра, 3 периметра по 133%, а также 2 периметра по 200%.
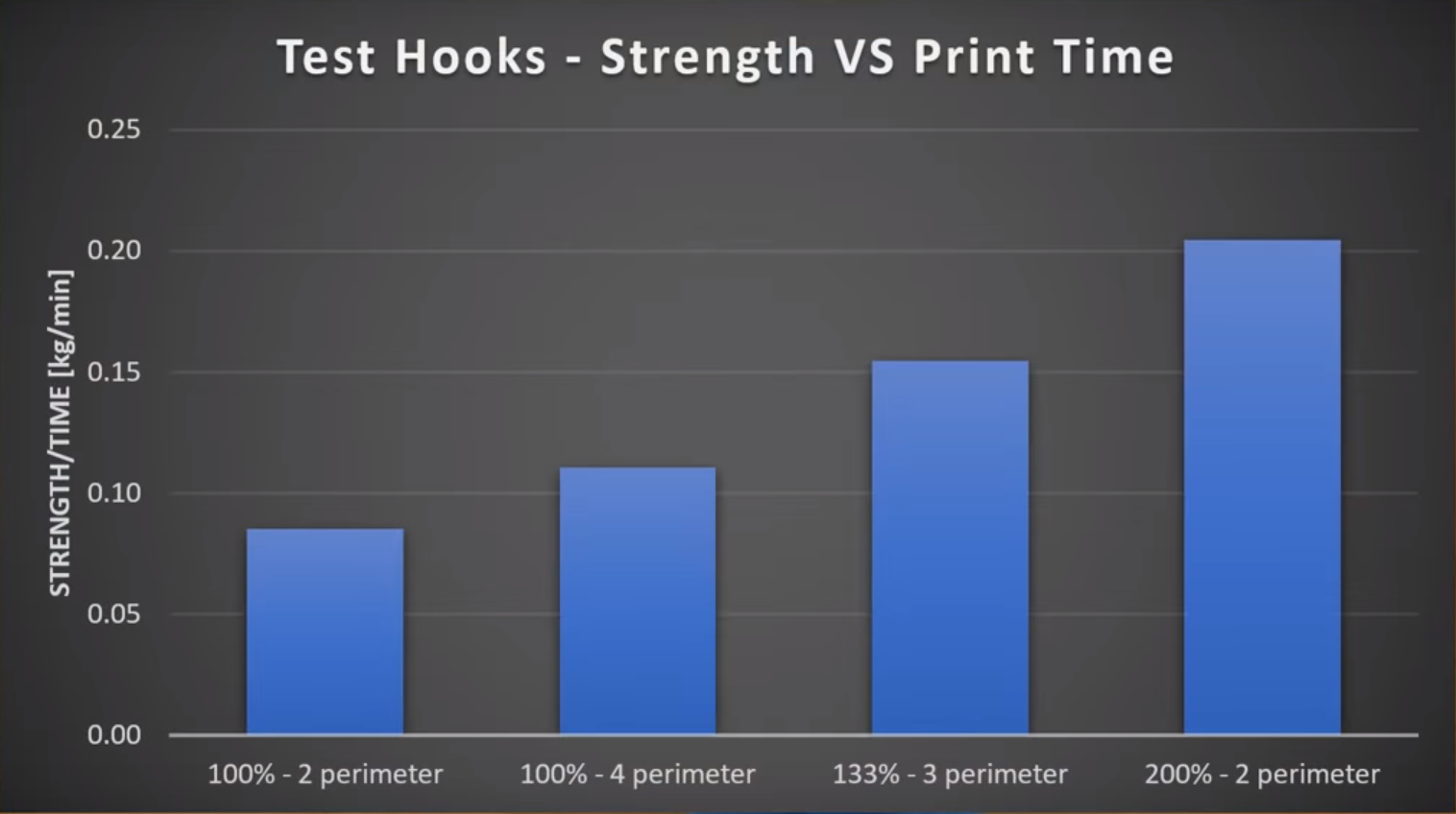
Тест показал что максимальной прочности получилось добиться именно на детали напечатанной двумя периметрами по 200% ширины линии. Увеличение ширины линии сильно увеличивает межслойную адгезию, что добавляет прочности модели. Страшно представить что будет с деталью напечатанной нейлоном с увеличенной шириной линии.
Что же будет если мы установим сопло диаметром меньше стандартных 0.4 мм. Ширину печатаемой линии можно уменьшить вплоть до 0.1 мм и высоту слоя до 0.05 мм, что является невероятным показателем для FDM принтеров. В данном случае и печать каждого кубического сантиметра будет занимать целую вечность.
Что по поводу влияния установленного сопла на систему и на печать. При уставки сопла с диаметром больше или меньше стандартного нужно оценить возможность его установки. Ведь если вы планируете установить сопло большего диаметра, то вам нужна более мощная система обдува и охлаждения экструдера. Если ваша система не готова к этому для нормальной печати вам придется снижать скорость печати, а возможно вы получите неприятные артефакты печати, такие как недоэкструзия или потеки от недостаточного охлаждения.
Уставка сопла с меньшим диаметром может увеличить нагрузку на экструдер. В данном случае лучше всего использовать редукторный экструдер. Так же сопла с диаметром меньше 0.4 мм очень часто засоряются, ими практически невозможно печатать композитными материалами, такими как Wood, Carbon.
Это все, что мы хотели рассказать о соплах с различным диаметром. У нас на сайте представлены сопла размером от 0.2 мм до 1 мм, их можно найти во вкладке Комплектующие.
И как всегда, надеемся что данная стать была полезна для вас, следующая статья будет о соплах из разных материалов.
Сопло для 3D принтера, как выбрать лучшее, материалы и типы
Выбор правильного сопла для 3D принтера, является одним из самых важных пунктов для получения ожидаемого результат. В этой статье рассмотрим какие типы сопел существуют, из каких материалов их делают и как выбрать лучшее в зависимости от типа пластика и формы модели.
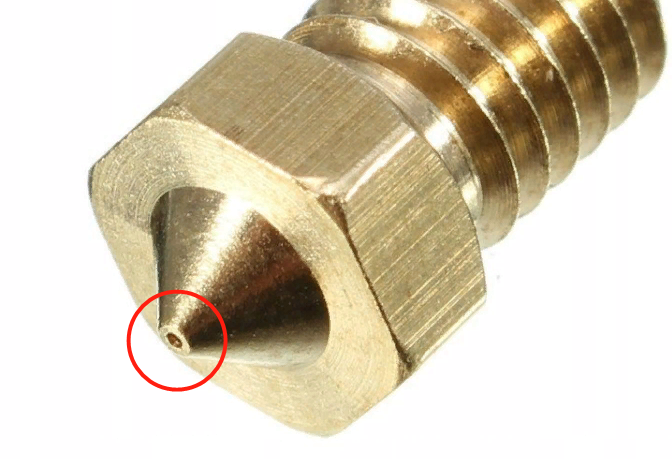
Сопло — это часть экструдера 3D-принтера, при нагревании которого выдавливается расплавленный пластик, формируя тем самым слои 3D модели. У него есть три основных характеристики: его размер, материал и внутренний диаметр.
Чем больше сопло, тем больше масса и площадь поверхности что позволяет передачи передать больше тепла, что делает этот процесс экструзии более эффективным и позволяет достичь более высоких скоростей 3D печати.
Материал из которого изготовлено сопло обеспечивает оптимальную теплопроводность и долговечность, особенного при использовании композитных пластиков армированных стекловолокном или углеволокном.
Внутренний диаметр сопла влияет на количество пластика экструдируемого в секунду, определяющее максимальную скорость 3D печати и толщину экструзии, что в свою очередь влияет на качество конечного результат, — меньшие диаметры позволяют печатать более тонкие слои и стенки.
Размер сопла для 3D принтера

Как мы упомянули выше, общий размер сопла определяет, насколько хорошо оно может нагревать нить во время экструзии. На рынке не так много сопел разных размеров, так как длина сопла зависит от типа и размера экструдера. Стандартные размеры этих соответствуют хотэндам V6 и MK8, с общей длиной от 12 до 13 мм от наконечника до конца резьбы M6x1.
Volcano
Хотэнды Volcano специально разработаны для более высоких скоростей и температур, заявлено, что они обрабатывают как минимум в три раза больше пластика, чем обычные V6. По этим причинам Volcano требуется более длинное сопло, обычно 21 мм от конца до конца, чтобы обеспечить лучшую теплопроводность.
SuperVolcano
Третий вариант размера, который редко встречается на стандартных 3D-принтерах, — это SuperVolcano. Как следует из названия, это еще более удлиненная версия сопла Volcano. Чтобы справиться с такими огромными размерами, картридж рассчитан на 80 Вт и может достигать температуры в 500 °C.
Материал сопла 3D принтера
Сопло из латуни
Латунь — самый распространенный металл, используемый для сопел 3D-принтеров. Этот медно-цинковый сплав обеспечивает отличную теплопередачу при относительно низкой стоимости. Основной минус — это высокая степень износа во время эксплуатации 3D принтера.
Композитные пластики для 3D-печати, армированные стеклянным или углеродным волокном и нити с металлическими наполнителями, в буквальном смысле нещадно относиться к латунным соплам, для сравнения 300г пластика с углеволокном будет достаточно, чтобы потребовалась его замена. Поврежденние внутреннего отверстия может сильно ухудшить качество печати и проблема в том, что этот дефект практически невозможно обнаружить. По этой причине латунные сопла лучше использовать для печати обычными пластиками, без композитов.
Максимальная температура до 300 °C
Сопло из нержавеющей стали
Нержавеющая сталь — еще один популярный материал, поскольку он обеспечивает лучшую износостойкость, чем его латунный собрат. В некоторой степени такие сопла предотвращают прилипание расплавленного пластика к его поверхностям. Более безопасно с химической точки зрения, т.к. не содержит свинец, следовательно подходят для моделей соприкасающимися с продуктами питания.
Нержавеющая сталь позволяет использовать более широкий спектр пластика, но по-прежнему не рекомендуется для интенсивного использования с композитными материалами. Менее теплопроводен по сравнению с латунью. Максимальная температура до 500 °C.
Сопло из закаленной стали
Сопла из закаленной стали отлично подходят для композитных пластиков для 3D печати и могут служить большой срок без замены. Однако этот материал имеет еще более низкую теплопроводность, чем два предыдущих материала и для достижения заданной температуры требуется больше времени.
Еще один минус — это цена таких сопел. Максимальная температура до 500 °C.
Сопло из карбида вольфрама

Эти сопла первой стала производить канадская компания DyzeDesign. Карбид вольфрама сочетает в себе твердость, стойкость к истиранию и высокую теплопроводность. Изначально проект был представлен на Kickstarter, а теперь приобрести такое сопло можно на сайте производителя. Сопло из карбида вольфрама стоит дешевле рубинового, но всё равно существенно дороже латунных и стальных. Данный продукт также отлично подойдет для 3D печати армированными пластиками.
Рубиновые или сапфировые сопла для 3D принтера с наконечником из корунда

Диаметр отверстия сопла 3D принтера

Диаметр сопла обычно составляет от 0,1 мм до 1,0 мм. Золотой серединой сегодня является сопло 0,4 мм, такой диаметр обеспечивает отличный баланс между скоростью и точностью.
Стоит отметить, что рекомендуемый диапазон высоты слоя в некоторой степени зависит от диаметра сопла. Как правило, максимальная высота слоя не должна превышать 80% диаметра сопла. Например, для сопла 0,4 мм рекомендуемая максимальная высота слоя составляет 0,32 мм.
Сопла большего диаметра будут экструдировать больше материала, что сократит время печати, но с другой стороны, сопла меньшего размера (менее 0,4 мм) могут давать детализированные отпечатки с едва заметными слоями на поверхности. С уменьшение диаметра повышается вероятность засорения.
Сопла большого диаметра ( > 0,4 мм)
Сопла для 3д принтера. Часть первая. Обзор

В прошлой статье мы рассказали как можно заменить или очистить сопло на своем 3д принтере. Теперь мы бы хотели подробнее рассказать о каждом виде сопел, о том для чего они нужны и как их использовать.
Эта статья будет разделена на три части, в них мы рассмотрим : формфакторы сопел, диаметр сопла, а так же материал из которого могут быть изготовлены сопла.
Многие начинающие пользователи 3д принтера могут возмутиться, к чему столько информации, это же просто сопло, пока не засорено — значит все хорошо, когда засорилось поменял на новое и все. Спешу вас огорчить. Сопло очень важный компонент в 3д принтере и от него зависит больше чем вы могли бы подумать.
Во всех статьях мы будем рассматривать только сопла подходящие к E3D хотэндам, так как именно сопла данного типа уже стали золотым эталоном простоты и качества, и почти 90% всех выпускаемых в Китае принтеров либо имеют конструкцию систему либо копируют ее в той или иной мере. Мы совсем не будет рассматривать различные странные или устаревшие либо совсем редкие решения. А они были и продолжают появляться, к примеру сопло-термобарьер. Да, такое бывает, и если у вас забилось или пришло в негодность сопло, будьте добры заменить весь узел. Если и экземпляры в которых нагреватель так же неразборный. Обычно это термопара обвитая на вокруг сопла и обычно залита твердой изоляцией.
Тонкости 3D-печати. Часть 2. Теория и практика.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Для начала немного вроде бы известной всем и каждому элементарной теории FDM печати 🙂
Казалось бы, что может быть проще? Есть пруток на катушке, который поступает в волшебный хотэнд, где плавится и понемногу, как зубная паста из тюбика намазывается слоями. В ходе этого процесса и растет наша распечатка. Вроде все просто, да не совсем.
В конце первой части статьи ‘Полимеры’, я уже рассматривал этот вопрос и дал общий совет: не греть пластик сверх необходимой для достижения хорошей адгезии между слоями температуры, так как усадка нагретого пластика тем сильнее, чем выше температура печати. Для каждого из пластиков, используемых в 3D печати эта температура конечно же своя и находится экспериментальным путем в том температурном диапазоне, который указан производителем прутка на упаковке.
Почему бы производителю не указать конкретную идеальную температуру?
Дело в том, что мы все используем печать для самых разных, порой, очень причудливых целей! Кому-то нужна высочайшая детализация при печати небольших объектов, а кто-то печатает конечные изделия весьма приличных размеров. Кому-то нужен лишь внешний вид прототипа, а кому-то важна механическая прочность полученной распечатки.
И очень важно понять для себя, что же ты хочешь получить, так как полный набор этих свойств получить бывает довольно проблематично. Не все печатают для себя и для своих целей, многие печатают и под заказ, и вот тут следует очень хорошо владеть и теорией и практикой печати, и даже быть в некоторой степени материаловедом, чтобы предложить заказчику тот материал, модель и способ печати, который максимально его устроит в виде готового результата.
В целом, чем меньше температура печати конкретным пластиком, тем выше детализация, которую можно получить, но тем меньше механическая прочность распечатки.
Как увеличить прочность распечатки не прибегая к повышению температуры печати?
Для того, чтобы получить ответ на этот вопрос можно зарыться в математические дебри, опять вспомнить о силах Ван-Дер-Ваальса. но можно и просто привести наглядные примеры из окружающей нас жизни.
Вы пробовали когда-нибудь разделить 2 ровных стекла, лежащих друг на друге? Чем больше их площадь и чем они ровнее, тем больше поверхность их соприкосновения и тем сложнее их разделить.
Вот и с 3D печатью прослеживается такая же зависимость. Чем больше поверхность соприкосновения последующего слоя распечатки с предыдущим, тем лучше между ними адгезия.
Что же влияет на размер этой площади, кроме непосредственно площади самого слоя распечатки?
Наибольшее влияние на площадь соприкосновения между слоями оказывают размер сопла и температура печати. Чем выше температура, тем менее вязким выходит пластик из хотэнда, соответственно он лучше ‘смачивает’ поверхность предыдущего слоя.
* Что интересно, так это то, что теоретически, чем более шероховатой получилась поверхность предыдущего слоя распечатки, тем лучше будет ее сцепление с последующим слоем, при должной температуре печати!
Больше всего воздуха остается в месте стыка периметров, за счет того, что ‘колбаска’ выдавливаемого из сопла пластика в поперечном разрезе представляет из себя не прямоугольник, а прямоугольник с полностью скругленными краями. Вот в местах боковых стыков этих ‘колбасок’ как раз и кроется воздух, уменьшающий прочность распечатки.
Уменьшить количество стыков можно уменьшением количества элементов, образующих стык!
Соответственно, для получения максимально прочной распечатки нужно максимально увеличить диаметр используемого сопла и толщину слоя, таким образом уменьшив количество элементов!
Что такое диаметр сопла и высота слоя с точки зрения математики слайсера?
Слайсер не видит, какое у вас стоит сопло в принтере. И он даже не сможет проверить, если вы его обманете 🙂 И вот почему: для программы управления принтером, а так же для слайсера, который готовит код для программы управления, диаметр сопла и высота слоя есть не более чем 2 переменные на основе которых высчитывается количество пластика, которое нужно продавить через хотэнд за то время, пока он перемещается на расстояние в 1 см. Всё!
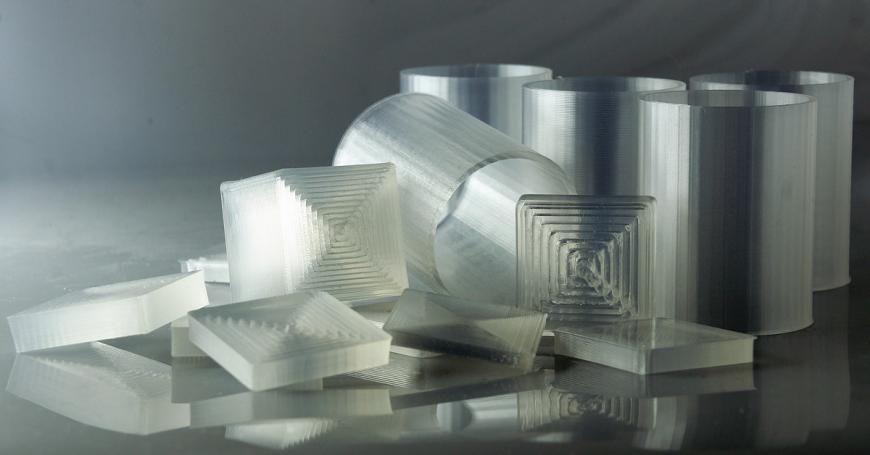
*На фото результаты распечаток сделанных соплом 1.2мм. В параметрах слайсера выставлены последовательно сопла 2, 1.5, 1.3, 1, 0.8, 0.5 мм.
Вовсе не обязательно ставить для всех операций печати сопло одного диаметра! Спросите как? Значит вы ни разу не залезали на вкладку Advanced в настройках Slic3r.
Вполне можно выставить для заполнения программный диаметр сопла в 2мм, а для периметров и сплошного заполнения оставить 1мм. Или наоборот.
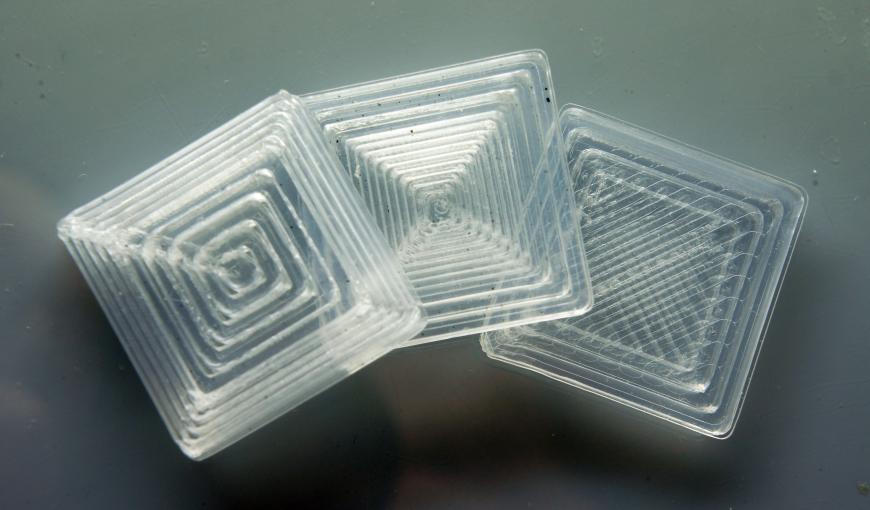
*На фото показаны результаты для двух этих вариантов.
Правильное отношение диаметра сопла к толщине слоя.
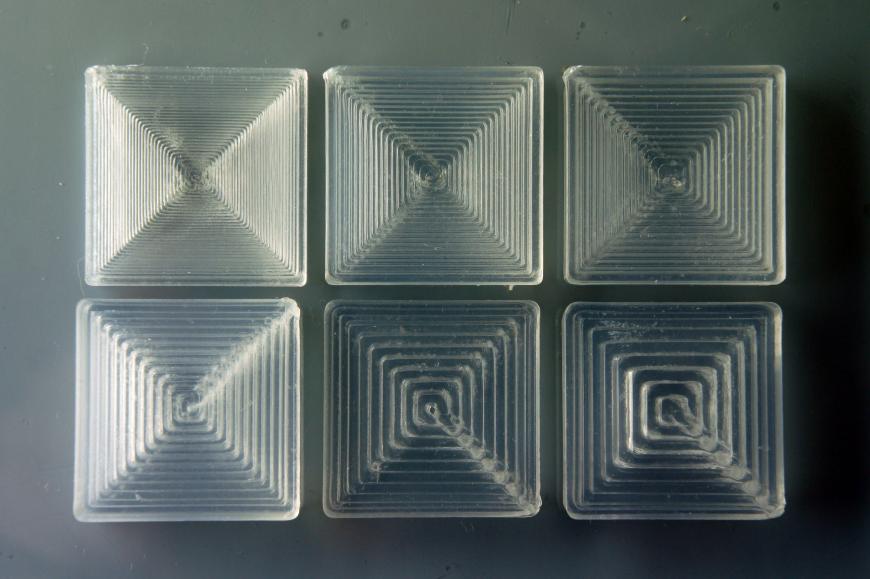
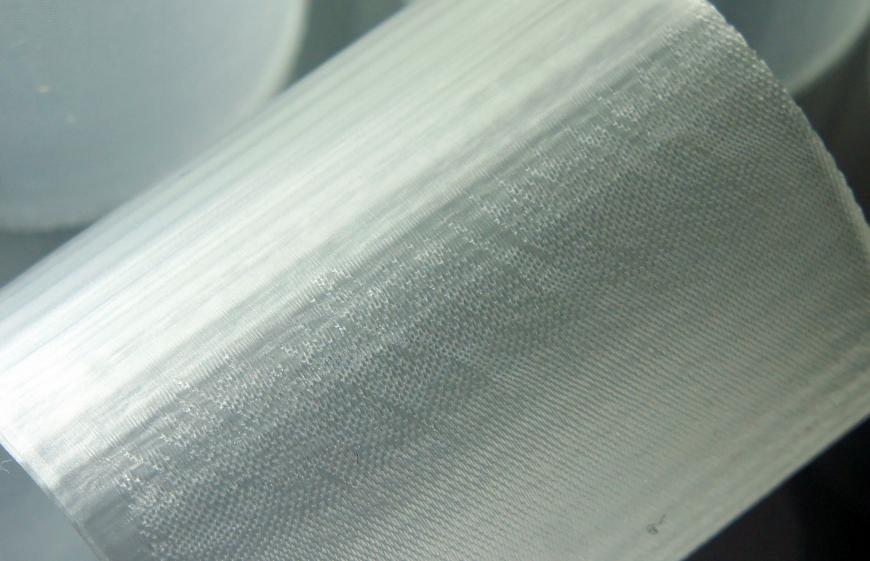
Должно быть всем понятно, что если толщина слоя будет равна диаметру сопла, то распечатка будет представлять из себя ни что иное, как пучок слабо склеенных прутков равных соплу по диаметру! Такой вариант как раз можно увидеть на иллюстрации в правом верхнем углу.
* На иллюстрации изображена табличка наиболее подходящих отношений диаметра сопла к высоте слоя. В целом, чем меньше высота слоя, тем меньше нужно выбирать сопло для печати. Соотношение диаметра сопла к высоте слоя примерно 2-4 к 1.
Но, казалось бы, чем плохо выставить высоту слоя значительно меньше, чем диаметр сопла? До какого-то предела высоту слоя конечно можно уменьшать, но не бесконечно, так как со временем начинают накапливаться ошибки и на поверхности (внешнем периметре) распечатки образуются артефакты. Происходит это скорее всего потому, что поток пластика вынужден растекаться по не идеально ровной поверхности предыдущего слоя, таким образом увеличивая погрешность от слоя к слою или повторяя ее с небольшим смещением.
Если же высоту слоя увеличить, то ошибки скрадываются и с каждым новым слоем становятся менее заметными.
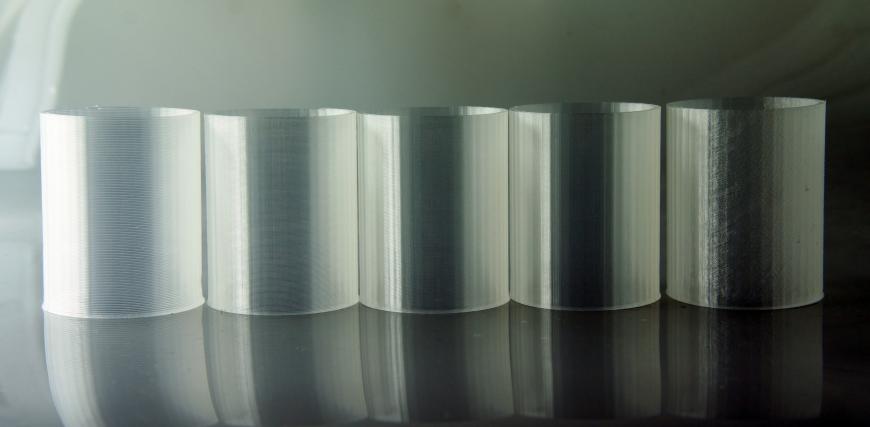
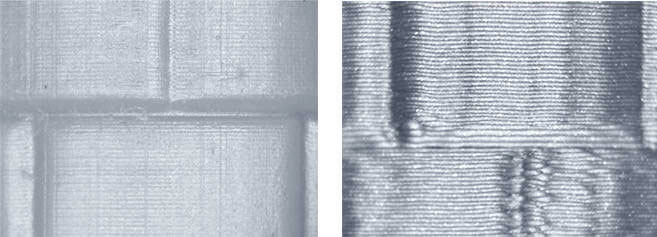
* На фото распечатки сделанные соплом 1.2мм (в настройках слайсера выставлен размер сопла 2мм) с высотой слоя от 0.4, 0.3, 0.2, 0.15, 0.1мм. Легко заметить, что на распечатке со слоем 0.1мм появились артефакты поверхности.
Исходя из вышеприведенных доводов, можно сделать вывод, что следует соблюдать правильное соотношение диаметра сопла к высоте слоя для получения наиболее качественных распечаток.
Что такое скорость печати с точки зрения математики и физики?
Максимально упростив схему для ясности мы получим явную картину того, что: скорость печати прежде всего отражается на объеме пластика, который необходимо нагреть и продавить сквозь сопло определенного диаметра.
Не будем рассматривать такие ограничители скорости, как конструкция принтера и его кинематика, так как это выходит за рамки обсуждающихся в статье вопросов.
То есть фактически, наиболее существенными ограничителями скорости печати являются 2 параметра:
— мощность хотэнда (он должен успевать расплавить максимальное количество пластика в секунду)
— диаметр сопла (через него должно пройти максимальное количество расплавленного пластика в секунду)
Все мы наверное еще помним задачку из школьного курса алгебры: рассчитайте насколько нужно увеличить диаметр трубы, чтобы вода из бассейна вылилась в 2 раза быстрее 😉
Вот и получается, что если у нас дома или на работе стоит конкретный принтер, то увеличить скорость его печати можно лишь увеличив температуру расплава (увеличив мощность, подаваемую на хотэнд) и увеличив диаметр сопла.
Причём, чтобы увеличить скорость печати в 2 раза, нужно увеличить диаметр сопла примерно в 1.4 раза 🙂
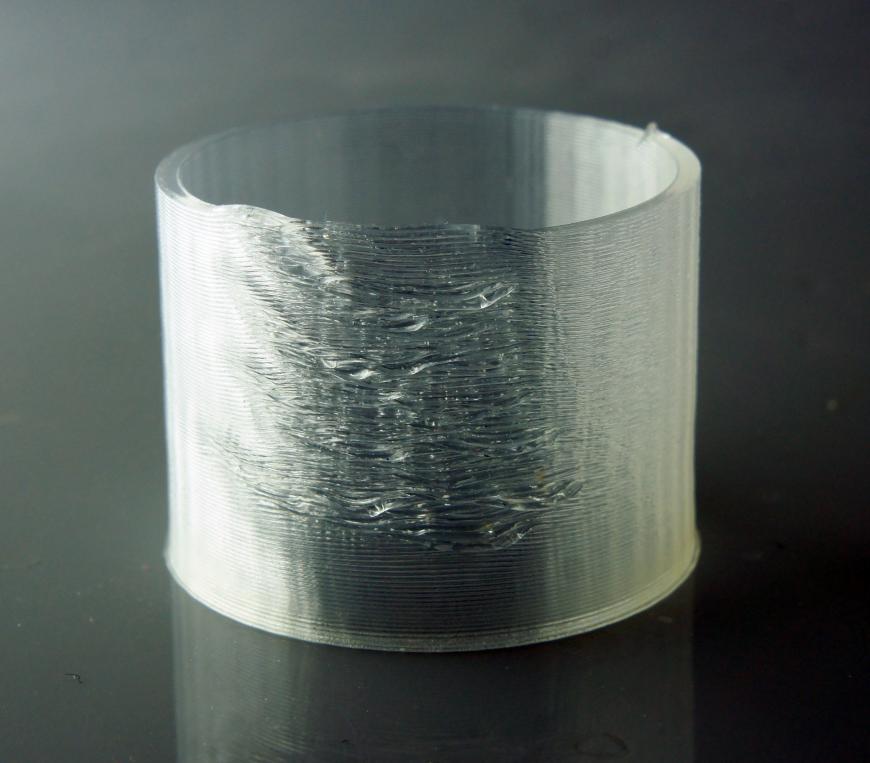
*На фото типичный результат недостаточного обдува распечатки.
Коротко все тезисы статьи можно свести к следующему:
Не повышать температуру печати сверх необходимой для достижения достаточной адгезии между слоями
Использовать сопла сообразного целям размера; обязательно иметь их несколько от 0.2 до 1.2мм
Не стесняться использовать программную подгонку диаметра сопла, использовать различную ширину экструзии для разных типов заполнения
Подбирать высоту слоя сообразно диаметру сопла
Подбирать температуру печати сообразно как размеру распечатки, так и диаметру сопла
Обязательно использовать охлаждение при повышении скорости печати и печати сложных объектов
Выбирать мощность обдува сообразно скорости печати
Следующая статья этой серии скорее всего будет посвящена моделированию для печати.
Стоит помнить, что печать на FDM принтере пластиком это процесс схожий с литьем. Соответственно и требования, предъявляемые к модели должны быть такими же, как и требования, предъявляемые к мастермодели для отливки из пластика.
С уважением, команда Filamentarno!
Производитель уникальных материалов для 3D печати.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Сопло FDM 3D-принтера

Сопло 3D-принтера — небольшая, но крайне важная деталь, от которой зависит, как именно расплавленная пластиковая нить будет формировать печатные слои. Это часть экструдера — блока, ответственного за расплавление и нанесение пластика. Для того, чтобы 3D-печатные изделия имели стабильно высокое качество, необходимо следить за состоянием сопла.

А чтобы быть уверенным в физическом состоянии детали, следует понимать принцип её работы. Читайте статью, из которой вы узнаете, как правильно использовать сопло экструдера.
Содержание
Что такое сопло 3D-принтера

Сопло 3D-принтера — та часть экструдера, через которую расплавленный филамент поступает на печатный стол. От качества, материала и диаметра сопла зависит, какие материалы можно использовать в 3D-принтере и насколько качественной получится пластиковая модель.
На большинстве FDM 3D-принтеров существует возможность менять сопла в зависимости от цели печати. Хотя эти детали относительно универсальные, и не так часто возникает потребность в их замене, пользователю следует разбираться в различных системах и уметь устранять текущие сложности, чтобы избегать сложных проблем в работе экструдера.
Принцип действия сопла
Сопло в 3D-принтере — это небольшой элемент со сквозным отверстием, который ввинчен в нагревательный кубик и является частью хот-энда. Нить филамента поступает в экструдер и попадает в тепловую камеру, где за короткое время происходит плавление материала. К тепловой камере примыкает сопло, через которое жидкий филамент поступает на печатный стол. Когда обсуждают возможности сопла 3D-принтера, учитывают два основных параметра: диаметр отверстия и материал сопла.
Чаще всего используются сопла с диаметром отверстия 0,4 мм из латуни. Латунь — дешевый материал, отлично подходит для печати распространенными пластиками, такими как PLA и ABS. Однако следует учитывать, что при печати “экзотическими” материалами, например — светящимся в темноте PLA или металликами, мягкость латуни может привести к проблемам в печати.

Из-за непрерывной экструзии филамента, содержащего твердые частицы, внутренние каналы сопла шлифуются, протачиваются, и постепенно сопло приходит в негодность. Это приводит к снижению однородности поступающего из сопла расплавленного пластика, что, в свою очередь, влияет на качество 3D-печати. Для печати материалами с повышенной абразивностью или высокой температурой плавления предпочтительны сопла из более твердых материалов.
Материалы сопла
Латунь

Дешевые и простые в изготовлении, латунные сопла — эффективные решения для настольных 3D-принтеров. Латунь — самый мягкий из всех используемых для изготовления этой детали материалов. Металл легко обрабатывать, это дешевый и доступный материал, что и обуславливает его распространение.

Особенности латунного сопла:
Устойчивость к коррозии;
Низкая стойкость к истиранию;
Оптимальное применение: «мягкие» пластиковые нити, такие как PLA, ABS и PETG; нити, не содержащие добавок.
Сопло из нержавеющей стали

На некоторых 3D-принтерах по умолчанию установлены сопла из нержавеющей стали. Этот материал тверже латуни. Использование сопла из нержавеющей стали позволяет печатать армированными филаментами, усиленными такими твердыми частицами, как углеродное волокно и металл. Даже на протяжении длительного периода времени не возникнет эрозия сопла и, соответственно, не ухудшится качество печати.
Недостатком стали, по сравнению с латунью, является её низкая теплопроводность. Это может привести к нестабильной скорости экструзии нити, особенно при больших размерах сопла.
Особенности нержавеющего сопла:
Устойчивость к коррозии;
Высокая стойкость к истиранию;
Оптимальное применение: печать пластиками, содержащими твердые добавки.
Сопло из рубина
На рынке 3D-принтеров появляются альтернативные разработки. Одной из них является сопло Olsson Ruby. Разработанный Андерсом Олссоном, инженером-исследователем из Уппсальского университета в Швеции, этот тип сопла был предназначен для эксперимента по 3D-печати содержащими карбид бора филаментами — после использования всего одного килограмма такого пластика стандартные латунные и стальные сопла приходили в негодность.

Олссон создал Olsson Ruby. Это сопло из латуни с рубиновым наконечником — оно сохраняет теплопроводность латуни и обладает исключительной стойкостью к истиранию. Пока такое решение чрезвычайно дорого, поэтому рубиновое сопло не нашло широкого распространения, существует мало данных относительно производительности детали при длительном использовании.
Особенности рубинового сопла:
Устойчивость к коррозии;
Исключительная стойкость к истиранию;
Оптимальное применение: печать высокоабразивными материалами.
Сопло из карбида вольфрама

Еще одна новинка на рынке — сопло для 3D-принтера из карбида вольфрама. Эту деталь производит канадская компания DyzeDesign. Идея была заимствована из тяжелой горнодобывающей промышленности, где керамика из соединений вольфрама используется для резки металлов и бурения горных пород. Карбид вольфрама сочетает в себе твердость, стойкость к истиранию и высокую теплопроводность. Изначально проект был представлен на Kickstarter, а теперь приобрести такое сопло можно на сайте производителя. Сопло из карбида вольфрама стоит дешевле, чем Olsson Ruby, но всё равно существенно дороже латунных и стальных. Соответственно, рекомендовать покупку можно только для случаев, где доказана неэффективность стандартных сопел.

Особенности сопла из карбида вольфрама:
Высокая стойкость к истиранию;
Устойчивость к коррозии;
Оптимальное применение: печать высокоабразивными материалами.
Размеры сопла

Диаметр сопла влияет на степень детализации напечатанных объектов, определяя не только ширину линий, но и рекомендуемую высоту слоя. При печати с использованием сопла для 3D-принтера с диаметром отверстия 0,15 мм можно достичь более высокого разрешения по осям X и Y (по сравнению со стандартным соплом 0,4 мм). В теории, более тонкие линии позволяют точнее создать острые углы, однако такой результат будет получен только на хорошо откалиброванном 3D-принтере, так как зависит от работы его механики.
Для оптимального качества печати следует установить высоту слоя на уровне 25-50% диаметра сопла. Это обеспечивает лучшее сцепление между напечатанными слоями. Например, со стандартным соплом для 3D-принтера в 0,4 мм рекомендуется печатать с высотой слоя 0,1–0,2 мм. Для получения качественного результата при печати сверхтонких слоев, высотой менее 0,05 мм, потребуется сопло 3D-принтера диаметром 0,2 мм.
К недостаткам использования сопла меньшего диаметра можно отнести:
высокую вероятность засорения,
существенное увеличение времени печати, т.к. печатающей головке требуется большее количество проходов, чтобы покрыть такое же расстояние, которое большее сопло выполняет за меньшее количество ходов.
Сопла увеличенного диаметра также имеют свои достоинства и недостатки. Применение сопла с диаметром отверстия 0,8 мм может даже улучшить результат печати, если печатаемая модель не подразумевает высокой детализации. Более широкая экструзия сокращает время печати: например, на печать стенки толщиной 0,8 мм потребуется половина времени, необходимого для печати стенки в две линии с 0,4 мм.
При экструзии увеличенного диаметра слои лучше склеиваются, что повышает прочность напечатанных изделий. Указанные преимущества позволяют использовать большие сопла для быстрого прототипирования, когда точность мелких деталей не имеет большого значения.
Обратная сторона использования сопел с большим диаметром отверстия — снижение разрешения. Более толстые линии экструдированного пластика не способны передать мелкие детали в точности.
Итого
От правильного выбора сопла для 3D-принтера зависит качество и скорость 3D-печати, и тут под качеством мы подразумеваем как детализацию и точность пластиковой модели, так и ее структурную прочность. Практически 99% 3D-принтеров оснащены латунными или стальными соплами, но в последние годы исследовательские компании выпускают детали из альтернативных материалов, увеличивающие возможности 3D-печати.
Купите сопла для 3D-принтера в Top 3D Shop — приобретите качественные комплектующие от проверенных поставщиков, с гарантией и техподдержкой.



