Канаты
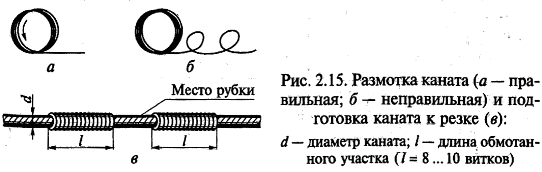
Для выполнения такелажных работ требуются канаты различной длины; с завода они поступают длиной 250, 500 и 1000 м. Канаты доставляют на строительную площадку, разматывают (рис. 2.15, а, б), вращая барабан или бухту на специальной инвентарной металлической катушке, и разрезают на куски требуемой длины.
На рис. 2.15,в показана подготовка каната к резке.
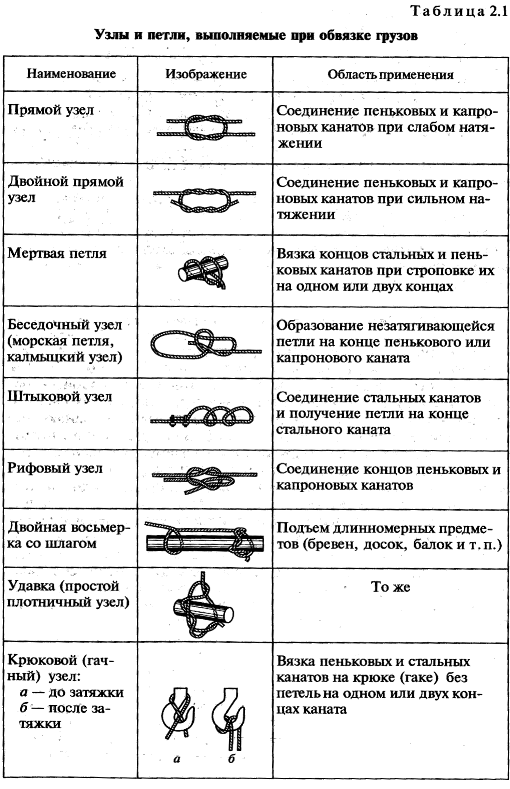
Канаты к поднимаемому грузу и между собой крепятся узлами. Узлы и петли при монтаже должны обеспечивать надежное и быстрое крепление груза, а также легкое и быстрое его высвобождение.
Наибольшее распространение при обвязке грузов получили узлы и петли, показанные в табл. 2.1.
Существует несколько способов сплетения канатов, однако все они должны обеспечивать равнопрочность по сравнению с целым канатом. Счаливание концов канатов допускается только в том случае, если у них одинаковые конструкции и диаметры.
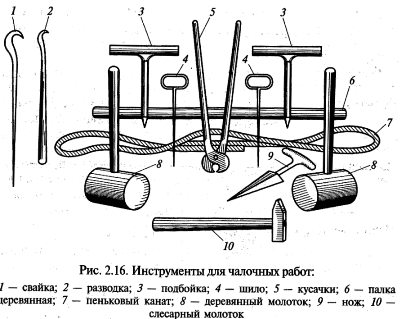
На рис. 2.16 представлены инструменты, применяемые для выполнения чалочных работ.
Счаливают канаты (рис. 2.17, а) в следующей последовательности. На расстоянии 500… 700 мм от концов обоих счаливаемых канатов (рис. 2.17, б) накладывают перевязки 7 (марки), т.е. обматывают канат мягкой проволокой, а затем конец каната распускают на пряди. Концы каждой пряди для предотвращения роспуска прядей проволочки также обматывают мягкой проволокой. Органический сердечник на всю длину распущенного каната вырезают. Стыкуемые канаты соединяют так, чтобы пряди располагались в шахматном порядке, вплоть до перевязок (рис. 2.17, в). Для этого пряди левого каната привязывают двумя перевязками 3 к правому канату и накладывают дополнительные перевязки 4, расположенные друг от друга на расстоянии, равном 40d каната, и препятствующие роспуску каната. 3атем перевязку 1 с левого каната снимают, любую из свободных перевязок накладывают на смежную встречную прядь и с помощью свайки пробивают (пропускают) ее под следующие две пряди (рис. 2.17, г).
Пробитую прядь обтягивают и молотком обколачивают две пряди, под которые пробита ходовая прядь. Ходовыми прядями называют пряди расплетенного конца каната, которыми пробивают второй канат.
Затем также пробивают следующую свободную ходовую прядь под следующие две пряди. Аналогично пробивают все остальные пряди и еще раз те же пряди, а затем снимают перевязку 1 правого каната, перевязки 3 и дважды пробивают пряди левого каната. Затем поочередно вторично выполняют по две пробивки всех прядей с каждой стороны стыка. В таком же порядке сплетают канат на всю длину стыка до перевязок 4. Сплетка заканчивается пробивкой еще по одному разу половины ходовых прядей с каждой стороны через одну прядь (одну прядь пробивают, вторую оставляют, следующую опять пробивают и т.д.). В зависимости от длины стыка число пробивок может составлять 5 1/2 ; 6 1/2 и т.д.
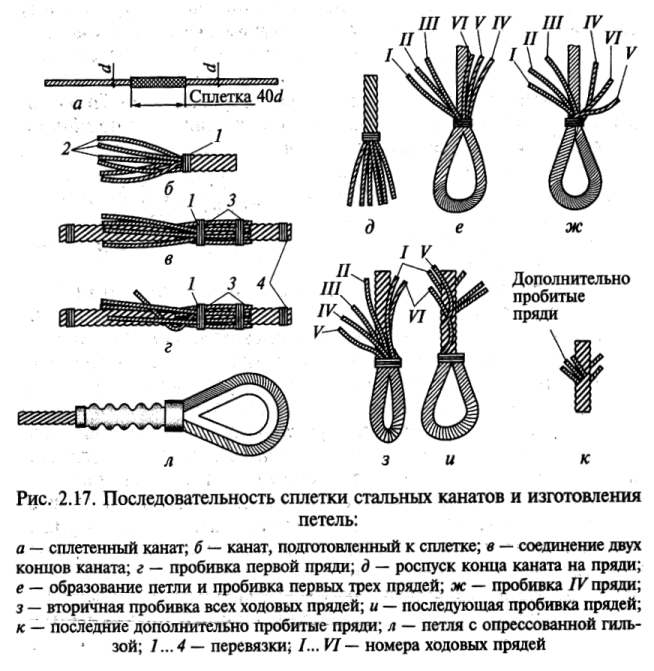
Канаты у петли сплетают следующим образом. На расстоянии 500… 700 мм от конца каната накладывают перевязку, и канат распускают на пряди (рис. 2.17 д). Концы прядей, так же как и при сплетке прямых канатов, обвязывают мягкой проволокой. Органический сердечник по всей длине распущенного конца вырезают. Конец распущенного каната загибают в петлю, привязывают место перевязки к коренному канату. Первую проводку пряди выполняют в положении, когда петля обращена к работающему своей изогнутой частью, а ходовые пряди расположены справа. Первую ходовую прядь пропускают в канат справа налево (против спуска каната). Спуском каната называется направление заплетаемой петли к коренной части каната. Первую прядь для пробивки выбирают так, чтобы после снятия перевязки не происходило закручивания или раскручивания каната.
Ходовую прядь I (рис. 2.17, е) пробивают под одну коренную, II — под две, III — под три пряди. Все три пряди пробивают в одном и том же месте. Ходовую прядь IV пробивают через то же место, что и первые три, но в обратном направлении, под две коренные пряди (рис. 2.17, ж). Ходовую прядь V пробивают под ту же прядь в обратном направлении. Ходовую прядь VI пробивают так же, как I, но в обратном направлении, накрывая эту прядь. Второй раз каждую ходовую прядь пробивают через одну смежную под две следующие коренные пряди (рис. 2.17, з). Последующие пробивки выполняют аналогично II (рис. 2.17, и).
Последнюю пробивку делают половинным числом прядей (рис. 2.17, к). Пробитые пряди обрубают у самого каната и все сплетение плотно обматывают мягкой отожженной проволокой.
Зависимость числа пробивок каната каждой прядью при заплетке от его диаметра
Диаметр каната, мм до 15 15…28 28…60
Число пробивок, не менее 4 5 6
Разъемную петлю на конце каната при креплении его к такелажному приспособлению выполняют с применением либо коуша и зажимов, либо разъемных клиновых зажимов. При огибании канатами цилиндрического захватного устройства без коуша отношение диаметра закругления захватного устройства к диаметру каната должно быть не менее 4. Расположение и крепление канатов в такелажных средствах должно исключать возможность их схода с барабанов, блоков и направляющих, а также перетирание при соприкосновении с конструкциями или другими канатами. Недопустимо соприкосновение канатов с токоведущими проводами. Во избежание повреждения в местах резких перегибов канатов устанавливают подкладки с устройствами, предохраняющими их от падения после снятия нагрузки.
Разъемные соединения канатов расчалок, прикрепленные к вершине такелажных средств и якорям, а также неподвижные концы каната монтажных полиспастов к блокам затягивают внизу до подъема такелажных средств с обязательным устройством сигнальной петли.
Канат крепят к оборудованию разъемными (неразъемными) соединениями. Следует отметить, что согласно ГОСТ 24259—80 при изготовлении элементов монтажных приспособлений из стального каната сращивание каната не допускается.
К неразъемным соединениям относят крепление петлей или крюком на конце каната, канатными узлами.
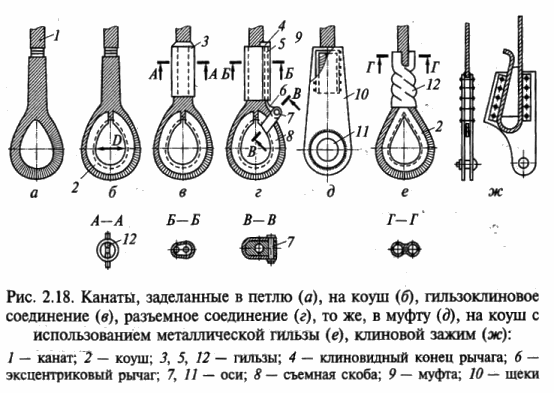
При креплений каната к деталям, проушинам конец стального каната заделывают в петлю (рис. 2.18).
Размер петли зависит от назначения каната или стропа. Петлю (см. рис. 2.18, a) образуют, счаливая канат 1 или устанавливая зажимы. Внутрь петли заделывают металлический коуш (см. рис. 2.18, б), который предохраняет канат от резких перегибов и перетирания. Размеры коушей регламентирует ГОСТ 2224—72.
Коуши изготавливают ковкой или штамповкой. Их маркируют по размеру D и обозначают этим номером. Например, коуш для каната диаметром более 12,5 до 15,5 мм имеет размер D 45, обозначается: коуш 45 ГОСТ 2224—72.
Канаты крепят к оборудованию или между собой с помощью канатных узлов (см. табл. 2.1).
Гильзоклиновое соединение (см. рис. 2.18, в) предназначено для заделки концов стальных канатов в стропах с образованием петли под коуш. Соединение применяют для канатов диаметром 3…22 мм. Гильзы 3 изготавливают из малоуглеродистых сталей, отожженных при температуре 900°С с последующим обжатием для придания им овальной формы.
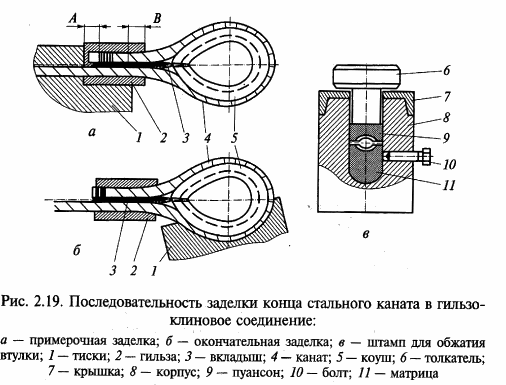
Конец каната 4 (см. рис. 2.19, а) заделывают в следующей последовательности. Сначала конец каната, входящий в гильзу, очищают бензином, бензолом или кипящей водой в течение 30 мин. Затем его пропускают через овальную гильзу, зажатую в тиски 1, огибают вокруг коуша и снова вставляют в гильзу 2.
Гильзу смещают к петле так, чтобы короткий конец каната выходил за пределы гильзы на 2…3 мм (рис. 2.19, б). Освобождают коуш 5, сбивая гильзы с обеих ветвей каната. Короткий конец каната не должен выходить из гильзы более чем на 1/3 ее длины (размер А).
После снятия коуша вставляют вкладыш 3, который пробойником забивают в гильзу на 1/3 ее длины (размер В). Затем устанавливают коуши так, чтобы короткий конец каната выходил из гильзы на 2…3 мм. После подготовки соединение устанавливают в штамп (рис. 2.19, в) и производят двустороннее обжатие с заданным усилением. Штамп состоит из толкателя 6, который может перемещаться вверх и вниз внутри корпуса.
Канаты заделывают на коуш 2 (см. рис. 2.18, е), скручивая металлическую гильзу 12, которую предварительно надевают на канат.
К разъемным соединениям также относят клиновой зажим (см. рис. 2.18, ж), который выполняют на высокопрочных болтах. Он надежен и удобен в работе.
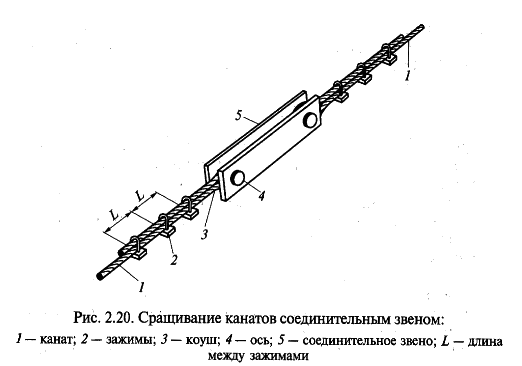
Для закрепления конца каната в петле, на коуше или для соединения двух концов канатов применяют зажимы 2 (рис. 2.20).
Дугу зажима ставят со стороны короткого конца каната. Зажимы затягивают до тех пор, пока суммарный размер поперечника сжимаемых канатов не составит 0,6 от их номинальных размеров. Расстояние между зажимами 2 и их число зависят от диаметра каната (табл. 2.2).
На один узел должно быть установлено не менее трех зажимов (см. рис. 2.20).
Расстояние между зажимами (L) и их число в зависимости от диаметра каната
Способы заделки концов канатных строп
Калькулятор нагрузки на строп
![]()
Канатные стропы — самый распространенный вид строп, используемый во всех отраслях промышленности как гибкий грузозахватный элемент. Канатные стропы хоть и являются наиболее универсальными, но немногие знают все многообразие форм их исполнения — от строп типа СКП (УСК1) и многоветвевых типа 4СК, до специальных видов канатных строп.

Базовыми для канатных строп являются два исполнения — строп канатный петлевой СКП (УСК1) и строп канатный кольцевой СКК (УСК2). Это наиболее простые виды строп, для их изготовления используется отрезок каната, концы которого соединяются одним из способов заделки. Для изготовления многоветвевых строп типа 1СК, 2СК, 3СК, 4СК используют дополнительные компоненты. Сам строп состоит из подвесного звена, непосредственно гибкого элемента и захватного устройства. Захватным устройством могут быть крюки различного типа и формы, а также съемные грузозахватные приспособления для проведения определенного вида работ.



В процессе изготовления строп используется много способов заделки концов каната, но основными уже длительное время являются заплетка и опрессовка втулкой. При формировании петли методом заплетки сначала свободный конец каната распускается, впоследствии пряди вплетаются в тело каната согласно технологии.

Число проколов каната каждой прядью при заплетке определяется в зависимости от диаметра каната согласно РД 10-33-93: диаметр до 15мм — не менее 4 проколов, от 15 до 28мм — не менее 5 проколов, от 28 до 60 мм — не менее 6 проколов. Последний прокол каждой прядью должен проводиться половинным числом ее проволок (половинным сечением пряди). После отрезки технологический припусков концы прядей заделываются таким образом, чтобы избежать разматывание проволоки и возможность получение травмы стропальщиком при работе со стропом. Заделка концов каната осуществляется вручную на станке для заплетки, для прокола каната большого диаметра используется станок с гидравлическим приводом иглы.


Заделка концов каната методом опрессовки требует дополнительного элемента — втулки алюминиевой или стальной. Заготовки втулок изготавливаются из алюминиевых трубок и имеют овальное сечение. Втулку надевают на ветвь каната, образующего петлю так, чтобы конец ветви выходил из втулки после опрессовки не менее чем на 2 мм. Заготовки помещают в пресс и сдавливают пуансоном до получения круглого сечения.


Для предотвращения преждевременного перетирания и излома каната при формировании петли используют коуш из оцинкованной стали. Коуш представляет собой изделие каплевидной формы с желобом на наружной стороне. Форма и глубина желоба коуша соответствует диаметру каната для которого он предназначен. Конец каната огибает коуш ложась в желоб и соединяется с основной ветвью одним из способов заделки.


Одним из наиболее простых способов заделки концов канатных строп является заделка с помощью винтовых зажимов. Количество зажимов определяют расчетом по нормам Госгортехнадзора, но их количество должно быть не менее трех. Шаг расположения зажимов должен быть не менее шести диаметров каната. Перемычка зажима всегда должна располагаться на стороне каната несущей нагрузку, U-образный болт зажима помещается на хвостовую часть каната. Нужно загнуть достаточно длинную часть каната, чтобы можно было разместить минимально необходимое число зажимов.


Совместно с винтовыми зажимами, для формирования петли на канатах малого диаметра (до 16мм) могут применяться специальные приспособлений — коуш-зажимы. Приспособление разработано для быстрого формирования концевого элемента и облегчает процесс заделки концов каната. Огибая коуш концы каната сходятся в основании приспособления, где стягиваются с помощью болтов.

Наиболее надежными способами заделки концов каната являются заливные концевые крепления (вантовые соединения). Основная деталь вант — стакан, который имеет литую или точеную конструкцию. Канат для изготовления заливных необходимо подготовить: ниже предполагаемого конца заливного стакана его оплетают мягкой вязальной проволокой диаметром 1— 1,5 мм, после чего проволоку каната распускают. После первоначальной очистки проволоку травят в растворе соляной кислоты, промывают в кипящей воде с добавлением кальцинированной соды, иногда обезжиривают проволоку в других щелочных растворах. Заливной стакан очищают аналогичным образом и перед заливкой вместе с продетым канатом нагревают примерно до 250–300° С. Для заливки применяют чистый цинк а также сплавы алюминия, цинка, свинца, олова и сурьмы. В результате получается монолитное соединение, отличающееся высокой прочностью.


При изготовлении канатных строп могут применяться клиновые зажимы (гильзоклиновое соединение), которые позволяют проводить быструю сборку-разборку соединений. Соединение состоит из цилиндрической гильзы, внутри которой между анкеруемыми прядями каната помещают вкладыш-клин. Надежность клинового соединения определяется углом наклона клина и коэффициентом трения между канатом и элементами зажима.
Надежность и качество канатных строп напрямую зависит от комплектующих, которые использовались при его сборке. При заказе строп обязательно уточняйте способ заделки концов каната и его диаметр.
Как выполняется соединение концов стальных канатных стропов
Изготовление канатных строп подразумевает использование нескольких способов заделки концов каната. Чаще всего производители используют наиболее простые методы, которые заключаются в применении заплетки и опрессовки при помощи специальной втулки.
| Тип соединения | Пример | Диаметр каната | Коэффициент эффективности |
|---|---|---|---|
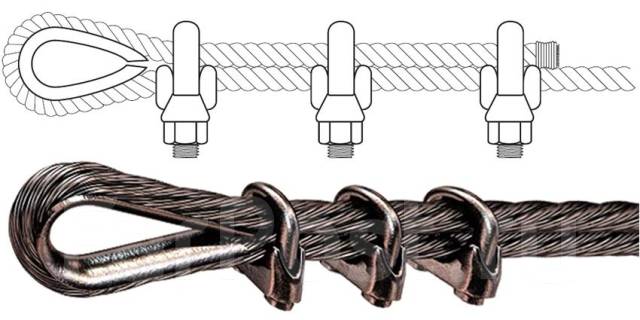
| U-образные зажимы |  | Все | 0.8 |
| Алюминевая втулка Стальная втулка | 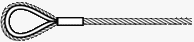 | Все | 0.9 |
| Ручная заплетка | 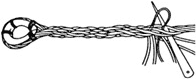 | ≤ 60 | 0.8 |
| Муфта с заливкой | 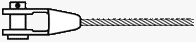 | Все | 1 |
| Запрессовка стальных фитингов | 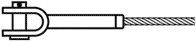 | Все | 0.9 |
| Клиновая ≤ Н/мм 2 2 |  | Все | 0.85 0.80 |
Технология заплетки
Если петля на конце канатного стропа изготавливается методом заплетки, то предварительно концы изделия распускают, после чего получившиеся пряди вплетают непосредственно в сам канат. В данном случае нужно методично прокалывать канат. Число проколов зависит от характеристик изделия, в частности, от диаметра стропа:
Все операции по заделке концов каната происходят в ручном режиме при помощи специального станка. Когда заплетаются концы канатов крупного сечения, то для упрощения и ускорения операций используется оборудование с гидравлическим приводом.
Технология опрессовки втулкой

Соединение концов каната путем опрессовки проводится с применением вспомогательного элемента – цилиндрической втулки, которая выполняется из сплава алюминия. Процедура достаточно простая и состоит в том, чтобы продеть канатную ветвь через отверстие втулки, создав таким образом петлю. На завершающем этапе заготовку помещают под пресс, чтобы сдавить втулку и тем самым обеспечить надежную фиксацию концов каната.
Чтобы продлить эксплуатационный ресурс канатных стропов, защитить петли от перетирания, скручивания, деформаций, дополнительно применяется стальной коуш. Он подбирается в соответствии с диаметром канатной стропы.
Временные соединения
Для создания временных соединений при невысокой нагрузке на канат допускается использовать специальные винтовые зажимы. Количество зажимов выбирают в зависимости от типа стропа, но для надежного соединения их потребуется не менее трех штук. Они располагаются последовательно, шаг между зажимами рассчитывается таким образом, чтобы расстояние между ними было не менее шести диаметров каната стропа. Перемычку зажимной скобы всегда размещают так, чтобы она находилась на той стороне, которая несет на себе основную нагрузку.
Компания «КАСКАД» реализует широкий ассортимент канатных стропов, а также предлагает различные варианты зажимов для соединения их концов. Заказывайте нужные варианты с доставкой по Москве и в остальные города России.
В производственном объединении КАСКАД можно купить стропы:
Какое соединение концов канатов не допускается ответ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАНАТЫ ЗАКРЫТЫЕ НЕСУЩИЕ
Steel wire ropes. Locked conveying wire ropes.
Specifications
ОКП 12 5100, 12 5200
Дата введения 1975-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
К.И.Туленков, И.А.Лобанков, Н.А.Галкина, В.И.Царюк, Ю.Д.Мамаев, П.И.Хромов, Ф.С.Ревзина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 15.06.73 N 1484
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
(Измененная редакция, Изм. N 6).
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ПЕРЕИЗДАНИЕ (февраль 1998 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в июле 1977 г., апреле 1982 г., марте 1985 г., октябре 1987 г., декабре 1989 г. (ИУС 7-77, 7-82, 6-85, 1-88, 3-90)
ВНЕСЕНО Изменение N 6, принятое Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол от 24.05.2001 N 19). Государство-разработчик Россия. Постановлением Госстандарта России от 17.12.2001 N 531-ст введено в действие на территории РФ с 01.03.2002 и опубликованное в ИУС N 3, 2002 год
Изменение N 6 внесено изготовителем базы данных по тексту ИУС N 3, 2002 год
Настоящий стандарт распространяется на стальные закрытые несущие канаты общего назначения.
Обязательные требования к качеству канатов, обеспечивающие безопасность жизни и здоровья населения, изложены в пп.1.13, 1.15, 1.16, 1.18, 1.20, 3.2, 3.5, 3.6, 3.7, 3.8.
(Измененная редакция, Изм. N 6).
1а. КЛАССИФИКАЦИЯ
1a.1. Канаты подразделяют по признакам, приведенным в пп.1a.1.1-1a.1.4.
(Введен дополнительно, Изм. N 3).
1a.1.1. По способу свивки:
(Введен дополнительно, Изм. N 3; измененная редакция, Изм. N 5).
1a.1.2. По направлению свивки:
Направление свивки каната определяется направлением свивки проволок наружного слоя.
(Введен дополнительно, Изм. N 3).
1a.1.3. По механическим свойствам проволоки:
Для подъема и транспортирования людей следует применять канаты только марки В.
1a.1.4. По виду покрытия поверхности проволок:
— из оцинкованной проволоки:
» особо жестких » » » ОЖ.
1а.1.3, 1a.1.4. (Введены дополнительно, Изм. N 3; измененная редакция, Изм. N 5).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. (Исключен, Изм. N 3).
Канаты должны изготовляться по технологическому регламенту, утвержденному в установленном порядке.
1.3. Канаты изготовляют с правым направлением свивки проволок наружного слоя. Направление свивки проволок в двух верхних смежных слоях должно чередоваться.
По требованию потребителя канаты могут изготовляться с левым направлением свивки.
1.2, 1.3. (Измененная редакция, Изм. N 5).
По требованию потребителя шаг свивки каната может быть увеличен до 15-кратного диаметра.
(Измененная редакция, Изм. N 3, 5).
1.5. Канат должен иметь по всей длине одинаковую кратность шага свивки.
1.6. В канатах не должно быть оборванных, перекрученных и заломанных проволок.
Поверхность каната не должна иметь выступающих или запавших проволок.
1.7. Поверхность проволок каната должна быть без трещин и ржавчины; на проволоке не должно быть срезанных участков, превышающих предельное отклонение по диаметру или профилю проволоки.
(Измененная редакция, Изм. N 3, 5).
1.8. Диаметр центральных проволок в канатах с сердечником точечного касания должен быть толще основных на 0,2-0,4 мм.
1.9. При свивке каната проволоки должны иметь равномерное натяжение. Все проволоки в канате должны плотно прилегать к проволокам нижележащих слоев. Зетобразные проволоки в слое должны прилегать друг к другу, образуя соединения замком. Между фасонными проволоками допускается зазор, не нарушающий замка каната.
1.10. Проволоки каната должны соединяться посредством высокотемпературной пайки или контактной стыковой электросварки. В качестве припоя должна применяться латунь марки Л060-1 по ГОСТ 15527.
Места соединений не должны быть хрупкими и утолщенными. Утолщение не должно превышать предельное отклонение по диаметру или профилю проволоки.
Расстояние между местами соединений отдельных проволок в каждом слое должно составлять не менее пяти шагов свивки.
Для канатов марки В количество соединений наружных проволок не должно быть более двух на длине 500 м каната.
(Измененная редакция, Изм. N 1, 3, 5).
1.11. Канаты должны быть смазаны по всем слоям.
В качестве смазок должны применяться Торсиол-55 по ГОСТ 20458, Торсиол-35, БОЗ-1 по НТД. По согласованию изготовителя с потребителем допускается применение смазки других типов.
По требованию потребителя канаты могут изготовляться в несмазанном виде.
(Измененная редакция, Изм. N 2-5).
1.12. На концы каната должно быть наложено не менее трех зажимов, предохраняющих их от расслабления, а концы проволок в торце каната должны быть соединены при помощи сварки.
1.13. Канат должен иметь равномерный диаметр по всей длине. Диаметр каната должен удовлетворять указанному в соответствующих стандартах на сортамент.
Предельное отклонение по диаметру каната от его номинального диаметра не должно быть более:
— для канатов из проволоки без покрытия;
1.14. Длина каната устанавливается в заказе. По требованию потребителя канат изготовляют определенной длины, при этом его масса не должна превышать 30 т.



