Разница между сваркой переменным и постоянным током
Качество сварного соединения и сам процесс сварки, всецело зависят от характеристик сварочного аппарата и рода тока. Простейшие сварочные аппараты способны варить переменным током. Более продвинутые модели имеют переключатель с «переменки» на «постоянку», то есть, они умеют вырабатывать постоянное напряжение.
Для того чтобы понять, в чем разница между сваркой переменным и постоянным током, необходимо узнать о преимуществах и недостатках. Из данной статьи вы узнаете, в чем различия сварки на постоянном и переменном токе, в чем плюсы и минусы.
Различие постоянного и переменного тока
Инверторы для дуговой сварки оснащены кабелями держателя электрода/горелки и массы. То есть, один конец кабеля выступает в роли плюса, а второй минуса. При замыкании плюса и минуса, удерживая между электродом или проволокой небольшое расстояние в 3-5 мм, появляется электрическая (сварная) дуга, которая приводит к расплавлению кромок металла.
В качестве присадочного металла используется:
При сварке постоянным и переменным током происходят разные физические процессы. Именно они всецело и влияют на сварку, определяя дальнейшие характеристики электрической дуги.

Для переменного тока характерна частота. Электроны, которые движутся с определенной частотой, также могут менять и свое направление. Сварочные аппараты, работающие на переменном токе, имеют обозначение AC (alternating current).

Для постоянного тока характерно упорядоченное перемещение электронов, без колебания частот и напряжения. Заряженные частицы перемещаются от минуса к плюсу, что позволяет выигрышно использовать данное свойство постоянного тока в сварке.
Что такое полярность
Речь как раз и идёт о смене полярности при сварке на постоянном токе. Полярность — это направленное движение заряженных частиц. При смене клемм на сварочном аппарате, мы можем менять полярность и, тем самым, режим сварки.
Если подключить к держателю электрода плюс, то получим обратную полярность и сможем варить тонкостенные, а также цветные металлы. Если наоборот, то металлы толщиной 6 мм и более, используя так называемую прямую полярность.
Разница между сваркой переменным и постоянным током
Подведя итоги можно сказать вот о чем. Сварка на переменном и постоянном токе отличается, прежде всего, полярностью. На постоянном токе полярность есть, на переменном её нет.

Кроме того, существуют и другие, достаточно видимые отличия, а именно:
Однако есть у сварки переменным током и свои достоинства. Прежде всего, это источники дуги, они имеют простую конструкцию и очень надежные в работе.
Инвертор постоянного или переменного тока – какой выбрать

С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.
Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
постоянный прямой полярности;
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
Преимущества и недостатки аппаратов переменного тока для сварки
Характеристики сварочного тока напрямую влияют на процесс сварки и качество соединения. Самые простейшие аппараты варят переменным током, но есть и продвинутые версии AC/DC, способные переключаться с «постоянки» на «переменку». Чтобы понять преимущества и недостатки работы аппаратов на переменном токе, сравним их с моделями, вырабатывающими постоянное напряжение.
В этой статье:
Различие переменного и постоянного тока
Во всех электрических сварочных аппаратах используется кабель массы и держателя/горелки. Один конец является плюсом, а второй — минусом. При замыкании контактов и удержании их на расстоянии 3-5 мм, образуется электрическая дуга, которой выполняется плавление кромок основного металла. При этом подается дополнительный присадочный металл для заполнения ширины шва:

Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Именно трансформаторы вырабатывают переменный ток для сварки. Для этого в их конструкции используется две обмотки — первичная и вторичная. Они наматываются на стальной сердечник, который значительно утяжеляет массу аппарата. Переменный ток из бытовой сети 220 V или трехфазной 380 V поступает на первичную обмотку. За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
Трансформаторы используются только для РДС сварки покрытыми электродами. В зависимости от мощности сварочного тока определяется толщина проплавляемого металла.
Сварочные выпрямители содержат внутри две обмотки трансформатора, но дополнены блоком выпрямления, преобразовывающим переменный ток в постоянный. Чаще всего преобразователи рассчитаны на сеть 380 V, чтобы равномерно нагружать фазы питания.
Выпрямители используются на производствах и в мастерских, где требуется качественный провар толстых металлов 5-20 мм. Но за счет массивной конструкции занимают много места. Часто комплектуются колесами для перемещения по цеху. Чтобы подать их на высоту, предусмотрены петли под крюк крана или тельфера.
Инверторы бывают на 220 и 380 V. У них входящий переменный ток с частотой 50 Гц выпрямляется и сглаживается при помощи фильтра. Затем ток возвращается снова в переменный, но его частота значительно возрастает и составляет 20-50 кГц. Есть модели, способные вывести частоту до 100 кГц. После этого ток снова преобразовывается в постоянный и фильтруется.
Такой процесс обеспечивает чрезвычайно ровный ток, содействующий стабильному горению дуги и высокому качеству шва. Инверторные аппараты применяются при сварке ММА, MIG, TIG. Благодаря компактности внутренних узлов некоторые инверторы весят всего 3-4 кг. Большинство бытовых моделей для РДС не превышает по массе 10 кг. Но есть и промышленные версии с силой тока 400-500 А и весом 30-50 кг.
Большинство инверторных аппаратов работают только с постоянным током, но есть профессиональные версии AC/DC, способные переключаться на переменный ток. Это расширяет их возможности применения.
Трансформатор КаВик ТДМ-252 AL
Выпрямитель ЭСВА ВС-300Б
Инвертор БАРСВЕЛД Profi TIG-217
Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она «гуляет», труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга «плюется». Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху. Ломаться здесь практически нечему — может только сгореть обмотка от перегрева. Если не перегревать трансформатор, то он будет служить долгие годы.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение «скачет», аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Области применения
Исходя из этого сравнения работы аппаратов с переменным и постоянным током можно сделать вывод, что трансформатор подойдет для периодической сварки неответственных конструкций из малоуглеродистых сталей. Желательно, чтобы сварка велась в нижнем положении. При этом у сварщика должна быть определенная квалификация, иначе швы будут очень плохими. Трансформатор «выживет» в строительных условиях, частых транспортировках, запыленных помещениях. Это оптимальный варит для дачи, гаража, чтобы сэкономить.
Источник видео: Виталий М
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать:
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Советы по выбору
Выбирая сварочный аппарат переменного тока, обращайте внимание на следующие характеристики:
Не забудьте про качественную маску для сварки, чтобы хорошо видеть сварочную ванну и защитить при этом глаза. Чтобы швы были прочные даже на переменном токе, важны хорошие электроды. Лучше выбирайте с рутиловым или основным покрытием. Они отлично плавятся и содействуют переносу капли металла. Никогда не покупайте для «переменки» электроды с целлюлозным покрытием.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 2 | 25-100 |
| 3-4 | 3 | 90-150 |
| 5-6 | 4 | 150-200 |
Ответы на вопросы: преимущества и недостатки аппаратов переменного тока для сварки
Регулировка силы тока возможна двумя способами. Первый — плавный, путем вращения рукоятки на корпусе. Она сводит и разводит катушки первичной и вторичной обмотки между собой, от чего изменяется электромагнитное поле. Если нужно убавить ток — вращайте ручку против часовой стрелки. Для добавления силы тока, крутите ручку по часовой стрелке.
Второй способ — ступенчатый. Он есть только у промышленных версий и заключается в переключении витков обмотки. Механизм действует быстро, но не позволяет установить точных значений. У большинства трансформаторов нет дисплея, поэтому дугу нужно пробовать на черновом металле каждый раз после изменения настроек.
Что такое дуговая сварка постоянным током
При дуговой сварке постоянным током, электроны текут в одном направлении. При этом полярность может быть положительной или отрицательной, и она остаётся неизменной. Сварка на постоянном токе обладают высокой надежностью и стабильным горением дуги.

Преимущества сварки постоянным током
Благодаря своей надежности и стабильным горением дуги, постоянный ток даёт много преимуществ такой сварки. Поэтому постоянный ток широко используется во всех областях сварки.
К преимуществам сварки постоянным током можно отнести:
1. Стабильное горение дуги;
2. Лучшая производительность при сварке;
3. Хороший контроль над сваркой;
4. Малое разбрызгивание;
5. Возможность сварки тонкостенных металлов;
6. Возможность выбора полярности (прямая или обратная).
Постоянный ток способен создать устойчивый поток электронов, а значит и непрерывную дугу. Таким образом, дуговая сварка постоянным током протекает плавно без обрывов, а швы получаются аккуратными и красивыми.
Недостатки сварки постоянным током
Недостатков у сварки постоянным током не так уж много, но они есть. В зависимости от ваших потребностей, могут быть такие недостатки:
1.Редко применяется для сварки алюминия, так как алюминий предпочтительно варить на переменном токе.
2.Возникает дуговой удар;
3.Стоит дороже, чем сварка на переменном токе.
Во многих случаях, дуговая сварка постоянным током более предпочтительна, так как у неё есть множество плюсов. На рынке, большинство сварочного оборудования – это инверторы, которые способны выдавать постоянный ток. Исключением может быть установки аргонодуговой сварки, которые могут переключатся в режим работы на переменном токе.
Достоинства и недостатки сварки на постоянном токе
Технология дуговой сварки. Виды электродуговой сварки.

Технология дуговой сварки. Виды электродуговой сварки.
Самый распространенный способ электродуговой сварки является способ сварки с помощью металлических электродов.
Схематический процесс электродуговой сварки и её виды изображены на рис. 1.
Виды электродуговой сварки.
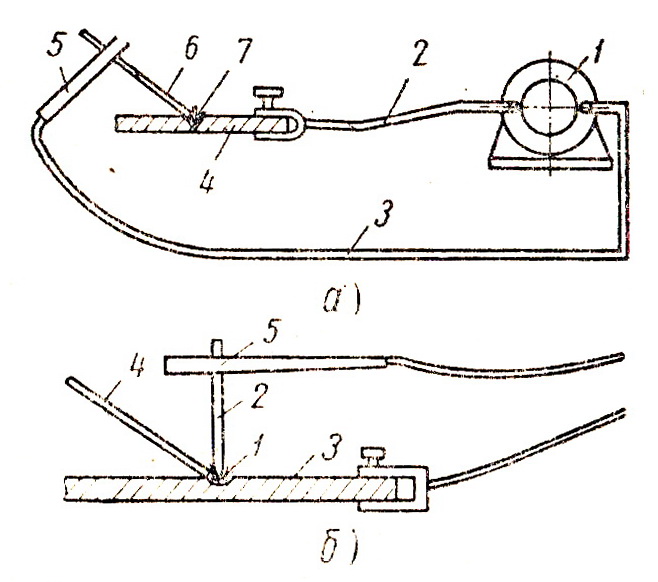
Рис. 1. Виды дуговой электросварки:
а – сварка металлическим электродом:
1 – генератор; 2,3 – провод; 4 – металл; 5 – электрододержатель; 6 – электрод; 7 электрическая дуга.
б – сварка угольным электродом:
1 – электрическая дуга; 2 – электрод угольный; 3 – металл; 4 – присадочный пруток; 5 – держатель.
Технология ручной дуговой сварки.
Ток от генератора или трансформатора 1 по проводу 2 подводится к свариваемому металлу 4, а по проводу 3—к электрододержателю 5, в который зажимается электрод 6. Сварщик, приближая электрод к свариваемому металлу, замыкает цепь, возникает электрическая дуга 7. От тепла электрической дуги металл нагревается до температуры плавления и происходит слияние двух металлов. Расплавленный металл электрода служит присадочным материалом. Оказывать механические усилия на свариваемые детали при этом способе электросварки не требуется.
Преимущества и недостатки сварки постоянным и переменным током.
Электродуговая сварка выполняется как при переменном, так и постоянном токе.
Преимущества и недостатки постоянного тока.
Постоянный ток дает более устойчивую электрическую дугу и, благодаря неодинаковому выделению тепла на положительном и отрицательном полюсах, допускает более гибкую регулировку распределения тепла, применяя прямую (отрицательный полюс на электроде) или обратную (отрицательный полюс на детали) полярности. Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
Преимущества переменного тока.
Преимуществом сварки на переменном токе служат небольшие габариты, малый вес и сравнительно невысокая стоимость электросварочных трансформаторов, а также простота их эксплуатации и значительная экономичность.
Недостатки переменного тока.
К недостаткам сварки на переменном токе относятся трудность выполнения потолочной и вертикальной сварки и необходимость употребления более дорогих обмазных электродов. Качество сварки при использовании переменного и постоянного тока равноценно.
Сварка угольным электродом.
Другим способом электросварки является сварка угольным электродом.
Процесс сварки угольным электродом.
Процесс электросварки угольными электродами следующий (см. рис. 1, б). При сварке электрическая дуга 1 возникает между угольным или графитовым электродом 2 и свариваемой деталью 3. Шов получается при плавлении прутка 4, который называется присадочным прутком, он вводится со стороны в электрическую дугу. Для начала сварки электроды графитовые или угольные зажимаются в держатель 5. Одновременно происходит плавление электрической дугой кромок свариваемого металла. Такой способ сварки в промышленности применяется очень редко.
Значит, для угольного электрода присадочным материалом для заполнения шва будет пруток, который вводится со стороны в электрическую дугу, а при сварке металлическим электродом присадочным материалом будет металл самого электрода.
Преимущества электродуговой сварки перед газовой заключаются в том, что она в три-четыре раза дешевле газовой и безопасна от взрыва горючих газов.
Преимущества и недостатки аппаратов переменного тока для сварки
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата.
Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.

Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.

Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
 Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока.
Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя.
Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.

Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность.
Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
 Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора.
На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва.
Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов.
К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги.
К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ
 Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной.
Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается.
Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
Отличие электродов постоянного и переменного тока
Многие, даже те, кто умеет варить электросваркой, не знают, чем отличаются электроды постоянного и переменного тока. При внешнем осмотре разницу увидеть между ними не получится, однако на упаковке с электродами, четко указано, для какого тока (переменного или постоянного), они предназначены.
Первое и главное отличие электродов постоянного тока от переменного заключается в том, что при сварке на переменном токе, на электрод подается ток с определенной частотой, как правило, 50 герц. Однако, если вы будете варить электродами УОНИ, которые предназначены для сварки постоянным током, то они будут все время прилипать к металлу, а добиться стабильной дуги при сварке, навряд ли получится.
Раньше, когда инверторов не было, для сварки применялись исключительно трансформаторы, которые выдавали переменный ток. Поэтому все электроды выпускались именно для работы с переменным током. С появлением сварочных инверторов, все изменилось. Они, как раз и были созданы для преобразования и выпрямления переменного тока, в постоянный, что дало массу преимуществ для сварки.
При всем этом существует один нюанс, который связан вот с чем. Нет электродов, работающих исключительно от переменного тока. Простыми словами, электродами переменного тока можно варить и на постоянном токе, а вот наоборот, увы, не получится.
Чем отличаются электроды постоянного и переменного тока
На самом деле отличий достаточно много. Однако самое существенное из них, это обмазка электродов постоянного и переменного тока, она разная. Так, например, в электродах для сварки переменным током обмазка имеет такой состав, который позволяет при отсутствии тока, на доли секунд, не гаснуть электроду. В случае с электродами постоянного тока, дела обстоят несколько иначе.
Кроме того, из основных отличий электродов постоянного и переменного тока, следует выделить следующее:
Как видно, сварочные аппараты переменного и постоянного тока, как и электроды к ним, имеют существенные различия.
Для использования в домашних условиях или если нужно быстро освоить электросварку, сварочный инвертор куда лучше подходит для этих целей.
Чем отличается сварка переменным и постоянным током

Сварка — это простой и надежный способ соединения неразъемного метала. Сварочные работы производятся с помощью специального оборудования, начиная от микроэлектроники и заканчивая тяжелой конструкцией.
На сегодняшний день сварка осуществляется с применением постоянного и переменного напряжения. В сварочных установках переменного тока основным элементом используют трансформатор любого сооружения. А в сварочных приборах с постоянной энергией потока применяются силовые выпрямительные блоки. Правильно выбранные электросварочные электроды — залог качественной работы.
Что такое переменный ток в сварке
Переменное напряжение получило свое название, так как поток электронов непрерывно меняет направление своего движения. Во время сварочного процесса с потреблением переменного тока дуга непрерывно «скачет». Происходит это из-за регулярного отклонения от оси сварочной дуги. Конечно, это сказывается на качестве получившегося шва. В итоге, рубец широкий, а в месте соединения образуются капельки металла. Если дуга погаснет, то возобновить зажигание можно с помощью повышения напряжения.
При всем этом оборудование для электросварки переменкой, имеет свои плюсы:
Трансформаторы, по-прежнему пользуются своей популярностью.
Сварка с применением постоянного тока
Сварочные аппараты на постоянке поддерживает 2 режима работы — процесс соединения с прямой и обратной полярностью. Пользуясь такими установками необходимо регулярно следить за их режимом работы, так как одни металлы схватываются на прямой, а другие на обратной полярности.
Наиболее широко применяется прямая полярность. Сварной кратер получается глубоким и узким. Подача тепла уменьшается, скорость прохода увеличивается. Применяется для нарезки металла, имеет стабильную дугу, в результате образуется качественное соединение. Используется во время работы со сталью, толщиной от 4 мм. Большинство материалов свариваются именно на прямой полярности.
Обратная полярность применяется для соединения тонких металлов средней толщины. Электросварочный шов не глубокий, но достаточно широкий. При этой полярности нельзя пользоваться электродами, которые чувствительны к перегреву.
Основными достоинствами сварки с постоянным напряжением является:
Отличия электродов постоянного тока и переменного
Электроды условно не различаются. Но постоянный поток энергии не подходит для соединения переменным током. Электросварочные материалы, которые рассчитаны для переменки, успешно применяются и для электросварки с помощью постоянного электричества. Образующиеся электроды эксперты называют универсальными.
Универсальные электроды характеризуются:
Особенностью универсальных электросварочных электродов является, возможность изготавливать соединение металлических изделий, даже если присутствует большое расстояние между частями металлов. Они отлично подходят для электросварки коротких швов и точечного прихвата.
Сравнивая сварку на постоянном и переменном напряжении, преимуществ больше у аппаратов с постоянным потоком энергии. Экономятся сварные материалы, так как разбрызгивание минимальное. Постоянку просто и легко использовать в работе, применяется для тонкостенных изделий. Воздействие погодных условий не влияет на устойчивость дуги, обеспечивая высокую производительность. Все участки на сооружении провариваются, в итоге специалист получает качественный и аккуратный рубец.
Устройство с переменкой обеспечивает хорошее качество соединения, простоту и удобство сварочного процесса. Оборудование, которое работает на данном виде напряжения стоит намного дешевле.
Основным различием переменного и постоянного электричества является то, что на электрод во время работы подается ток или переменно с частотой 50 Гц или постоянно. В конструкции сварочного аппарата постоянного потока есть выпрямители в виде диодов, которые выпрямляют электричество на выходе и создают знакопостоянное пульсирующее значение. Современные полупроводниковые выпрямители гарантируют высокую результативность и высокий показатель полезного действия. Следовательно, более качественная сварка получится с применением постоянного потока. Как показала практика, электроды переменки — прошлый век.

Сварочный ток — самый главный параметр, от которого зависит качественное соединение. Подбирать диаметр электрода необходимо с учетом толщины металла. И отталкиваясь от его диаметра, выставляется электричество. Эту информацию можно найти на упаковке. Точных и конкретных настроек напряжения нет — каждый мастер ориентируется на свои чувства и выставляет нужный параметр напряжения.
В специальных магазинах очень широкий выбор электродов для дуговой электросварки. Покупая, обращайте внимание на качество продукции и наличие лицензии.
Как устроен аппарат для сварки постоянным током
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
 Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
 По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
 Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
 Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
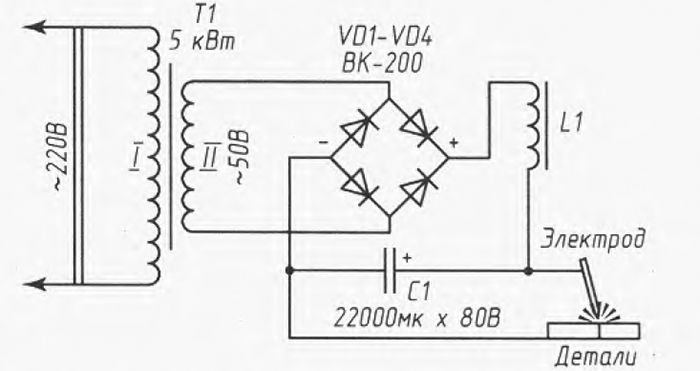
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Достоинства и недостатки инверторных сварочных аппаратов
 Сварочным инвертором уже давно никого не удивишь. И нет в этом ничего необычного, ведь любому сварщику куда удобнее оперировать с компактным и мобильным устройством, чем с тяжелым железным трансформатором. Предметом данной статьи, тем не менее, станут именно современные сварочные инверторы.
Сварочным инвертором уже давно никого не удивишь. И нет в этом ничего необычного, ведь любому сварщику куда удобнее оперировать с компактным и мобильным устройством, чем с тяжелым железным трансформатором. Предметом данной статьи, тем не менее, станут именно современные сварочные инверторы.
Мы постараемся оценить многие достоинства и некоторые немногочисленные недостатки сварочных инверторов, рассмотрим различные их опции, и в конце концов соотнесем достоинства и недостатки, чтобы даже тот, кто еще только подумывает о приобретении сварочного инвертора, смог бы уверенно подойти к принятию решения о его покупке.
Что такое сварочный инвертор сегодня? В первую очередь, — это компактный полупроводниковый сварочный аппарат, оборудованный всеми типами защит и оснащенный многими опциями, облегчающими работу сварщика, даже если он новичок в профессии.
Защита от залипания электрода, легкий поджиг дуги, защита от перегрева и т. д. Все эти возможности открываются благодаря импульсной полупроводниковой технологии, реализуемой в современных сварочных инверторах.
В отличие от традиционных сварочных трансформаторов, работающих напрямую от сети, сварочные инверторы в своей работе используют принцип высокочастотного импульсного преобразователя (полумост, мост, косой мост, чоппер).
Сетевое переменное напряжение 220-240 вольт частотой 50 Гц преобразуется сначала в постоянное напряжение 310 и более вольт (просто выпрямлением или активным преобразованием по методу PFC), затем это постоянное напряжение используется для высокочастотного преобразования энергии при помощи импульсного трансформатора или дросселя на феррите, частота здесь может в принципе достигать 200 кГц и более.
Именно благодаря высокочастотному преобразованию, размер и вес аппарата стал значительно меньше, здесь нет трансформаторного железа, а в качестве магнитопроводов индуктивных элементов используется феррит.

Коммутация в процессе высокочастотного преобразования осуществляется полупроводниковыми ключами — полевыми или IGBT-транзисторами, благо компонентная база сегодня сильно расширилась, параметры ключей год за годом улучшаются — сопротивление в открытом состоянии становится меньше, допустимый ток — больше. Для управления полупроводниковыми ключами служит драйвер, управляемый в свою очередь микроконтроллером.
Наиболее высоким КПД обладают резонансные схемы с переключением в нуле тока, позволяющие свести потери на нагрев полупроводниковых ключей к минимуму. За выпрямление высокочастотного переменного тока отвечают мощные быстродействующие диоды или синхронный выпрямитель. Конечно, нагрев компонентов так или иначе присутствует даже в резонансных схемах, поэтому в каждом инверторе есть радиаторы и вентиляторы системы охлаждения плюс система автоматической защиты от перегрева.

Итак давайте наконец рассмотрим более внимательно достоинства и недостатки сварочных инверторов. Сначала рассмотрим достоинства.
Тестирование самых распространенных сварочных инверторов на видео:
Достоинства сварочных инверторов
КПД сварочного инвертора может достигать 95% и выше, а коэффициент мощности приближается к 0,9 и даже к единице. Индуктивные потери попросту отсутствуют, благодаря высокочастотному импульсному преобразователю на полупроводниках, чего вряд ли удастся достигнуть с обычным сварочным трансформатором.
Высокочастотный импульсный преобразователь, работающий на частоте от 25 до 200 кГц эффективно понижает напряжение и автоматически отключается во время перерывов в работе, то есть электроэнергия впустую не расходуется. Система охлаждения работает независимо от силовой цепи, имеет собственное питание, и в процессе сварки или в перерывах делает свое дело.
Перепады напряжения в сети не мешают работе
Высокочастотный преобразователь внутри инвертора автоматически подстраивается под входное напряжение без ущерба для выходных параметров. Если даже напряжение в сети просядет до 165 вольт (в зависимости от модели граничное напряжение может быть разным), инвертор продолжит работать, давая требуемый сварочный ток, который задается самим сварщиком вручную перед началом работы. В случае, если напряжение упадет неприемлемо низко, сработает защита, и инвертор автоматически отключится, предотвратив перегрузку по входному току.
Точная ручная регулировка сварочного тока
Параметры сварочного тока задаются сварщиком, достаточно повернуть ручку регулятора на лицевой панели аппарата, и ток для любого электрода будет точно задан для предстоящей работы. 40-60 ампер для электрода 2 мм, 160 ампер — для 4 мм, и наконец 220-250 ампер для 6 мм электрода. Если нужно больше, есть инверторы на ток до 500 А, но они и дороже и тяжелее.
Например для собственных бытовых нужд популярны инверторы на ток до 250 ампер, и этого обычно достаточно. Точная ручная регулировка тока позволяет добиться высокого качества сварного шва, и при этом исключается недовар или перевар.
Любые электроды
Для сварки можно использовать электроды и переменного, и постоянного тока для изделий из чугуна или цветного металла. Также возможно выполнять аргонодуговую сварку при помощи неплавящегося электрода, так как инвертор может регулировать электрический ток в широком диапазоне.
Все виды защит
Точное электронное управление позволяет реализовать в сварочном инверторе все виды защит, это типичный набор, но при выборе инвертора нужно обратить внимание на то, какие именно защиты в нем реализованы.
Защита от залипания (функция «anti sticking») — если электрод накрепко залип, инвертор автоматически отключится на некоторое время, чтобы сварщик успел оторвать залипший электрод, затем питание возобновляется.
Защита от кратковременных замыканий (функция «arc force») — инвертор выдает серию мощных импульсов, чтобы расплавить застывшую каплю. Наконец тепловая защита — при перегреве полупроводниковых ключей инвертор отключит выходной ток, чтобы радиаторы как следует охладились.
Быстрый легкий поджиг
Функция «hot start» позволит легко поджечь дугу, достаточно сварщику просто чиркнуть электродом по детали. Функция реализуется путем кратковременной подачи вспомогательного импульса тока перед началом работы для облегчения поджига дуги.
Малый вес, мобильность, комфорт
Его без опаски можно поставить на строительные конструкции вроде лесов, и не бояться, что он упадет или повредит леса. В конце концов, с инвертором можно залезть куда угодно и варить в любом положении, именно поэтому сварочные инверторы так популярны и у дачников, которые сразу оценили всю прелесть легкости и мобильности.
Даже новичок легко справится
Если человек впервые учится варить, то наверняка потреплет немало нервов как себе, так и наставнику, если при обучении используется обычный железный трансформатор. Со сварочным инвертором обучение пойдет быстрее, ведь функции «hot start», «arc force» и «anti sticking» помогут новичку преодолеть типичные трудности электродуговой сварки.
Даже жены некоторых дачников проявляют сегодня интерес к столь прогрессивным сварочным аппаратам, больше похожим на какой-то бытовой прибор, чем на сварочное оборудование прошлых годов.

Недостатки сварочных инверторов
Теперь поговорим о недостатках сварочных инверторов, они все же есть, поскольку их принято считать таковыми.
Почему-то считается, что цена сварочного инвертора является недостатком. Если вы посмотрите на цены сварочных инверторов, то действительно обнаружите, что это отнюдь не копейки. Но инвертор стоит именно столько, ведь полупроводники, импульсные трансформаторы, конденсаторы, платы контроллеров, вентиляторы, радиаторы, корпус в конце концов — все это не бесплатно.
Да, придется заплатить эту цену, тем более хороший надежный и качественный инвертор, изготовленный из качественных комплектующих не может стоить дешево, ни в коем случае не стоит скупиться выбирая сварочный инвертор.
Требует ухода
Если по какой-либо причине инвертор выйдет из строя, то ремонт не будет дешевым, ибо качественные комплектующие всегда недешевы (особенно силовые компоненты, такие как IGBT-транзисторы и мощные быстродействующие диоды), и зачастую приходится менять дорогостоящие модули. Лучше не доводить до неисправностей, и обходиться лишь профилактическим обслуживанием, например продувкой сжатым воздухом.
Надеемся, что наша статья была для вас полезной, и теперь вы сможете более ответственно и прагматично подойти к решению о покупке сварочного инвертора, взвесив все «за» и «против».



