Полезная таблица — диаметр резьбы и шаг

Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
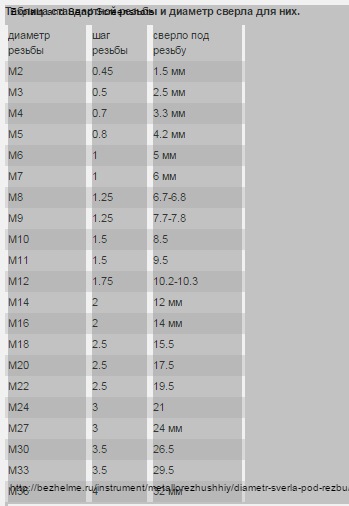
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Источник
Там же про плашки и другое по теме.
Диаметры отверстий для нарезания резьбы метчиком
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Коментарий для Юрия Баринова:сломаный в отверстии метчик можно выжечь сварочным аппаратом взяв грифельки от батарейки нагревая несколько раз и охлаждая в воде,он сам по кусочкам высыпится проверено опытно



