Процесс фрезерования
Существуют различные виды механической обработки: точение, фрезерование, сверление, строгание и т. д. Несмотря на конструкционные отличия станков и особенности технологий, управляющие программы для фрезерных, токарных, электроэрозионных, деревообрабатывающих и других станков с ЧПУ создаются по одному принципу. В этой книге основное внимание будет уделено программированию фрезерной обработки. Освоив эту разностороннюю технологию, вероятнее всего, вы самостоятельно разберетесь и с программированием других видов обработки. Вспомним некоторые элементы теории фрезерования, которые вам обязательно пригодятся при создании управляющих программ и работе на станке.

Рис. 2.1. Процесс формирования кармана
Процесс фрезерования заключается в срезании с заготовки лишнего слоя материала для получения детали требуемой формы, размеров и шероховатости обработанных поверхностей. При этом на станке осуществляется перемещение инструмента (фрезы) относительно заготовки или, как в нашем случае (для станка на рис. 1.4–1.5), перемещение заготовки относительно инструмента.
Для осуществления процесса резания необходимо иметь два движения – главное и движение подачи. При фрезеровании главным движением является вращение инструмента, а движением подачи – поступательное движение заготовки. В процессе резания происходит образование новых поверхностей путем деформирования и отделения поверхностных слоев с образованием стружки.
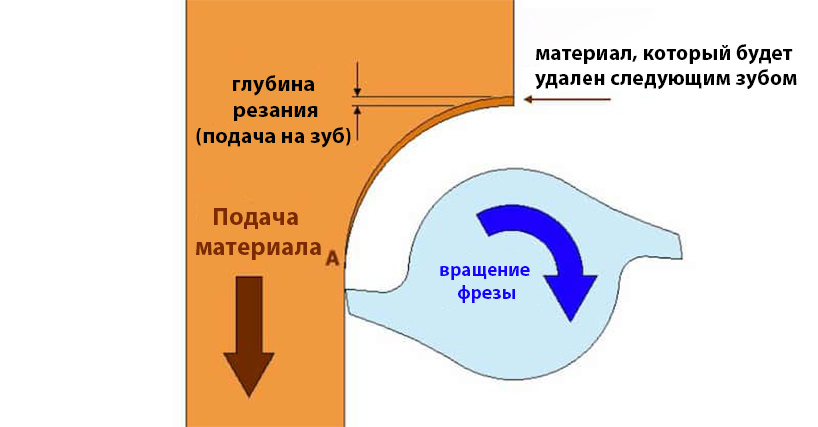
При обработке различают встречное и попутное фрезерование. Попутное фрезерование, или фрезерование по подаче, – способ, при котором направления движения заготовки и вектора скорости резания совпадают. При этом толщина стружки на входе зуба в резание максимальна и уменьшается до нулевого значения на выходе. При попутном фрезеровании условия входа пластины в резание более благоприятные. Удается избежать высоких температур в зоне резания и минимизировать склонность материала заготовки к упрочнению. Большая толщина стружки является в данном случае преимуществом. Силы резания прижимают заготовку к столу станка, а пластины – в гнезда корпуса, способствуя их надежному креплению. Попутное фрезерование является предпочтительным при условии, что жесткость оборудования, крепления и сам обрабатываемый материал позволяют применять данный метод.

Рис. 2.2. Попутное фрезерование

Рис. 2.3. Встречное фрезерование
В процессе фрезерования стружка налипает на режущую кромку и препятствует ее работе в следующий момент врезания. При встречном фрезеровании это может привести к заклиниванию стружки между пластиной и заготовкой и, соответственно, к повреждению пластины. Попутное фрезерование позволяет избежать подобных ситуаций. На современных станках с ЧПУ, которые обладают высокой жесткостью, виброустойчивостью и у которых отсутствуют люфты в сопряжении ходовой винт-гайка, применяется в основном попутное фрезерование.
Припуск – слой материала заготовки, который необходимо удалить при обработке. Припуск можно удалить в зависимости от его величины за один или несколько проходов фрезы.
Принято различать черновое и чистовое фрезерования. При черновом фрезеровании обработку производят с максимально допустимыми режимами резания для выборки наибольшего объема материала за минимальное время. При этом, как правило, оставляют небольшой припуск для последующей чистовой обработки. Чистовое фрезерование используется для получения деталей с окончательными размерами и высоким качеством поверхностей.
§ 2. Фрезерование
Сущность процесса фрезерования. Фрезерование — процесс резания металла, осуществляемый вращающимся режущим инструментом при одновременной линейной подаче заготовки. Материал с заготовки снимают на определенную глубину фрезой, работающей либо торцовой стороной, либо периферией. Главным движением при фрезеровании является вращение фрезы v (рис. 33). Скорость главного движения определяет скорость вращения фрезы. Движением подачи s при фрезеровании является поступательное перемещение обрабатываемой заготовки в продольном,

Рис. 33. Схемы фрезерования:
поперечном или вертикальном направлениях. Процесс фрезерования является прерывистым процессом. Каждый зуб фрезы снимает дружку переменной толщины. Операции фрезерования могут быть подразделены на два типа: а) цилиндрическое фрезерование (рис. 33, а); б) торцовое фрезерование (оис. 33, б и в).
При цилиндрическом фрезеровании резание осуществляется зубьями, расположенными на периферии фрезы, и обработанная поверхность 1 является плоскостью, параллельной оси вращения фрезы 2.
На рис. 33, а показана фреза с прямым зубом. Наряду с прямозубыми применяются фрезы с винтовыми зубьями (рис.34).

Рис. 34. Фрезерование цилиндрической винтовой фрезой: В— ширина фрезерования,t— глубина фрезерования, s— наибольшая толщина среза
При торцовом фрезеровании (см. рис. 33) резание осуществляется периферийными и торцовыми режущими кромками зубьев. Толщина среза увеличивается к центру среза и уменьшается в месте выхода фрезы из контакта с заготовкой. Начальная и конечная толщина среза зависит от отношения ширины заготовки к диаметру фрезы. Изменение толщины среза зависит также от симметричности расположения фрезы относительно заготовки. Большинство других процессов фрезерования являются комбинацией цилиндрического и торцового методов фрезерования.
Особенности стружкообразования при фрезеровании.Процесс образования стружки при фрезеровании сопровождается теми же явлениями, что и при точении. Это деформации, теплообразование, образование нароста, вибрации, износ инструмента и др. Но при фрезеровании имеются свои особенности. Резец при точении находится под постоянным действием стружки вдоль всей длины обработки. При фрезеровании зуб за один оборот фрезы находится под действием стружки незначительное время. Большую часть оборота зуб не участвует в резании, за ^о время он охлаждается, что положительно отражается на его стойкости. Вход зуба в контакт с обрабатываемой заготовкой сопровождается ударом о его режущую кромку; ударная нагрузка снижает стойкость зуб; фрезы.
Фрезерование против подачи и по подаче.При фрезеровании цилиндрическими и дисковыми фрезами различают встречное фрезерование — против подачи и попутное—фрезерование по подаче. Когда окружная скорость фрезы противоположна на правлению подачи (рис. 35,а), процесс

Рис. 35. Фрезерование против подачи (о) и по подаче (б)
Встречное фрезерование характеризуется тем, что нагрузка на зуб увеличивается постепенно, так как толщина среза изменяется от нуля при входе до максимума при выходе зуба из заготовки. Зуб фрезы работает из-под корки, выламывая корку снизу, фреза «отрывает» заготовку от стола, приподнимая вместе с ней и стол станка, увеличивая зазоры между направляющими стола и станины, что при значительных нагрузках приводит к дрожанию и увеличению шероховатости обработанной поверхности.
При попутном фрезеровании заготовка прижимается к столу, выбирая имеющиеся зазоры в направляющих стола и станины. Зуб фрезы начинает работать с наибольшей толщиной и сразу подвергается максимальной нагрузке.
Равномерностьфрезерования.В процессе фрезерования прямозубой фрезой зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из него сразу по всей ширине фрезерования. Может оказаться, что в работе будет находиться только один зуб прямозубой фрезы, т. е. когда впереди идущий зуб уже вышел из контакта с обрабатываемой заготовкой, а следующий за ним зуб не вышел в контакт. В этом случае площадь поперечного сечения среза будет изменяться от нулевого значения до максимального с последующим падением до нуля или от максимального значения до нуля. Также неравномерно будет изменяться сила резания, а следовательно, будет неравномерная периодическая нагрузка на станок, инструмент и обрабатываемую заготовку. Это явления носит название неравномерности фрезерования. На рис. 36

Рис. 36. Схема работы однозубой (условной) фрезой
показана упрощенная схема работы прямозубой фрезы. На фрезе условно показан один зуб. Зуб врезается в заготовку сразу по всей ширине фрезерования. Фреза испытывает толчок. При дальнейшем повороте фрезы толщина стружки будет постепенно увеличиваться (положения 2, 3, 4),будет увеличиваться и сила резания. На участке4—5зуб фрезы одновременно выходит из обрабатываемого металла, и сила резания быстро уменьшается до нуля.
Как видно, нагрузка на зуб фрезы в процессе резания резко изменяется. Чем большее число зубьев будет участвовать в работе одновременно, тем более равномерным будет фрезерование. На рис. 37 показана схема работы цилиндрической фрезы с винтовыми зубьями. Зуб такой фрезы врезается в

Рис. 37. Схема работы фрезы с винтовым зубом
обрабатываемую деталь не сразу по всей длине, а постепенно. На участке 1—3 площадь сечения срезаемого слоя (заштрихована) увеличивается, а значит, увеличивается и сила резания. На участке 3—4 площадь сечения срезаемого слоя и силы резания оказываются постоянными. При дальнейшем движении зуба (участок 4—6) площадь сечения срезаемого слоя и сила резания постепенно уменьшаются. Таким образом, изменение силы резания при работе винтового зуба происходит более плавно, а на некоторых участках сила резания постоянна.
Для обеспечения равномерности фрезерования в работе одновременно должно участвовать не меньше двух зубьев фрезы. Каждый следующий зуб должен вступать в работу в тот момент, когда предыдущий начинает выходить из металла. Для выполнения этого условия нужно, чтобы в тот момент, когда один из двух зубьев попал в положение 6, второй зуб был в положении 1. Это возможно, если расстояние между двумя соседними зубьями фрезы, измеренное вдоль её оси (осевой шаг), должно быть равной ширине фрезерования В (см. рис. 34). Если в работе одновременно участвует более двух зубьев, то осевой шаг должен укладываться по ширине фрезерования целое число раз. Необходимым условием равномерного фрезерования является равенство или кратность (в целых числах) ширины фрезерования В осевому шагу фрезы.
При торцовом фрезеровании всегда имеет место неравномерность фрезерования. Чем больше число одновременно работающих зубьев торцовой фрезы и чем больше отношение ширины фрезерования к диаметру фрезы, тем больше будет равномерность фрезерования.
Устройство фрез и их назначение
Фреза — многозубый инструмент, представляющий собой тело вращения, на образующей поверхности которого, а иногда на торце расположены режущие зубья. На рис. 38 показаны основные типы фрез и поверхности, которые ими обрабатывают.

Рис. 38. Типы фрез и виды фрезерования:
Фрезы с неперетачиваемыми твердосплавными пластинками. В последнее время все большее распространение




Рис. 39. Набор фрез с неперетачиваемыми пластинками
получают фрезы с неперетачиваемыми поворотными пластинками, обеспечивающие большой съем металла в единицу времени, быстроту и простоту обращения’ с инструментом, требуемое качество обработанной поверхности и надежность в работе благодаря прочной режущей кромке.
На рис. 39 показан набор фрез с неперетачиваемыми пластинками: а— торцовая, б — цилиндрическая, в — концевая и г—дисковая, которые позволяют решать связанные с фрезерованием задачи любого типа. Для обеспечения требуемой осевой размерной точности используется установка пластинок в корпусе фрезы по трем точкам (рис. 40). Способ установки пластинок

Рис. 40. Метод установки твердосплавных пластинок на три точки
по трем точкам позволяет добиться геометрически однозначной установки пластинки во фрезе.
Форма и элементы зуба. Фрезы делаются с остроконечными (рис. 41. а) или затылованными зубьями (рис. 41,6). Известны три типа остроконечных зубьев: трапецеидальная форма (рис. 42,а), параболическая (рис. 42, б) и с двойной спинкой (рис. 42, в). Зуб трапецеидальной формы определяется углом  .
.


Рис. 42. Типы остроконечных фрез
Зубья трапецеидальной формы просты в изготовлении, но несколько ослаблены. Параболическая форма обладает равнопрочностью всех сечений пути на изгиб. Остроконечные зубья обладают стойкостью в 1,5—3 раза выше стойкости фрез с затылованными зубьями, простотой в изготовлении, обеспечивают низкую шероховатость обработанной поверхности детали. Остроконечная форма используется в основном для фрез общего назначения. На рис. 41,6 показана фреза с эатылованным зубом. Задняя поверхность зуба имеет криволинейную форму обычно в виде архимедовой спирали
Режущие зубья фрез могут быть расположены как на цилиндрической поверхности, так и на торце. Зуб цилиндрической фрезы можно сравнить с простым резцом. Обозначения поверхностей режущих кромок и других элементов зубьев аналогичны названиям и обозначениям резца 6 (рис. 43,2, 3 и 4>. Поверхность 1, по которой сходит стружка, называется передней поверхностью зуба.

Рис. 43. Сравнение формы и элементов резца н зуба фрезы
Поверхность 4, обращенная при резании к поверхности резания, называется задней поверхностью зуба. Поверхность 5, смежная с передней и задней поверхностями соседних зубьев, называется спинкой зуба. Режущая кромка 2 есть линия, образованная передней и задней поверхностями зуба.
Главный задний угол ау фрез из быстрорежущих сталей равен 12—30°. У торцовых фрез с твердосплавными пластинками уголаравен 6-15°.
Торцовые фрезы характеризуются также углами в плане и углом наклона главной режущей кромки  .У цилиндрических, концевых и дисковых фрез угол
.У цилиндрических, концевых и дисковых фрез угол  равен углу наклона винтового зуба, т. е.
равен углу наклона винтового зуба, т. е.  =
= .Угол
.Угол  влияет на прочность и стойкость зуба фрезы. Угол
влияет на прочность и стойкость зуба фрезы. Угол  колеблется в пределах от 0 до 15°.
колеблется в пределах от 0 до 15°.
Главный угол в плане  (рис. 44) влияет на толщину и ширину среза (при одной и той же подаче и глубине),
(рис. 44) влияет на толщину и ширину среза (при одной и той же подаче и глубине),

Рис. 44. Геометрические параметры режущей части фрезы
на соотношение составляющих сил, действующих на фрезу, на стойкость фрезы и качество обработанной поверхности. Главный угол в плане принимают обычно равным 45— 60°. Меньшие значения угла  (10— 30°) используются при наличии станков повышенной жесткости и виброустойчивости.
(10— 30°) используются при наличии станков повышенной жесткости и виброустойчивости.
Вспомогательный угол в плане  служит для уменьшения трения вспомогательной режущей кромки об обработанную поверхность и принимается для торцовых фрез равным 1—10°. Главный угол в плане переходной кромки
служит для уменьшения трения вспомогательной режущей кромки об обработанную поверхность и принимается для торцовых фрез равным 1—10°. Главный угол в плане переходной кромки  принимается равным 15—30°. Значения геометрических параметров для различных фрез и условий обработки приведены в справочниках по режимам фрезерования и справочнике технолога.
принимается равным 15—30°. Значения геометрических параметров для различных фрез и условий обработки приведены в справочниках по режимам фрезерования и справочнике технолога.
Элементы срезаемого слоя (толщина, ширина и поперечное сечение). Толщиной среза а (рис, 45)

Рис. 45. Элементы срезаемого слоя при фрезеровании цилиндрической прямозубой фрезой
при фрезеровании называется расстояние между двумя последовательными положениями линии контакта соответствующих точек режущих кромок двух соседних зубьев с обрабатываемой заготовкой.
Средняя толщина среза (мм) определяется по формуле
Ширина среза b при цилиндрическом фрезеровании — это общая длина контакта режущих кромок фрезы с обрабатываемой деталью. Ширина равна произведению длины контакта одного зуба фрезы с обрабатываемой деталью В на число зубьев фрезы г, находящихся в контакте с деталью, т. е. b=Вz‘. Ширина среза (мм) может быть определена по формуле

Площадь поперечного сечения среза определяется по формуле , справедливой для всех видов фрезерования.
, справедливой для всех видов фрезерования.
Элементы режима резания. Скорость резания при фрезеровании—это длина пути (в м), которую проходит за одну минуту наиболее удаленная от оси вращения точка главной режущей кромки.
Скорость резания (в м/мин или м/с) может быть выражена формулой

При фрезеровании различают подачи: на зуб, на оборот и минутную подачу.
Подачей на зуб (sz мм/зуб) называется величина перемещения заготовки или фрезы за время поворота фрезы на один шаг, т. е. на угол между двумя соседними зубьями. На рис. 46 показаны срезы стружки, снимаемой зубьями 1, 2, 3, 4. 8, соответствующие подачам s1, s2, s3. s8.

Подачей на оборот (s0, мм/об) называется величина перемещения детали (или фрезы) за время одного полного оборота фрезы. Подача за один оборот равняется подаче на зуб, умноженной на число зубьев фрезы:
где z— число зубьев фрезы.
На рис. 46 величина подачи за один оборот соответствует сумме восьми подач на зуб.
Минутной подачей (sм. мм/мин) называется величина перемещения детали (или фрезы) в процессе резания за одну минуту. Минутная подача измеряется в мм/мин:
Зная минутную подачу, можно подсчитать время, необходимое для фрезерования детали. Для этого достаточно разделить длину обработки (т. е. путь, который должна пройти заготовка по отношению к фрезе) на минутную подачу. Таким образом, по величине минутной подачи удобно судить о производительности.
Глубиной фрезерования (t) называется расстояние между обработанной и обрабатываемой поверхностями (см. рис. 34,38).
Шириной фрезерования (В) называется ширина обработанной за один рабочий ход поверхности.
На рис. 38 показаны примеры обозначений глубины и ширины в зависимости от вида работ.
Силы резания н мощность при фрезеровании.
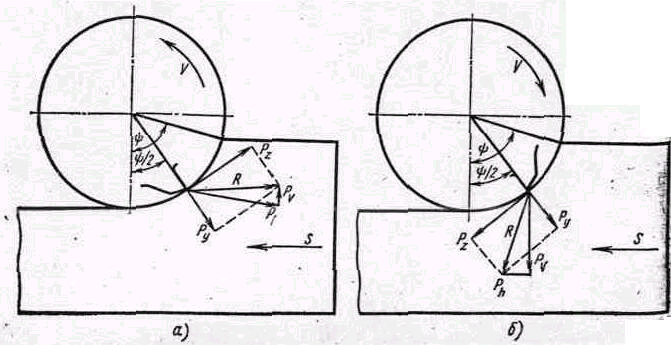
Рве. 47. Составляющие силы резания при цилиндрическом фрезеровании
Для прямозубой цилиндрической фрезы (рис. 47) равнодействующую силу резания Рвсех одновременно режущих зубьев фрезы можно разложить «на окружную составляющуюРz,направленную по касательной к траектории движения точки на лезвии фрезы (перпендикулярно радиусу), и радиальную составляющуюРу,направленную по радиусам.
Равнодействующую силу Rпо правилу параллелограмма можно разложить на две взаимно перпендикулярные составляющие: горизонтальную и вертикальную.
Окружная составляющая сила резания Рzоказывает влияние на мощность резания. Горизонтальная составляющая силы резанияРhвоздействует на механизм подачи стола фрезерного станка. Вертикальная составляющая силы резанияРvстремится отжать стол при фрезеровании против подачи (рис. 47, д), а при фрезеровании по подаче (рис. 47,б) —прижать стол к направляющим.
Мощность (Вт), необходимая для осуществления процесса резания, равна произведению окружной составляющей силы резания Pzна скорость резания:
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции

Итак, мы собираемся глубоко погрузиться в процесс фрезерования, изучая различные аспекты самого процесса, а также оборудования. Это поможет вам понять, требуются ли вам услуги фрезерования с ЧПУ для производства деталей или существует более экономичная альтернатива.

Что такое фрезерование с ЧПУ?
Мы рассмотрим процесс, механизмы и т. д. Но давайте сначала проясним, что означает фрезерный станок с ЧПУ, и внесем ясность в некоторые из наиболее запутанных моментов самого термина.
Во-первых, люди часто спрашивают о механической обработке с ЧПУ, когда ищут фрезерование. Механическая обработка включает в себя как фрезерование, так и токарную обработку, но эти два процесса имеют явные различия. Механическая обработка относится к технологии механической резки, которая использует физический контакт для удаления материала с использованием широкого спектра инструментов.
Поэтому к станкам с ЧПУ также относятся лазерные резаки, плазменные резаки, гибочные прессы и т.д.
Процесс фрезерования

Мы могли бы ограничиться описанием только процесса изготовления, но обзор всего процесса дает более целостную картину.
Процесс фрезерования включает:
Проектирование файлов САПР и перевод в код
Первым шагом является создание виртуального представления конечного продукта в программном обеспечении САПР. Существует множество мощных программ CAD-CAM, которые позволяют пользователю создавать необходимый G-код для обработки.
Код доступен для проверки и изменения, если необходимо, в соответствии с возможностями машины. Кроме того, инженеры-технологи могут смоделировать весь процесс резки с помощью такого программного обеспечения.
Это позволяет проверять ошибки в дизайне, чтобы избежать создания моделей, которые невозможно изготовить.
G-код также можно написать вручную, как это делалось раньше. Однако это значительно удлиняет весь процесс. Поэтому мы предлагаем в полной мере использовать возможности современного инженерного программного обеспечения.
Хотя станки с ЧПУ выполняют резку автоматически, многие другие аспекты процесса требуют участия оператора станка. Например, закрепление заготовки на рабочем столе, а также прикрепление фрезерного инструмента к шпинделю станка.
Ручное фрезерование сильно зависит от операторов, в то время как новые модели имеют более совершенные системы автоматизации. Современные фрезерные центры также могут иметь возможность работы с подвижной оснасткой. Это означает, что они могут менять инструменты на ходу во время производственного процесса. Так что остановок меньше, но их все равно нужно выставить заранее.
После завершения начальной настройки оператор в последний раз проверяет программу машины, прежде чем дать машине зеленый свет для запуска.
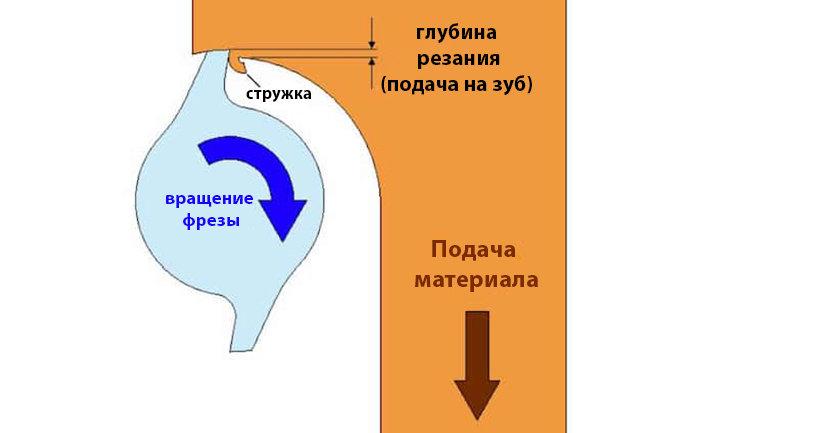
В процессе фрезерования используется вращающийся инструмент, который входит в контакт с заготовкой, чтобы отрезать стружку. В результате непрерывной резки получается желаемая форма.
Однако есть несколько различных способов выполнения резки:
Механика обычного фрезерования:
Более новые фрезерные станки с ЧПУ используют встречное фрезерование.
Особенности встречного фрезерования:
Процесс фрезерования обычно состоит из нескольких различных операций, но это зависит от формы конечного продукта и состояния заготовки. Часто фрезерование необходимо для придания точной отделки и добавления нескольких элементов, таких как пазы или резьбовые отверстия.
Но он также подходит для создания готовой детали из блока материала. Первые операции используют более крупные инструменты, чтобы быстро вырезать материал, чтобы закрепить процесс до получения приблизительной формы конечной детали.
Смена инструмента необходима для создания высокоточных обрабатываемых деталей. Высокая точность фрезерования достигается на последнем этапе, благодаря чему технические допуски и шероховатость поверхности достигаются до уровней, трудно сопоставимых с любым другим производственным процессом.
Компоненты фрезерного станка:
Теперь давайте посмотрим, из чего состоит фрезерный станок. Хотя новые фрезерные центры могут выполнять все виды операций, они также более сложные. Поэтому здесь мы придерживаемся более традиционных верстаков, чтобы дать обзор компонентов машины.
Горизонтально-фрезерный станок:
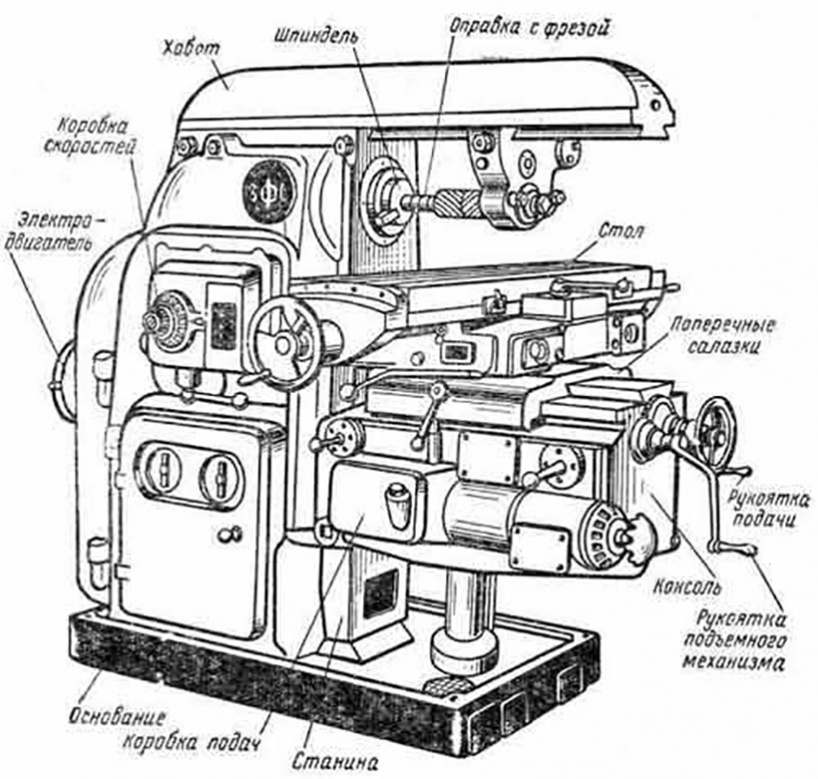
Построить горизонтальный фрезерный станок довольно просто. Режущий инструмент прикрепляется к оправке. Когда необходима смена инструмента, вы можете снять кронштейн оправки и распорки для замены инструментов.
Для фиксации заготовки на рабочем столе необходимы тиски. Траверс может перемещать стол по осям X, Y и Z для перемещения заготовки.
Конечно, новые машины выглядят немного иначе, что делает их пригодными для автоматизации. Горизонтальные фрезерные центры могут иметь несколько шпинделей с различными инструментами на них для сокращения времени оборачиваемости. Кроме того, стол и инструменты могут перемещаться в большем количестве направлений, включая оси вращения.
Тем не менее, основы те же, и понимания более традиционной машины достаточно, чтобы понять современные.
Преимущества горизонтального фрезерования:
Вертикальный фрезерный станок:
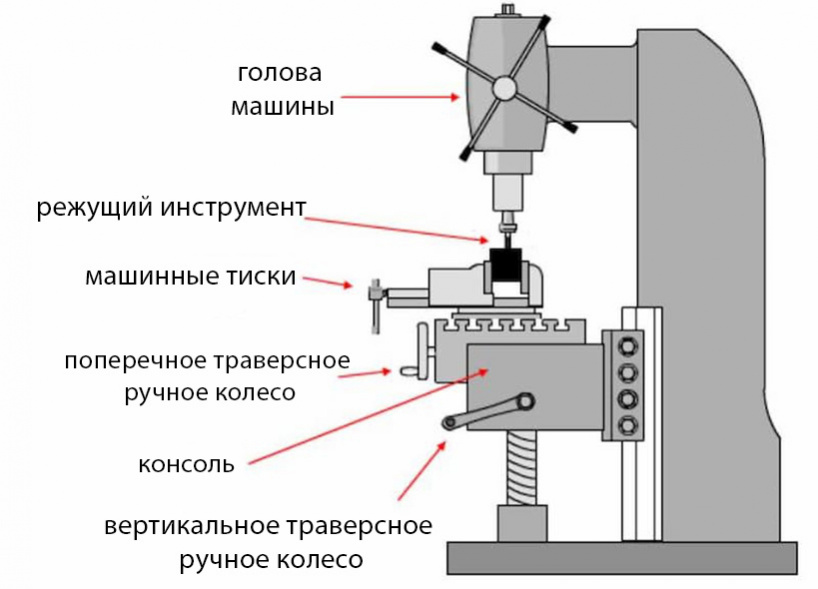
Опять же, название вертикальный фрезерный станок довольно очевидно, если посмотреть на изображение выше. Поскольку ось инструмента расположена вертикально, она лучше подходит для концевого фрезерования.
Расположение стола идентично горизонтальному фрезерному станку, что дает возможность перемещать его в тех же трех направлениях.
Современные 5-осевые вертикальные фрезерные станки позволяют вращать деталь для большего доступа и сокращения времени оборота. Автоматизация всех перемещений позволяет повысить точность, сократить время выполнения заказа и получить почти идентичные партии деталей.
Преимущества вертикального фрезерования:
Типы фрезерных станков:
Сегодня на рынке доступно множество разнообразных продуктов. Также существует множество способов классификации. Основы остаются практически одинаковыми везде, с некоторыми модификациями, открывающими больше возможностей и, следовательно, с другим типом фрезерного станка.
Вот самые распространенные виды фрезерных станков:
Фрезерные станки с крестовым столом:

В конструкции фрезерного станка с крестовым столом предусмотрена устойчивая станина станка. В то время как большие и тяжелые детали могут привести к нестабильности консольно-фрезерных станков, станина такого станка может удержать свои позиции. Длинная станина означает, что к станине можно прикрепить сразу несколько деталей, что сокращает время простоя и повышает эффективность работы на рабочем полу.
Рабочий стол прикрепляется непосредственно к станине станка и может двигаться в 2 направлениях. Головка шпинделя, конечно, может перемещаться в осевом направлении для определения глубины резания. Положение оси зависит от станка, так как бывают как горизонтальные, так и вертикальные станины, а также универсальные станки. Все они также могут быть автоматизированы с помощью ЧПУ.
Консольно-фрезерные станки:

Эти машины подходят для производства деталей от малых до средних. Ограничение возникает из-за того, что консольно-фрезерные станки обеспечивают меньшую устойчивость, чем, например, фрезерные станки с крестовым столом. Также рама устанавливает собственные ограничения для размеров деталей.
Эти машины требуют ручной смены инструмента после каждой операции, что немного замедляет весь процесс. Тем не менее, современные обрабатывающие центры с ЧПУ включают в себя возможности консольно-фрезерных станков.
Фрезерные станки с выдвижной шпиндельной бабкой:
Продольно-фрезерные станки:
Продольно-фрезерные станки очень похожи на фрезерные станки с крестовым столом. Оба имеют большие рабочие столы и шпиндели, которые могут двигаться в 3-х направлениях. Основное отличие заключается в способности продольно фрезерных станков одновременно работать с большим количеством фрезерных инструментов. Количество различных инструментов обычно достигает 4.
Дополнительная гибкость увеличивает их эффективность и снижает потребность в остановке обработки для смены инструментов.
Сколько осей?
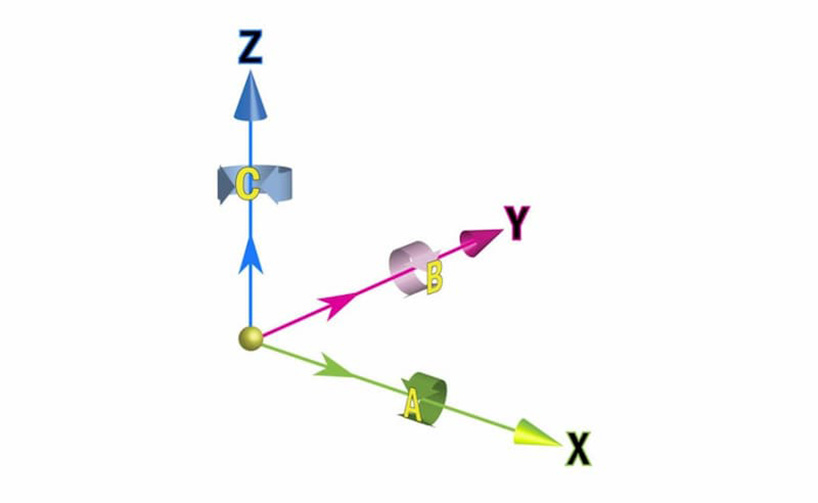
Мы уже упоминали различные оси в этой статье. Но давайте полностью проясним, что каждый из них означает.
3-х осевое фрезерование
Контроллеры ЧПУ обеспечивают одновременное перемещение трех, обеспечивая необходимую гибкость для большинства потребностей обработки.
Как вы можете догадаться, все, что было верно для 4-осевого фрезерного станка, применимо и к 5-осевуму. Но теперь мы добавляем ось B, которая дает вращательное движение вокруг оси Y.
5-осевые обрабатывающие станки с ЧПУ стоят намного дороже, чем другие варианты, но позволяют изготавливать очень сложные детали за один раз. Никаких дополнительных настроек не требуется, поскольку срок службы инструмента увеличивается за счет возможности подходящего позиционирования детали.
6-осевой фрезерный станок:
6-осевые фрезерные центры с ЧПУ не слишком распространены из-за высокой цены. Они могут быть на 75% быстрее, чем 5-осевые станки, но необходимость в таких возможностях достаточно редка, чтобы оправдать затраты. На видео выше также показано сравнение 5-осевого и 6-осевого фрезерного станка.
6-осевой фрезерный станок имеет стационарный рабочий стол, а вся свобода передвижения предоставлена режущей головке. Она может двигаться в трех направлениях, а также вращаться вокруг всех этих осей.
Фрезерные операции с ЧПУ:
Фрезерование подходит для множества различных функций, включая нарезание резьбы, снятие фаски, прорезание пазов и т. д. Это позволяет создавать сложные конструкции на одном фрезерном центре с ЧПУ с завидной точностью. Эти допуски на станках с ЧПУ около +/- 0,1 мм.
Для создания этих вышеупомянутых функций требуется множество различных фрезерных операций:
Обычное фрезерование:
Обычное фрезерование также широко известно как фрезерование поверхности. В нем используется горизонтальная фреза, что означает, что ось вращения режущего инструмента параллельна режущей поверхности.
При фрезерование поверхности могут использоваться различные фрезы, широкие или узкие, в зависимости от необходимого результата. Использование широкой фрезы может привести к быстрому съему материала в сочетании с низкой скоростью резания, высокой скоростью подачи и крупными зубьями фрезы. Конечно, обработка поверхности такой резки может не соответствовать требованиям.
Следовательно, второй шаг может включать смену инструментов для использования более мелких резцов. Это также требует более высоких скоростей резания и более низких скоростей подачи, поэтому количество снимаемого материала в единицу времени меньше. В то же время финальная отделка получается более аккуратной. Таким образом, сочетание этих двух факторов является хорошим выбором с экономической точки зрения.
Торцевое фрезерование:
В этой операции используется режущий инструмент с зубьями по бокам и на конце. Ось инструмента перпендикулярна обрабатываемой детали.
Торцевое фрезерование часто происходит после фрезерования поверхности, так как оно позволяет получить более сложные контуры и оставляет красивую поверхность. Зубцы по бокам выполняют большую часть работы по резке, а зубцы на кончике обрабатывают поверхность.
Угловое фрезерование:
Эта операция фрезерования позволяет нам создавать фаски, канавки и т. д. Есть несколько способов выполнить эти функции.
В случае обычного 3-осевого фрезерного станка наиболее целесообразно использовать разные фрезы. Это могут быть фрезы «ласточкин хвост» для обработки канавок под углом или просто фрезы с конической режущей головкой для снятия фасок. Обратите внимание, что эти двое в основном противоположны друг другу.
Ось фрезы может быть перпендикулярна или расположена на одной линии с поверхностью.
Фрезерование формы:
Этот тип фрезерования требует специального инструмента для создания более сложных контуров поверхности. Выпуклые и вогнутые фрезы являются примерами инструментов, которые здесь используются.
Фрезерование формы помогает создать эти контуры поверхности за один проход. Инструменты могут помочь создать круглые выемки, скругленные края и т. д. Инструменты должны иметь правильные параметры для достижения желаемого результата.
Профильное фрезерование:
При черновой обработке используются круглые пластины для выполнения начальной работы по удалению большей части материала. Концевые фрезы со сферическим концом идеально подходят для получистовой и чистовой обработки.
Такая работа в значительной степени выиграет от фрезерования с ЧПУ, поскольку 4- и 5-осевая технология может значительно ускорить операции, а также обеспечить лучшее качество.
Зубофрезерование:
Сначала идет зубофрезерование. Мягкость материала позволяет с легкостью изготавливать деталь, обеспечивая при этом большие допуски. Затем шестерни проходят процесс термообработки для упрочнения поверхности. После этого токарная обработка с ЧПУ будет отвечать за конечный результат.
Подходящие материалы:
Фрезерование с ЧПУ можно использовать для обработки множества различных материалов. Выбор, конечно же, сводится к требованиям. Процесс выбора состоит из следующих этапов:
Если вам понравился данная статья, то поделитесь её со своими друзьями, оставляйте комментарии и ставьте лайк!



