какие функции не выполняет смазка подшипника
Какие функции выполняет смазка для подшипников?
В процессе работы любого механизма на подшипник действует нагрузка разной силы и характера. При этом подшипник должен обеспечить быстрое и легкое качение или вращение элементов механизма.
Так как в большинстве узлов, где применяются подшипники, используются металлические запчасти, для их движения с минимальным сопротивлением необходимо использовать смазочные вещества.
Для чего нужна смазка?
Если говорить упрощенно, то смазка нужна, чтобы сократить трение при движении и соприкосновении металлических деталей узла. Если более детально разбираться, какие функции выполняет смазка для подшипников, получится, что это вещество такое же незаменимое для бесперебойной работы механизма, как вода для жизни человека.
Функции смазки:
— Маслянистая пленка, которая образуется благодаря использованию смазки, уменьшает трение внешних поверхностей деталей механизма. Это значит, что детали прослужат дольше благодаря смазке.
— Снизить изнашиваемость деталей смазка также помогает в механизмах с ударными нагрузками. Маслянистая пленка служит тонкой прокладкой между деталями и уменьшает силу удара.
— В процессе работы любого механизма выделяется определенное количество тепла. Если тепла слишком много, механизм перегревается и может выйти из строя. Чтобы этого не случилось, используется смазка, которая за счет своего состава равномерно распределяет тепло по поверхности всех взаимодействующих деталей и не дает им нагреваться до критического состояния.
— Скорость движения подшипника зависит не только от его конструкции и размера. Как быстро движется деталь и весь механизм, во многом зависит от смазки, которая при правильном использовании увеличивает скольжение.
— Металлические детали подвержены возникновению коррозии, которая возникает из-за взаимодействия металла с окружающей средой. Смазка препятствует появлению и распространению коррозии и тем самым увеличивает срок службы запчастей.
— Причиной остановки механизма может стать большое количество пыли, очистить которую трудно, так как не все детали в определенном механизме находятся в легком доступе. При этом избежать возникновения пыли и грязи в любых промышленных механизмах невозможно. Смазка помогает защитить механизм от пыли и любых мелких частиц.
Как выбрать смазку?
Выбор смазки зависит от условий эксплуатации механизма. В некоторых случаях производители закладывают смазку в подшипник и делают его закрытым, чтобы облегчить жизнь покупателям. Такие подшипники относятся к закрытому типу и применяются в механизмах, где смазать деталь обычным способом невозможно.
Важный момент при выборе смазки – температура. Смазки отличаются по составу, а некоторые химические элементы могут разрушаться от воздействия высокой температуры.
На выбор смазки влияют скорость вращения детали, окружающая среда и сила нагрузки. Так, при больших нагрузках рекомендуется применять графит и молибден, а на больших скоростях лучше использовать синтетические смазки.
Таким образом, невозможно дать однозначный ответ на вопрос о том, как выбрать идеальную смазку. При выборе нужно учитывать целый ряд факторов, а также не забывать о том, какие функции выполняет смазка для подшипников.
Смазка для подшипников – основные критерии выбора
 Подшипник – это основной элемент вращающихся узлов современных машин и механизмов, на который прилагаются серьёзные нагрузки. Длительная работа подшипника – залог длительной и бесперебойной работы всего механизма и важным фактором здесь является использование качественной смазки. В данной статье мы расскажем о типах смазок, используемых в современных подшипниках и остановимся на том, какие смазки для подшипников применимы в тех или иных случаях.
Подшипник – это основной элемент вращающихся узлов современных машин и механизмов, на который прилагаются серьёзные нагрузки. Длительная работа подшипника – залог длительной и бесперебойной работы всего механизма и важным фактором здесь является использование качественной смазки. В данной статье мы расскажем о типах смазок, используемых в современных подшипниках и остановимся на том, какие смазки для подшипников применимы в тех или иных случаях.
Основные функции смазки для подшипников
Применение смазки имеет определенную цель:
Чтобы выбранная смазка подшипников качения соответствовала вышеуказанным требованиям необходимо учесть условия эксплуатации машины или механизма.
Температура
При эксплуатации в условиях низких температур смазка для подшипников высокотемпературная густеет и кристаллизуется. При обратном выборе (превышении допустимой температуры) будет высыхать и коксоваться. Поэтому кратко перечислим основные рекомендации при выборе смазки:
Температура важный, но далеко не единственный фактор, влияющий на выбор. Важную роль играют частота вращения деталей, нагрузка и окружающая среда.
Режим работы, нагрузка и окружающая среда
Выбор смазки должен основываться на количестве оборотов вращающегося узла. Так, современная смазка для высокоскоростных подшипников является синтетической. Важным является и учет факторов окружающей среды воздействующих на подшипник – вода, пыль, пар, кислота и т. д. При наличии негативных факторов окружающей среды следует выбирать максимально устойчивые к данным факторам смазки. И третий важный фактор – нагрузка. Чем она выше, тем сильнее выдавливается смазка. Так, например, из-за выдавливания используется литиевая смазка выжимного подшипника сцепления. Наиболее восприимчивыми к высоким нагрузкам являются твердые смазки – графит и молибден, но следует учесть и иные факторы.
Подшипники ступицы
Данный подшипник играет важную роль в функционировании ходовой части авто и поэтому смазка для ступичных подшипников должна соответствовать нагрузке и условиям эксплуатации. Основные функции смазки для данного узла:
Правильный выбор смазки очень важен для обеспечения длительной эксплуатации подшипника ступицы.
Выбор смазки для подшипников качения

Подшипники качения применяются во многих видах машин и механизмов, являются наиболее распространенным типом подшипниковых узлов. В зависимости от типа механизма и условий эксплуатации это могут быть жидкие масла, консистентные смазки для подшипников и твердые вещества. При выборе, помимо основных вышеприведенных факторов необходимо учесть и специфические, как например возможность использования данной смазки при повышенных требованиях к чистоте, применения оборудования в пищевой промышленности и т. д.
Смазка подшипников, используемых в электродвигателях
Смазка для подшипников электродвигателей выполняет основные функции защиты от попадания пыли и др. загрязнений внутрь узла. Для каждого типа электромотора применяют необходимую категорию смазки, которую необходимо регулярно менять.
Выбор смазки для электродвигателя зависит от многих факторов, но в целом следует придерживаться следующих рекомендаций:
При любом выборе необходим регулярный долив масла, который необходимо производить не реже одного раза в десять дней. Также следует сказать, что высокотемпературная смазка подшипников должна полностью меняться через каждые 20 дней эксплуатации (3 недели).
Пигментные смазки
Недостатком синей смазки является её высокая стоимость. Но есть и другие, более бюджетные варианты пигментных высокотемпературных смазок. В том же диапазоне температур может эксплуатироваться и, т. н. темно-фиолетоваю мазь ВНИИНП-235. Она используется в малоскоростных подшипниках качения, системах управления самолетами, но не подходит для вакуума как синяя смазка.
Литиевые смазки
Основной спецификой литиевой смазки для подшипников является её высокие водоотталкивающие свойства. Смазочные материалы данной группы обладают высокой вязкостью, характеризуются одним из наиболее широких диапазонов рабочих температур. По этой причине литиевая смазка считается наиболее универсальной и применяется во многих узлах механизмов и машин.
Она производится как смесь синтетических материалов и минеральных масел. В качестве загустителя применяются различные органические и неорганические вещества. При повышении количества оборотов подшипника уменьшается вязкость вещества. Из наиболее известных литиевых смазок можно отметить такие популярные материалы как ЦИАТИМ-201, 202, ОКБ 122-7. В закрытых подшипниках широко используется ЦИАТИМ-203 и ВНИИНП-242.
Твердые смазки
При специфических условиях эксплуатации, например, при низких или высоких температурах, в вакууме или при повышенных требованиях к чистоте смазочных материалов и не допускается проникновение масла в другие части подшипника, применяются твердые смазки. Как правило, они предназначены для подшипников скольжения, но нередко применяются и для обеспечения работы подшипников качения. Наиболее популярными материалами из данной категории можно назвать графит и дисульфид молибдена.
При выборе твердой смазки необходимо в первую очередь учесть свойства данного материала. Твердые смазки характеризуются высокими антифрикционными свойствами, что объясняется их пластинчатой структурой. Для смещения пластин не требуется приложения каких-либо заметных усилий и, соответственно, показатели силы трения сводятся к нулю. Помимо вышеуказанных смазок широко применяются дисульфид вольфрама, различные окислы, нитрид бора, а также фтористые соединения. Малое трение обеспечивает высокую стойкость к износу, но чтобы обеспечить длительную работу пленки твердой смазки используются связующие с высокими показателями адгезии. Оптимальная толщина данного слоя должна быть в диапазоне 5-25 мк. К самосмазывающимся твердым материалам относятся металлокерамические композиции на основе дисульфата молибдена. Ещё одним направлением производства данных материалов является использование полимеров, из которых наилучшие показатели демонстрируют фторопласты.

В качестве итога
Из-за существенных различий в условиях эксплуатации подшипников качения невозможно дать четкий ответ на вопрос: какую смазку использовать для подшипников. Необходимо учесть температуру, частоту вращения подшипника, нагрузку, окружающую среду и множество других факторов. Рекомендации по применению смазки содержатся в руководстве по эксплуатации оборудования и их необходимо придерживаться. Помните – правильный выбор и своевременная замена смазки являются важным фактором долгой и бесперебойной работы оборудования, обеспечат существенное снижение затрат на его ремонт и эксплуатацию.
Смазки для подшипников
Одним из важнейших условий безопасной работы и номинальной долговечности подшипника является правильность в выборе смазывающего материала и способе смазки. Смазочный материал в подшипниковых узлах выполняет следующие основные функции:
Выбор смазочных материалов для смазки подшипников должен выполняться с учетом следующих критериев:
Смазывание подшипников выполняется с помощью двух категорий смазочных материалов:
Стандартными применяемыми смазками являются Chevron SRI-2 или Shell Alvania2
При выборе смазочного материала нужно увеличить коэффициент вязкости в размере прямо пропорциональном размерам подшипника и значениям нагрузки и температуры.
Смазка является одним из самых важных факторов для обеспечения качественной отдачи подшипника, т.к. препятствует появлению трения между телами качения, кольцами и сепаратором, а также создает значительную защиту от воздействия некоторых внешних факторов, как пыль или влага, предотвращая износ и появление коррозии.
Подшипники не требуют большого количества смазывающего вещества, за исключением тех случаев, когда они должны выполнять особенные задания в отношении уплотнений или рассеяния тепла. Можно использовать как консистентную смазку, так и жидкое масло. (Ниже приводится специальный раздел о смазывании подшипников консистентной смазкой и жидким маслом). Следует заметить, что консистентная смазка и жидкое масло, которые будут применяться, не должны содержать примесей, т.к. даже песчаное зерно или маленькая частица металла могут привести к повреждению подшипника. Со временем смазывающее вещество теряет свою рабочую эффективность, поэтому требует периодической доливки необходимого количества для хорошей эксплуатации подшипника, пытаясь всегда учитывать все рабочие факторы и особые рабочие условия (пыль, влага, слишком высокая температура). При использовании подшипников, не требующих обслуживания, которые смазаны на весь срок службы нет необходимости заботиться о смазывании, так как они разработаны для особых применений, в которых нет возможности осуществить периодическую доливку смазки.
Консистентная смазка
Смазочный материал, используемый в качестве смазки, предоставляет некоторые преимущества, потому как наделен более высокой стойкостью к окислению и появлению ржавчины, а также позволяет иметь меньшие растраты во время применения подшипника. Как правило, выбор смазывания консистентной смазкой, а не жидкой смазкой зависит от параметров применения, предусматривая очень высокую рабочую температуру и скорость. На таблицах отдельных подшипников, предоставленных в настоящем каталоге, приведены различные рабочие скорости. Для осуществления верного выбора смазочного материала следует учитывать следующие критерии:
Если подшипник не применяется в течение длительного времени, отличающегося от предусмотренного, то может подвергаться более сильному трению во время эксплуатации, что не должно воспрепятствовать его применению, за исключением тех случаев, если не соблюдались необходимые, для качественного хранения, меры предосторожности. В тех случаях, когда смазочное вещество предоставляет проблемы в осуществлении смазывания, вызванные высыханием, можно воспользоваться чисткой подшипника с повторным применением смазки, в том же количестве, которое использовалось при первом монтаже или согласно проектным данным. Для осуществления правильной повторной смазки, нужно чтобы подшипник находился в состоянии рабочей температуры и вращался, по возможности перед остановом установки. Рекомендуется использовать количество смазочного материала от 20% до 80% заложенного вначале.
Смазывание жидким смазочным материалом
Смазывание жидкой смазкой требуется тогда, когда имеются применения, требующие достижения высоких скоростей и повышенных нагрузок, нуждающихся в рассеивании тепла подшипников, или когда близлежащие детали уже смазаны жидкой смазкой. Как правило, рекомендуется применение очищенных минеральных масел без добавок. Для применений особого назначения можно использовать масла с добавками, но также и синтетические масла, рекомендуемые, главным образом, для достижения высоких температур. Как правило, следует выбирать смазочное масло такой вязкости, которая обеспечивает рабочей температуре значение, не ниже 12 мм 2 /с.
При применениях особого назначения, в которых достигаются очень высокие значения в отношении количества оборотов, рекомендуется использовать жидкие масла, способные обеспечить максимальную текучесть, а значит низкое трение между телами качения.
Типы жидкой смазки
Выбор применяемого типа смазки зависит главным образом от применения и от скоростей, достигаемых подшипником. Ниже перечисляются различные и более применяемые типы смазки:
Смазывание и техническое обслуживание чрезвычайно важны для надежной работы и длительного срока службы подшипников качения.
Назначение смазки в подшипниках качения
Смазка должна осуществлять следующие функции, рис. 1:

Подбор вида смазочного материала
При конструировании необходимо как можно раньше определиться с видом смазки для подшипника: консистентная или жидкая.
Факторами, от которых зависят вид и количество смазочного материала, являются:
Критерии применения консистентных смазок
При выборе в пользу консистентных смазок следует учесть следующие особенности их применения:
Критерии применения смазочных масел
При выборе в пользу смазочных масел следует учесть следующие особенности:
При экстремальных условиях эксплуатации (например, очень высокая температура, вакуум, агрессивные среды), по согласованию с инженерной службой, также возможны специальные способы смазывания, например, твердыми смазками.
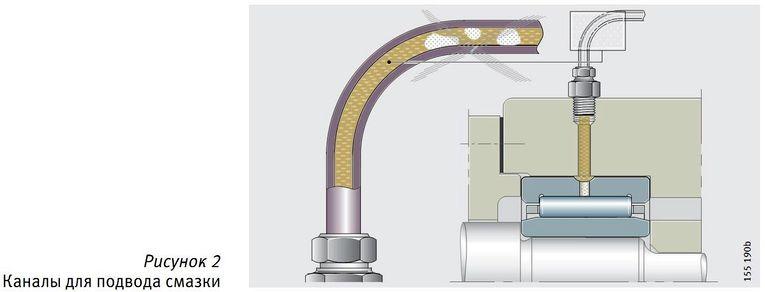
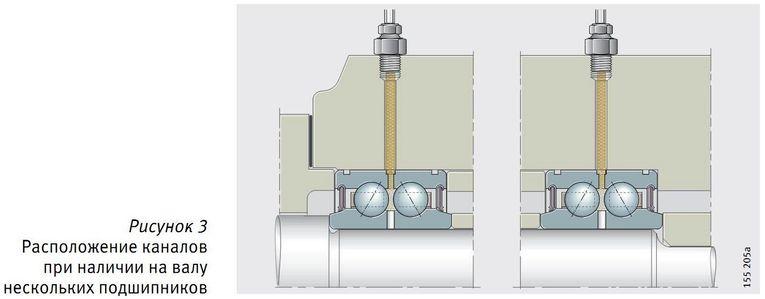
Проектирование каналов для подвода смазки
Подводящие каналы и смазочные отверстия в корпусах и валах, рис. 2 и рис. 3, следует:
Следует обеспечить заполнение каналов, рис. 2; в случае необходимости – удалить из каналов воздух. Необходимо придерживаться рекомендаций производителей смазочных систем.
Консистентные смазки
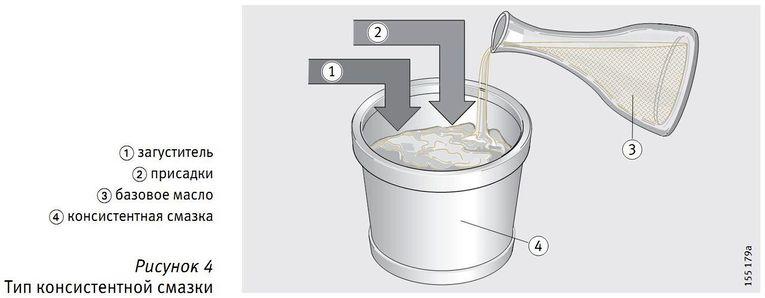
Консистентные смазки различаются по составу загустителя и базовoго масла. Для базовых масел консистентных смазок действительны данные раздела «Смазочные масла».
Состав консистентной смазки
Большинство консистентных смазок состоят из загустителя на основе металлического мыла и минерального базового масла. Дополнительно в них вводят присадки. Они оказывают влияние на такие свойства, как защита от износа, защита от коррозии или устойчивость к старению. Однако подобные пакеты присадок эффективны не во всем диапазоне температур и нагрузок.
Стойкость консистентных смазок к воздействию таких факторов окружающей среды, как температура и влажность существенно разнится.
Следует тщательно проверить совместимость смазочных веществ:
При оценке экологичности следует, помимо прочего, учитывать токсичность, биологическую разлагаемость и класс опасности для воды.
Смазывание
Тип консистентной смазки Свойства консистентной смазки зависят:
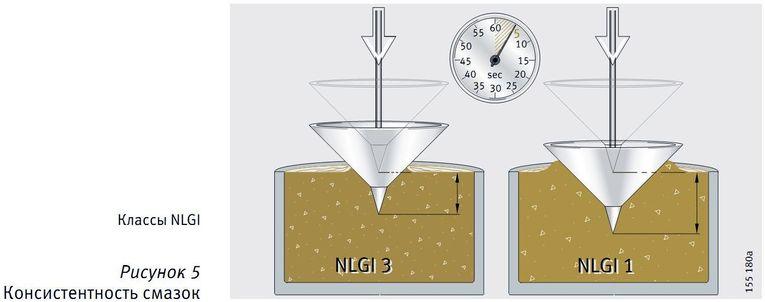
Консистентность смазок
Консистентные смазки делятся на классы консистентности (классы NLGI согласно DIN 51 818). Для подшипников качения предпочтительны консистентные смазки класов 1, 2, 3, см. рис. 5.
Подбор пригодной консистентной смазки
Для смазывания применяются специализированные консистентные смазки для подшипников качения серии K по DIN 51 825.
Смазку подбирают, исходя из условий работы подшипника:
Диапазон температур эксплуатации
Диапазон температур эксплуатации консистентнoй смазки должен соответствовать диапазону возможных рабочих температур внутри подшипника.
Производители смазок назначают допустимый диапазон температур эксплуатации для своих специализированных подшипниковых смазок серии K согласно DIN 51 825.
Верхняя граница диапазона определяется согласно DIN 51 821 посредством проверки на стенде FAG FE9 для испытаний специализированных консистентных подшипниковых смазок. В ходе данного теста при верхней границе диапазона температуры должна быть достигнута 50-процентная надежность (F50) в течение не менее чем 100 часов испытаний.
Нижняя граница диапазона согласно DIN 51 825 определяется давлением истечения. Давление истечения для консистентных смазок — это давление, необходимое для того, чтобы продавить столбик смазки сквозь калиброванное отверстие.
Для консистентных смазок серии K давление истечения при нижней границe диапазона температуры должно быть менeе 1 400 мбар.
При определении нижней границы диапазона посредством давления утверждается лишь то, что консистентная смазка может быть доставлена в узел при данной температуре.
Однако это не позволяет сделать вывод о пригодности смазки для подшипников качения при низкой температуре.
Поэтому при нахождении нижней границы диапазона температуры консистентной смазки дополнительно определяется момент трения при низкой температуре в соответствии с ASTM D 1478 или IP 186/93. Для нижней границы диапазона момент трения при пуске не должен превышать 1 000 Нмм, а момент трения при вращении – 100 Нм*м.
Смазка подшипников
Главные требования, которым должны удовлетворять смазки для подшипников:
Так как подшипники используются в различных условиях с разными целями, не существует универсального смазочного материала, подходящего ко всем сферам применения. В каждом случае применяется материал, наиболее отвечающий конкретным условиям и требованиям.
Смазка для подшипников качения

Смазывание подшипников качения производится не содержащими воду материалами со слабой щелочностью, которая предотвращает коррозию. Чаще всего применяются минеральные масла, сгущенные натриевым или кальциевым мылом. Материалы, используемые как для роликовых, так и для шариковых подшипников, имеют жидкую или пластичную структуру.
Жидкие смазки – масла
Масла в сравнении с пластичной смазкой обладают преимуществами при работе с предельными (низкими и высокими) температурами, более стабильны, обеспечивают меньшее внутреннее трение, их можно полностью заменять, не разбирая агрегаты. Масляные ванны используются при работе с предельно высокими скоростями. Благодаря высокой текучести масла хорошо отводят тепло.
Способы смазывания подшипников маслом
Выбор методов смазывания зависит от условий работы подшипника. Это может быть;
Масло может поступать:
При погружении подшипника в масляную ванну, уровень смазки не превышает центра роликов или шариков при оборотах до 300 в минуту, и только касаться их, если число оборотов выше. Брызгами покрываются стенки корпуса и детали передач, а масло, стекая с них, попадает в подшипник. При этом, для того, чтобы не произошло засорения, устанавливаются маслозащитные шайбы. Если попадание масла затруднено, в редукторе монтируется насос, подающий смазку в распределительное устройство.
Пополнение масляной смазки производится раз 1-2 месяца, а замена – раз в 3-6 месяцев.
Консистентная смазка
Консистентная или пластичная смазка – полутвердая механическая смесь минеральных масел с загустителем – мылом, сохраняющая форму до температуры в 30 градусов. Кроме того в массу добавляются элементы, призванные улучшит определенные свойства: антиоксиданты, ингибиторы коррозии и пр.

Сфера применения пластичной смазки зависит от ее консистенции. Консистентный показатель массы 385–355 – централизованная смазка, консистенция 205–175 –для работы с высокими температурами.
Пластические материалы малотекучи и слабо охлаждают температуру, но их можно использовать в течение длительного времени без замены, а поверхности, прилегающие к смазке, прктически не загрязняются.
По сравнению с масляной смазкой, консистентная легко закладывается в конструкцию подшипника, не вытекает, защищает механизм от окружающей среды и не пропускает абразивные вещества. Кроме того, их применение не требует сложных уплотнительных устройств.
Заполнение подшипника смазкой происходит благодаря специальным полостям, которые наполняются на половину объема при 1500 оборотов в минуту и на две трети при меньшем количестве оборотов.
Смазка для подшипников скольжения
В подшипниках скольжения смазка требуется в зоне трения цапфы вала и вкладышем. Разделяются три вида таких материалов:
Смазка обыкновенных скользящих подшипников имеет густую консистенцию с крепкой пленкой, без комков, устойчива к воздействию внешних факторов (воды, окалины, пыли) и высоким температурам.
Пигментные смазки

Пигменты начали применять для работы механизмов с высокой температурой.

Одна из самых известных – синяя смазка для подшипников ВНИИНП-246 (ГОСТ 18852-73). Мягкая мазь, которую можно применять в широком температурном диапазоне (-80 – +200 градусов), используется в малонагруженных подшипниках, работающих в вакууме или с большим температурным разбегом.
С такой же температурой в малоскоростных подшипниках может применяться и ВНИИНП-235 (ТУ 38.101297-78 изм. 1-4) – мазь темно-фиолетового цвета. Однако в вакууме ее использовать нельзя.
Но «синей смазкой» сейчас часто называют и материалы, имеющие другую расцветку – так принято именовать многофункциональные материалы, применяемые практически везде. Поэтому при изготовлении синий пигмент добавляется из-за их популярности, но на качество смазки он не влияет.
Европейские производители часто используют не синий, и зеленый или красный красители.

Так, к примеру, зеленая смазка для подшипников Amalie Green Elixir цветом подчеркивает экологичность продукта. Стойкий к вымыванию водой материал, созданный на основе сульфоната кальция с присадками, обеспечивающими защиту от ржавчины и коррозии, соответствует техусловиям ASTM D4950 (NLGI GC-LB). Применяется для подшипников, работающих на низких и высоких скоростях, со значительной нагрузке в условиях повышенной влажности.
При подборе смазки следует учитывать следующие ниже условия.
Температура эксплуатации
Высокотемпературная смазка кристаллизуется при низкой температуре, а основная масса смазочных материалов при повышении температуры высыхает, поэтому при выборе следует учитывать следующие рекомендации:
Нагрузка и режим работы
Для высокоскоростных подшипников применяется синтетические материалы, а при высокой нагрузке, приводящей к выдавливанию, лучше использовать литиевую смазку. Высокую нагрузку хорошо переносят твердые, на основе молибдена или графита, смазки.
Состояние окружающей среды
Смазка подшипников должна учитывать внешние факторы: наличие кислот, пара, воды или пыли.
Обзор лучших смазок
Каждая смазка предназначена для использования в определенных режимах и условиях, но для удобства все их можно разделить на две категории:
Среди смазок общего назначения можно выделить следующие:

ГАЗПРОМНЕФТЬ EP 2 – отличное сочетание качества и цены, высокая водостойкость, работоспособность с температурой до 130 градусов

Muc-Off Bio Grease – предназначается для малонагруженных узлов, изготовлена на биоразлагающейся основе дисульфида молибдена
Смазки, предназначенные для высоконагруженных соединений:


SKF LGWA 2 – изготавливается на основе минерального масла с литиевыми добавками, с отличными показателями влагостойкости, с пиковой рабочей температурой 220 градусов и высокими противозадирными свойствами;

Motui Tech Grease – смазка на полусинтетической основе с литиевым комплексом, придающим материалу хорошие антифрикционные свойства, с высокими антикоррозионными свойствами, позволяющими использовать материал в сложных условиях.

Отличные характеристики демонстрирует и любая смазка Моликоте для подшипников, работающих в экстремальных условиях – с высокой и низкой температурой, на больших скоростях и повышенной нагрузкой. Кроме того, эти материалы обеспечивают отличное шумопонижение.
Смазка подшипника: как правильно смазывать и какое средство лучше выбрать
В процессе создания и эксплуатации любого сложного механизма мы постоянно сталкиваемся с проблемой трения. Быстрый износ деталей, излишний нагрев, резкое снижение энергетической эффективности являются следствием выхода из строя узлов. Для предотвращения этого нам приходится думать, какая смазка лучше подойдет для подшипников ступицы, генератора автомобиля и велосипеда.

Необходимость смазывать вращающиеся точки
Принципиально устройство направлено на уменьшение сопротивления движения двух поверхностей. В конструкциях без металлических шариков избавиться от соприкосновения можно введя в пространство смазывающий слой. Он может быть самым разным, от твердого до газообразного. Логичным шагом в конструировании стало создание механизмов, где функцию прослойки стали выполнять ролики. Но полностью исключить трение невозможно. Поэтому эти изделия также требуют использование специальных веществ.
Отсутствие или загрязнение покрытия приводит к быстрому износу: перегреву, деформации за счет стирания валов, и в конечном итоге, выходу из строя всего узла. У инженеров существует термин «заклинивание», при неправильной эксплуатации, после изменения геометрии, он перестает вращаться, и как следствие, наступает аварийная ситуация. Одним из ярких примеров является трагедия, произошедшая на Саяно Шушенской ГЭС, где из-за поломки опорного устройства пострадали несколько сотен человек.
Виды смазочного материала
Масла
Давно замечено, что субстанция с таким названием имеет свойства облегчать скольжение. Первоначально для этого применялись выжимки из растений: льна, подсолнечника, оливы, продуктов переработки молока или животные жиры. В современной индустрии к этому подклассу относятся длинные молекулярные соединения углерода, производимые из нефти.
Основной сферой службы являются устройства с возможностью смазывания из ванны картера или под давлением. Это двигатели внутреннего сгорания, коробки передач, редукторы. К этому подклассу можно причислить другие типы жидкостей, например, для обеспечения работы керамических втулок, используют воду или мыльную суспензию.

Пластичные
В условиях, когда нет возможности создать герметичную область, применяются вязкие материалы, которые за счет адгезии (прилипание) удерживаются на элементах качения. Выдавливание в процессе эксплуатирования и попадание загрязнений ограничивается специальными крышками.
Для этого подходят: «Солидол», «Литол», «Циатим», «Фиол», «Зимол», «Шрус». В их состав входят четыре основных компонента: масло, технологические присадки, красители и загуститель. Последний элемент определяет температурный режим работы. В зависимости от задач, он производится на основе: лития, кальция, бария или натрия. Одним из положительных свойств является водостойкость.
Для узлов, подвергающихся экстремальным физическим воздействиям, применяют покрытие с присадками из графита; молибдена; порошковой меди, цинка, свинца.
Твердые
Для высоких нагрузок прилагают материи, имеющие чешуйчатую слоистую структуру. За счет множественного смещения слоев, резко снижается сопротивление. Самым распространенным становится графит. Также используется порошок дисульфида молибдена.

Газообразные
В результате движения между двумя поверхностями нагнетается воздушная подушка, препятствующая прямому соприкосновению. В итоге узел работает без трения даже при повышенных оборотах. значительным недостатком является неспособность выдерживать большие нагрузки и плохие характеристики при разгоне и остановке. Сфера применения очень специфичная.

Лучшие смазки
К подбору материала надо подходить со знанием дела, чтобы избежать перегрев элементов качения и возникновение избыточного трения. В конечном итоге это приводит к преждевременной потери детали. В зависимости от параметров эксплуатации (давление, скоростные режимы, импульсные нагрузки, среда использования) следует выбрать вещества, отвечающие требованиям. В большинстве случаев достаточно обычного автомобильного масла или для закрытых видов «Литола».
Общего назначения
Почти вся продукция, находящаяся в продаже, идет с заводским наполнителем. Большинство агрегатов рассчитаны с запасом прочности, поэтому стандартной порции бывает достаточно. Открытые модели сделаны для применения в обычной среде. Тип выбирается от особенностей употребления, при этом добавляется вещество, устойчивое к низкой или повышенной температуре.
Для высоконагруженных соединений
В таких узлах происходит сильное прижатие элементов друг к другу. За счет этого изделие чрезвычайно нагревается. Поэтому подбирается состав, который активно сопротивляется выдавливанию из точек касания, и не меняет вязкость при повышении температурного режима. Характерным представителем является «Циатим» и целая линейка графитовых смазок. Для обработки открытых видов используется «Нигрол», который имеет большой уровень характеристики по смачиванию. При соприкосновении металлических деталей пленка всегда остается между ними.
Такими суспензиями смазываются:

Процесс смазки закрытых и линейных подшипников
Циркуляция жидкости в картере осуществляется автоматически, поэтому все обслуживание сводится к регулярной замене. Периодичность прописана в паспорте технического средства. Но есть части, где требуется постоянное внимание. Для этого часто предусмотрены специальные отверстия для «шприцевания». Конусные и роликовые элементы качения ремонтируются при помощи частичного демонтажа. При уходе за электродвигателями бывает целесообразно снимать защитный кожух и поменять наполнитель, который продлит срок службы без замены детали.
Разборка подшипника
На видео мы показываем, как это сделать в домашних условиях. В зависимости от конструкции работа может потребовать разных операций. Существуют изделия, проникновение в которые ничем не ограничено. Здесь после промывки просто добавляется смазочный материал. Такая манипуляция проводится регулярно в ступицах автотранспорта, узлах сельхозтехники. Производители предусматривают проведение таких действий при обслуживании.
Демонтаж разъемных элементов
В данной операции трудность может составить только снятие обоймы с вала. Для этого используются специальные приспособления – съемники.
Как снять пыльник
Если «загудел» закрытый подшипник, то целесообразно попробовать починить его без замены на новую деталь. Для этого острым предметом (нож, шило) выщелкивается пластина из паза во внешней обойме. Операцию необходимо производить аккуратно во избежание изменения геометрии изделия. Иначе вам не удастся поставить ее на место, и она перестанет выполнять свои функции.

Промывка
Во время эксплуатации в рабочее пространство попадают загрязнения (пыль, песок, волокна и другие инородные тела). Сами элементы качения стираются и мелкие частички металла остаются внутри. Поэтому все это необходимо удалить. Обычно для этого хорошо подходит любой растворитель (сольвент, ксилол, керосин, уайт-спирит, бензин). Целью такой операции является полное устранение старого наполнения.
Сколько смазки закладывать в подшипник
Количество вещества должно гарантированно обеспечивать покрытие пленкой всех металлических поверхностей. При интенсивном движении происходит постоянное восстановление слоя между трущимися частями. Если в одном случае, лишний состав будет выдавлен из изделия, то при заполнении закрытых устройств, следует вносить 50 процентов от свободного объема. Иначе герметичность крышек в процессе работы будет повреждена и внешние загрязнения беспрепятственно попадут внутрь. Следует учитывать, что при нагревании размер увеличивается, это может привести к вытеканию.
Как правильно смазать подшипник закрытого типа без разборки
Наглядно весь процесс можно посмотреть на видео. Если узел не имеет внешних повреждений, и вы опасаетесь испортить защитные шайбы, то можно внести наполнитель не вскрывая. Для этого необходимо нагреть литол до жидкого состояния и поместить в него продукцию. Технологических зазоров достаточно, чтобы вещество проникло внутрь. Такая температура безопасна для всех компонентов. Минусом в этом способе является, что грязь так и останется внутри. Стоит учесть, что некоторые модели достаточно тугоплавкие, и доведение до нужной консистенции потребует достижения больших величин нагрева.
Какой должна быть смазка для роликовых механизмов
Если элемент качения работает в замкнутом пространстве (картере, двигателе, редукторе), то достаточно использовать масло. В ступицах автотранспорта, в сельскохозяйственной технике применяют разные формы «Литола».
В валах, подверженных перегреву, необходимо задействовать более тугоплавкие варианты, такие как: «Циатим», «Фиол», «Шрус». Последний продукт очень хорошо себя показал при экстремальных нагрузках за счет имеющегося в составе графита. Для машин, работающих в условиях крайнего севера разработаны специальные марки, например, «Зимол».
Не все виды одинаково достойны
Наполнитель для трущихся частей – это важный элемент для механизма. Если добавить некачественный или не предназначенный для данного случая, то результат может быть противоположный желаемому. Раньше широкое распространение имели такие вещества, как: «Солидол», «Пушечное сало», деготь. Применение в современных узлах чревато скорым выходом их из строя. Использование вязких продуктов при низких температурах не раз приводило к окончательной поломке редукторов и коробок передач на технике. И наоборот, жидкость, предназначенная для работы на севере, не подходит для жаркого климата.

Смазывание для закрытого элемента качения
Эти детали выпускают для электроинструментов, водяных насосов и автомобилей, где используются тихоходные конструкции с оборотами до пятнадцати тысяч. Они поставляются с завода, но при необходимости можно закладывать их самостоятельно, добавляя: «Циатим», «Консталин», «Литол».
По термостойкости, «Шрусы» и «Солидолы» самые слабые и работают при оборотах 3-5 тысяч. При разогреве имеют склонность к вытеканию, поэтому их не задействуют в скоростных машинах. Они защищают от влаги, так как обладают отталкивающим свойством.
Составы на основе натриевых солей («Консталин СК-УТС-1», «КВ-М») не могут эксплуатироваться в условиях повышенной влажности. При этом великолепно выдерживают высокие обороты и нагрев узла.

Какая смазка лучше для ступичных подшипников и натяжных роликов
Крепление колеса – это жизненно важный механизм, который необходимо периодически пополнять наполнителем. По правилам ТО место вращения колеса смазывается «Литолом», обеспечивающим отталкивание воды и устойчивое скольжение в разных температурных режимах. Таким же веществом обрабатываются и приборы натяжения ГРМ.

Генератор автомобиля
Многие водители знают характерный звук, появляющийся перед тем, как пропадает зарядка. Узлы поставляются с заводским смазывающим слоем. Но маленькие линейные размеры, интенсивная эксплуатация и агрессивная среда (влага, пыль, антиобледенительные реагенты на дорогах) негативно влияют на срок службы. Поэтому в этом изделии задействуют особые виды наполнителя, как: «Циатим 201» и «ОКБ-122-7». Они хорошо выдерживают перегрев, и достаточно стойкие к внешним воздействиям.

Как и чем лучше смазывать подшипники качения электродвигателя
Асинхронные трехфазные силовые установки – это целый пласт, имеющий применение во всех отраслях жизни. Очень длительные периоды использования и стандартные требования накладывают на механизмы ряд обязательств:
В работу обычно не требуется вмешательство. Но существуют ряд признаков, по которым можно понять, что пора закладывать наполнитель:
В этих случаях необходима замена смазки в подшипниках электродвигателя.

Велосипед
Почти каждый человек сталкивался с необходимостью обслуживания «железного коня». Своевременное добавление «Литола» или «Циатима» в передние и задние вилки сильно облегчает нагрузки и позволяет пользоваться аппаратом не один сезон.

Спорттовары
Большую популярность у молодежи имеют роликовые коньки, лыжи и скейтборды. Элементы качения используются в достаточно жестких условиях, поэтому необходимо следить за их состоянием. Для обслуживания отлично подходят стандартный «Литол-24» и «МС 1000» (импортный аналог).

Для линейных подшипников
Основным требованием здесь является устойчивая связка с поверхностью. Для металлических направляющих применяются все виды пластичных препаратов, таких как: «Солидол», технический вазелин, «Циатим». Если полозья изготовлены из других материалов, то добавляются вещества, подходящие для них. Например, точки трения в маятниковой пиле обрабатываются мыльной водной суспензией.

Для опорных
В большинстве случаев подходит стандартный вариант. Должна быть густая консистенция, препятствующая вытеканию. В замкнутых изделиях задействуют жидкие типы.

Для керамических
Такие устройства появились недавно. Их отличает длительный срок работы и возможность эксплуатировать в экстремальных условиях. В бытовых проточных насосах их функционирование обеспечивается постоянным поступлением воды. В более сложных конструкциях применяются щелочные суспензии. В турбинах (при высоких оборотах) скользящий слой может быть газовым.

Для узлов скольжения
Целью является создание зазора между внешним и внутренним кольцами. В зависимости от устройства, это достигается принудительным или естественным введением самых разных веществ: масло, щелочных растворов, субстанций с большой вязкостью или газов.

Для качения
Для этих задач используются минеральные, полусинтетические, синтетические жидкости в чистом виде. Какую лучше смазку выбрать для опорных, керамических и роликовых подшипников зависит от конкретных условий и где будут употребляться эти узлы. Вы можете найти необходимый вариант в интернет-магазине торгово-производственной компании «МПласт». На специализированных форумах обсуждаются все разнообразные моменты по применению тех или иных веществ.
Смазка подшипников качения
Надежность работы подшипников качения напрямую зависит от качества их смазывания. Смазка подшипников является наиболее эффективной операцией технического обслуживания, необходимой для обеспечения длительной работы как подшипниковых узлов, так и механического оборудования в целом.
Основные функции смазки связаны со снижением коэффициента трения, отводом продуктов износа из зоны трения и защитой от коррозии деталей подшипников. Кроме этого, жидкие масла позволяют отводить тепло из подшипниковых узлов механизмов и машин.
Для реализации процесса смазывания необходимо решение ряда задач, связанных с выбором смазочного материала, периодичностью смазывания и заменой смазочного материала, а также с выбором системы смазывания.
Наиболее широко для смазывания узлов трения механического оборудования используются пластичные и жидкие смазочные материалы. Менее распространены твердые и газообразные смазочные материалы.
Далее приводятся обобщенные сведения о способах и системах смазывания подшипников качения механического оборудования пластичными и жидкими смазками, методах контроля качества смазочных материалов, а также об особенностях эксплуатации различных систем смазывания.
1. Пластичные смазочные материалы
Существуют следующие способы смазывания подшипников качения пластичными смазочными материалами :
Закладная смазка применяется для смазывания малонагруженных подшипников качения, когда смазочный материал закладывается в подшипниковый узел при его сборке и обновляется при ревизии, плановом или предупредительном ремонте оборудования. При закладной смазке заполнение корпуса подшипника смазочным материалом проводят не более, чем на 2/3 свободного его пространства.
Пластическая смазка Литол‑24 и ее заменитель ЭШ‑176 рекомендуются в качестве закладных смазок и могут работать без замены и добавок до 2 лет при рабочей температуре подшипников от ‑40 до +100 °С.
Очистку, промывку и перезарядку подшипников, работающих в нормальных условиях при закладной смазке, необходимо проводить не реже одного раза в 6 месяцев. При работе в условиях повышенной температуры (свыше 60 °С) или насыщенности окружающего пространства пылью, либо влагой, перезарядку подшипников следует проводить не реже одного раза в 3 месяца.
Подшипниковые узлы современных электродвигателей, применяемых на подъемно‑транспортных машинах, в большинстве случаев смазываются пластичной закладной смазкой, заменяемой через 8…10 месяцев.
Закладная смазка также применяется для подшипников с большими камерами подшипниковых узлов и подшипников отдельно устанавливаемого и работающего в нормальных условиях оборудования. Закладная смазка, перезаряжаемая через 8…12 месяцев, и двухзаходное лабиринтное уплотнение подшипникового узла надежно защищают подшипники качения при средних и, отчасти, тяжелых условиях работы, а отсутствие трущихся деталей обеспечивает низкое сопротивление вращению. Для защиты подшипников применяют долгодействующую закладную смазку.
Периодическое смазывание подшипниковых узлов, с предусмотренной пресс‑масленкой, проводится обслуживающим персоналом с применением шприца, ручной насосной станции или автоматического лубрикатора.
Пример смазочной системы, состоящей из смазочного шприца и пресс‑масленки, показан на рис. 1, 2а и 4.2б.
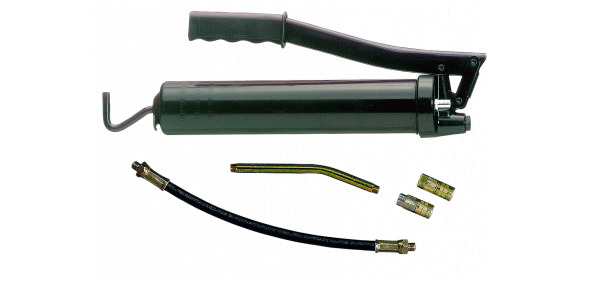
Рис. 1. Смазочный шприц для индивидуальной раздельной системы смазки подшипниковых узлов
Преимущества использования автоматического лубрикатора:
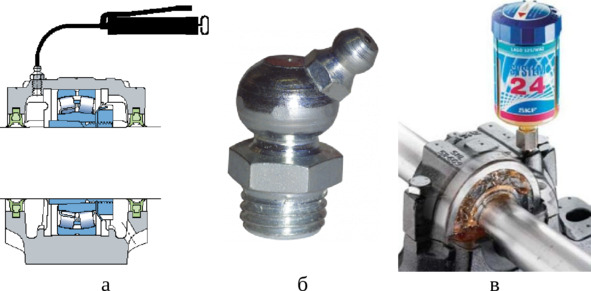
Рис. 2. Схема смазки подшипникового узла с помощью шприца (а), общий вид пресс‑масленки (б) и автоматического лубрикатора фирмы AB SKF (Швеция) установленного для автоматической смазки подшипника (в)
Конструкция и принцип действия автоматической масленки представлены на рис. 3. При активации автоматического лубрикатора газогенерирующий картридж создает в рабочей камере устройства напор инертного газа, который толкает поршень, постепенно выдавливая смазку через штуцер устройства. Интенсивность генерации газа регулируется и соответственно регулируется подача смазки из устройства.
Автоматические лубрикаторы выпускаются как в перезаправляемом варианте, так и в одноразовом. Устройство герметично. Лубрикатор может работать в любом положении. В настоящее время выпускаются лубрикаторы вместимостью 30, 60, 125 и 250 г.

Рис. 3. Конструкция и принцип действия автоматического лубрикатора «Simalube – smart lubrication»
Автоматический лубрикатор может быть как одноточечным, так и предназначенным для смазки нескольких подшипниковых узлов. В этом случае лубрикатор устанавливается возле оборудования, а смазка подается к подшипниковым узлам по гибким трубопроводам.
Применение способа смазки подшипников с помощью автоматического лубрикатора позволяет свести работу обслуживающего персонала к замене и перезарядке отработанных лубрикаторов.
При эксплуатации ручных станций необходимо соблюдать следующие правила.
Петлевые системы целесообразно применять в тех случаях, когда смазываемые машины расположены близко одна от другой или требуется обслуживать отдельно расположенную машину, нуждающуюся в частой подаче смазки, а, также, при необходимости на ответвлениях от главной магистрали системы смазки устанавливать вентили для отключения от смазочной системы механизмов, требующих более редкой подачи смазки, чем основная группа машин. Конечные системы смазки наиболее целесообразно применять при линейном расположении смазываемых механизмов и машин на участках большой длины.
Централизованная система пластичной смазки петлевого типа, схема которой приведена на рис. 4, состоит из оборудования, аппаратуры, контрольно‑измерительных приборов и трубопроводов. Магистрали I и II – основные линии подачи смазки, а магистрали Iа и IIа – обратные линии для переключения распределителя и возврата смазки в резервуар при достижении в системе максимального рабочего давления.
Самопишущий манометр 9 (см. рис. 4) предназначен для контроля работы смазочной системы. С помощью командного прибора (прибора управления) 19 осуществляется включение станции через определенные промежутки времени. Пароподводящая магистраль 16 служит для обогрева маслопроводов (система смазки работает удовлетворительно только при температуре не ниже 15° C). Золотник линейного распределителя 14 с электрическим управлением, сблокированный с прибором управления, служит для переключения потоков смазки в отводах.
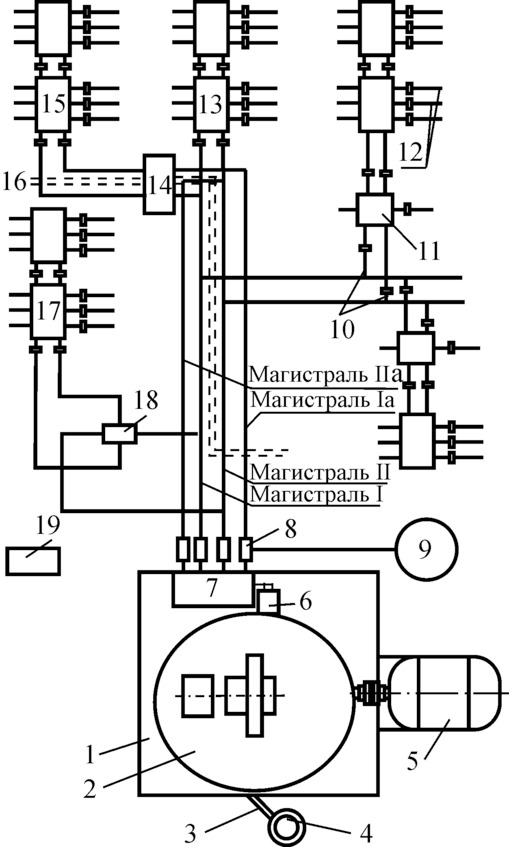
Рис. 4. Схема централизованной автоматической петлевой системы смазки: 1 – двухлинейная насосная станция; 2 – резервуар; 3 и 4 – заправочный клапан и насос; 5 – электродвигатель; 6 – конечный выключатель; 7 – реверсивный золотниковый распределитель с гидравлическим управлением; 8 – сетчатый фильтр; 9 – манометр; 10 и 11 – отводы и питатели; 12 – трубопроводы от питателей к смазываемым узлам; 13 – питатели; 14 – золотник линейного распределителя; 15 – питатели; 16 – пароподводящая магистраль; 17 – питатели; 18 – четырехходовой кран; 19 – командный прибор
В централизованной системе пластичной смазки петлевого типа предусмотрены четыре группы питателей (см. рис. 4): 11 – индивидуальные питатели; 13 – питатели, подключенные к продолжению магистральных трубопроводов за участком соединения с возвратными магистралями Iа и IIа; 15 – питатели для узлов с увеличенным периодом между подачами смазки; 17 – питатели, обслуживающие смазываемые узлы независимо от автоматизированной системы смазки.
Недостатком петлевых систем является большая длина магистральных трубопроводов из‑за наличия обратных линий. Преимуществом можно считать более легкую наладку насосной станции из‑за отсутствия конечного выключателя в конце магистрали и большую надежность ее работы.
Централизованная система пластичной смазки конечного типа, схема которой приведена на рис. 5, отличается от системы петлевого типа наличием распределителя и клапана давления, а также электрическими схемами и электрооборудованием.
Командный прибор 6 (см. рис. 5) служит для включения насосной станции через заданные интервалы времени. При слишком длительной работе, или несвоевременном пуске станции включается сирена 9. Также имеется соединенный с конечным выключателем клапан давления 10, установленный в конце наиболее длинного ответвления магистрали. Линейные распределители 17 имеют электрическое управление для периодического отключения от системы группы смазываемых узлов, которые не требуют подачи смазки при каждом цикле работы станции.
Системы конечного типа применяют для смазки оборудования, расположенного линейно на участках большой протяженности, что характерно для металлургического оборудования. В системах смазки конечного типа более простая разводка труб главной магистрали.
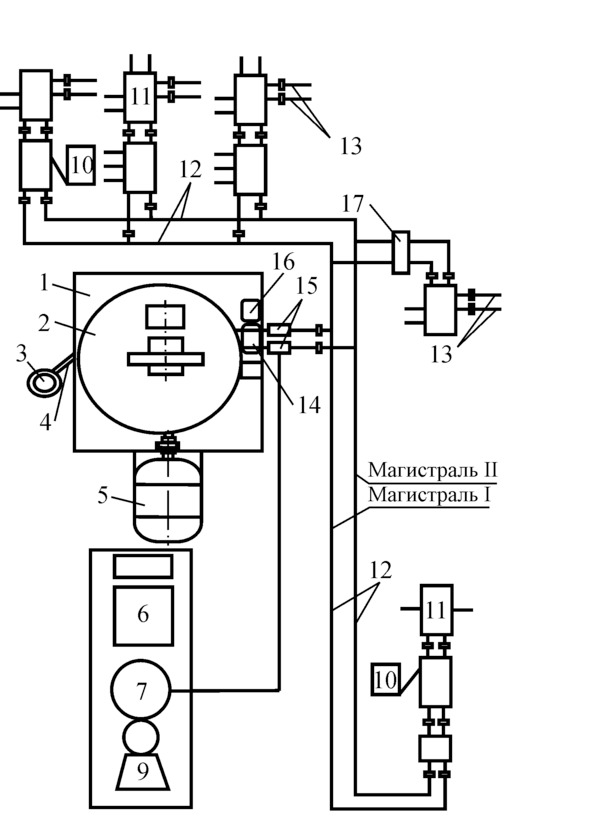
Рис. 5. Схема централизованной автоматической конечной системы смазки: 1 – насосная станция; 2 – резервуар; 3 и 4 – заправочный насос и клапан; 5 – электродвигатель и плунжерный насос; 6 – командный прибор; 7 – манометр; 8 – сигнальная лампа; 9 – сирена; 10 – клапан давления; 11 – питатели; 12 – магистральные трубопроводы; 13 – трубопроводы от питателей к смазываемым узлам; 14 – распределитель с электрическим управлением; 15 – сетчатые фильтры; 16 – электромагниты распределителя; 17 – линейные распределители с электрическим управлением
Питатели централизованных систем смазки работают следующим образом (рис. 6) : положение I – смазка, поступающая под давлением по магистрали А, опускает золотник 2, открывая при этом верхний косой канал 4; положение II – пройдя через канал 4, смазка заставляет опускаться поршень 3; при этом смазочный материал из пространства под поршнем выдавливается по каналу 5 в направлении смазываемого узла; положение III – смазка поступает по магистрали Б и золотник 2 перемещается вверх; положение IV – пройдя через нижний косой канал, смазка заставляет поршень 3 подняться вверх, при этом смазочный материал из пространства над поршнем выдавливается по каналу 5 к смазываемому узлу.
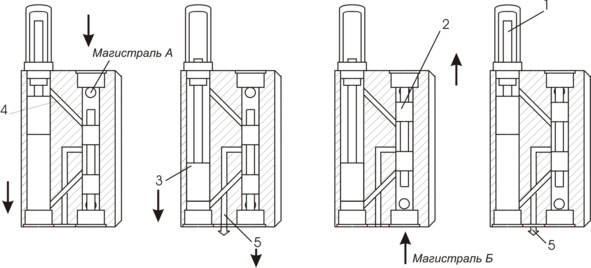
Рис. 6. Устройство и этапы работы питателя
Штоки (указатели) 1 всех питателей должны всегда занимать одинаковое положение: быть либо приподнятыми, либо опущенными вниз до упора. Питатели, не сработавшие в течение трех последовательных циклов нагнетания, подлежат ремонту или замене. Разборку и замену вышедших из строя питателей при подаче смазки автоматической станцией следует проводить только после переключения станции на ручное управление.
При эксплуатации централизованных систем пластичной смазки следует соблюдать следующие правила.
Типичные случаи неполадок питателей:
2. Жидкие смазочные материалы
Существуют следующие системы и способы подачи жидкой смазки к поверхностям трения:
1) индивидуальная – капельная или фитильная;
2) погружением – смазывание осуществляется разбрызгиванием смазочного материала;
3) под давлением – при помощи циркуляционных систем жидкой смазки (при этом смазка используется многократно, снижает коэффициент трения и охлаждает детали);
4) кольцом – для подачи смазочного материала используется кольцо, погруженное в масленую ванную и свободно вращающееся вместе с валом;
5) системы смазывания «масло‑воздух» типа:
5.1) «масляный туман» – создают аэрозоль в виде мелкодисперсных капель смазочного материала в воздухе. Недостатки: большой расход смазочного материала и сжатого воздуха; вред для обслуживающего персонала; пожароопасность и экологическое загрязнение окружающей среды;
5.2) «масловоздушный поток» – создают поток смазочного материала в виде крупнодисперсных капель в воздухе. В этом случае уменьшается расход смазочного материала и обеспечивается дополнительное воздушное охлаждение подшипников качения. Избыточное давление воздуха, создаваемое в подшипниковом узле, препятствует проникновению загрязнений вовнутрь узла;
5.3) «пленочные» – создают пленку из смазочного материала и сжатым воздухом доставляют к смазываемым узлам. Этим достигается экономия смазочного материала, уплотнение подшипникового узла за счет избыточного давления воздуха. Создаются почти идеальные условия для работы подшипников качения. Преимущества: точная дозировка смазочного материала, оптимальные условия смазывания, вынос продуктов износа из зоны трения, частичное охлаждение подшипниковых узлов, экономия смазочного материала (расход в 15…30 раз меньше); увеличение срока службы подшипников.
2.1 Конструктивные особенности способов и систем жидкой смазки подшипников качения
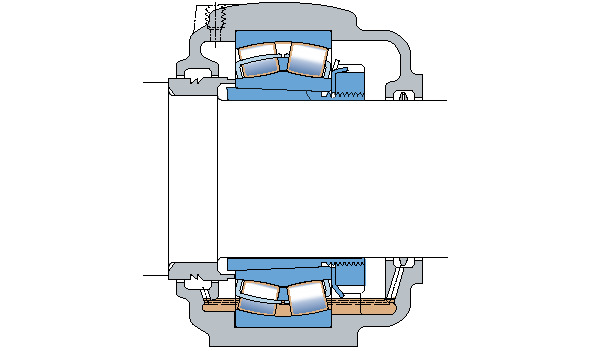
Рис. 7. Смазка подшипника погружением в масляную ванну
При работе с более высокой скоростью вращения рабочие температуры увеличиваются, что ускоряет старение масла. Для того, чтобы избежать частой смены масла, предпочтительно организовывать циркуляцию масла (рис. 8) при помощи насоса. После прохождения через подшипник масло фильтруется и, при необходимости, охлаждается перед новой подачей. Охлаждение масла позволяет поддерживать рабочую температуру подшипника на заданном уровне.
Централизованные системы смазки включают: обратные и предохранительные клапаны; дисковые фильтры (восстанавливаемые или одноразовые); сливной, нагнетательный и подающий трубопроводы; систему подачи масла в узлы трения; нагнетательную систему – насосные установки; масляный бак, включая магнитные ловушки, центрифуги и системы очистки, нагрева и охлаждения смазки; запорную арматуру; средства контроля и измерения.
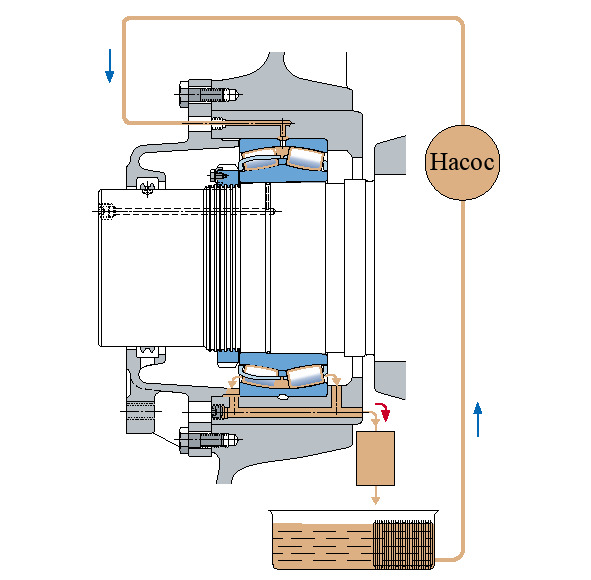
Рис. 8. Циркуляционная система смазывания жидким маслом
Для работы при очень высокой скорости вращения необходимо, чтобы в подшипник попадало достаточное, но не избыточное количество масла, обеспечивающее смазывание и не увеличивающее рабочую температуру подшипника качения. Одним из наиболее эффективных методов достижения такого режима является впрыск масла (рис. 9), при котором струя масла под действием высокого давления, направляется со стороны торца в подшипник. Скорость масла в струе должна быть достаточно высокой (не менее 15 м/с), чтобы часть масла проникала через завихрения, образующиеся вокруг вращающегося подшипника.
Масловоздушное смазывание (рис. 10) происходит небольшими, точно отмерянными дозами масла, направляемого на каждый подшипник сжатым воздухом. Минимальное количество подаваемого масла позволяет подшипникам работать при более низких температурах и при высоких скоростях вращения. Масло подается в каналы дозирующим устройством с заданной периодичностью и затем перемещается сжатым воздухом, покрывая внутренние стенки каналов. В подшипник масло подается через сопло. Сжатый воздух охлаждает подшипник и создает необходимое избыточное давление в подшипниковом узле, препятствующее проникновению внутрь загрязняющих веществ. В постоянно обновляющейся тонкой жидкой масляной пленке не скапливаются абразивные продукты износа. При обслуживании систем смазки не требуется промывка с использованием моющих составов в больших объемах. В зонах обслуживания нет разливов и выбросов лишней смазки.
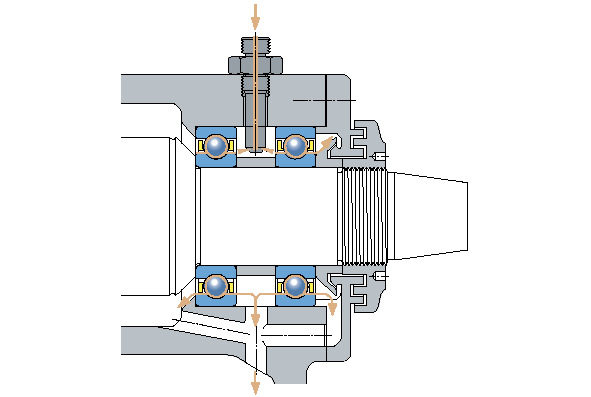
Рис. 9. Система впрыскивания масла в подшипниковый узел
При циркуляционном смазывании, смазки впрыском или масловоздушном смазывании необходимо убедиться, что масло, вытекающее из подшипника, может удаляться из подшипникового узла по каналам соответствующего размера. При масловоздушном смазывании масло проходит через подшипник только один раз.
Система смазки «пленочного» типа состоит из модуля управления и контроля, смазочного модуля, модуля распределения и контроля, генератора масляной пленки, модуля подготовки воздуха, выносного пульта сигнализации и влагоотделителя.
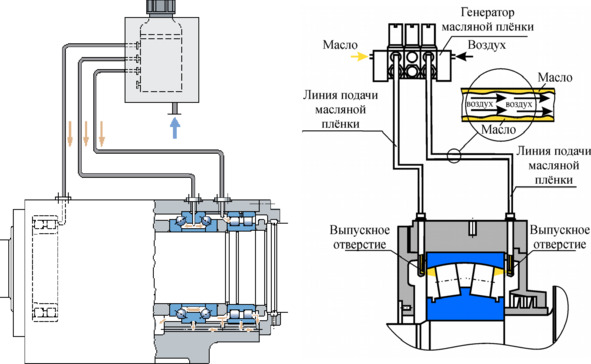
Рис. 10. Масловоздушное смазывание
При эксплуатации систем жидкой смазки необходимо соблюдать следующие правила:
3. Контроль смазки подшипников качения
3.1. Контроль поступления смазочного материала
Симптомы неисправности подшипников в результате нарушения поступления смазочного материала зависят от способа его подачи. При контроле количества масла в редукторе по уровнемеру или по масляному щупу этот уровень меньший, чем нижний допустимый предел. Проверка работы насоса подачи масла включает поиск утечек, которые должны отсутствовать, и проверку давления масла по манометру, которое должно отвечать заданному значению. Работа питателей проверяется в случае использования пластичных смазочных материалов. Симптом неисправности питателей – неравномерная работа штоков либо отсутствие перемещения при переключении системы смазывания. Контроль через смотровое стекло на маслопроводе позволяет определить отсутствие потока смазочного материала или наличие слишком большого потока (оптимальная толщина струи масла – 2…3 мм). В случае установки расходомера контролируется расход масла, который должен отвечать стандартному значению. Визуально определяется степень просачивания пластичного смазочного материала из уплотнительной части – чрезмерное просачивание или сухое уплотнение являются симптомами неисправности. Аналогично проверяется состояние обрызгивания маслом зубчатых колес через смотровое стекло – определяется недостаточность или неравномерность обрызгивания.
3.2. Анализ продуктов изнашивания
Включения в смазочном материале отражают характер и интенсивность износа деталей подшипниковых узлов. Включения характеризуются числом, концентрацией частиц и их химическим составом. При нормальном износе обнаруживаются частицы размером до 15 мкм и толщиной до 1 мкм. При трении – это гладкие круглые частицы. Начало интенсивного изнашивания сопровождается увеличением концентрации частиц и их размера до 50 мкм и появлением частиц определенной формы (осколки, пластины неправильной формы, стружка). Дальнейшее развитие неисправности приводит к увеличению размера частиц до 100…300 мкм, а при выходе из строя – до более 1000 мкм. Возрастание концентрации частиц износа в масле начинается за 100…150 ч. до возможного нарушения работоспособности узла трения.
Плотность продуктов износа значительно выше плотности масла. После остановки оборудования продукты износа осаждаются. Пробу берут сразу после остановки оборудования или не менее, чем через 10 мин. после пуска. Пробы берут перед фильтром. Нельзя брать масло у дна редуктора, на котором всегда имеется осадок. Перед отбором пробы необходимо спустить отстой масла. Пробы берут на глубине 30…35 мм через отверстие для маслоизмерительного щупа или непосредственно из масляной магистрали. Пробы шприцем отбирают в сухую чистую посуду, заполняемую на 3/4 объема, плотно закрывают и готовят к транспортировке.
Магнитное извлечение металлических примесей проводится при помощи магнитов, опускаемых в масло или магнитных пробок, установленных на сливных маслопроводах. Металлические частицы, являющиеся продуктами износа, прилипшие к поверхности магнита, рассматривают при помощи лупы (6…10 кратного увеличения) или микроскопа, с целью определения причин их появления. Магнитные пробки способны притягивать частицы с размерами более 100 мкм. Наибольшая эффективность метода проявляется для частиц свыше 200 мкм.
В первые 100…150 ч. работы машин с циркуляционной системой смазки на магнитных пробках наблюдается металлическая производственная стружка, имеющая рваную с темными краями кромку. При нормальной эксплуатации машин мелкие железные частицы образуют в масле пастообразную массу с частицами до 0,25 мкм, размер частиц в процессе работы не меняется.
Методы определения продуктов износа в смазочном материале классифицируют по физическим процессам, заложенным в них: разделения частиц, оптической плотности, спектральным и хроматографическим. Методы разделения включают: количественный анализ накопившихся частиц в масле – магнитные и электрические детекторы; количественно‑дисперсионный анализ – феррографы (магнито‑оптические и магнито‑емкостные).
Оптические анализаторы и феррографы, показывая увеличение размера частиц, раньше сигнализируют о неисправности подшипников, чем магнитные пробки и спектрофотометры, которые определяют количество (концентрацию) частиц в масле. Феррографы и детекторы стружки определяют ферромагнитные частицы, а спектрофотометры – все металлы, входящие в состав деталей механизма и машины.
Колориметрический метод основан на сравнении оптической плотности (окраски) исследуемого раствора с параметрами стандартного раствора. С увеличением концентрации веществ в масле увеличивается его оптическая плотность (становится интенсивнее окраска раствора). Наиболее точно этим способом определяется концентрация железа.
Спектральный анализ основан на изучении спектра, получаемого при сжигании масла в зоне электрической дуги. Спектр регистрируется с помощью фотоэлектрических датчиков. Полученные данные сравнивают со спектрами эталонов, что позволяет определить наличие в масле продуктов износа, а интенсивность отдельных линий свидетельствует о концентрации элементов в смазочном материале. Спектральный анализ обладает высокой чувствительностью и точностью, но очень трудоемок.

Рис. 11. Феррографическая система «Predict/DLI» (США) в составе: прямопоказывающего (слева) и аналитического феррографа (в центре), бихроматического микроскопа (справа)
Раствор, стекающий по стеклянной пластинке, подвергается воздействию постепенно увеличивающегося магнитного поля (рис. 12). Это приводит к разделению частиц по размерам и позволяет определить их количество. Источник частиц может быть выявлен по их окраске при наблюдении в бихроматическом микроскопе. При нагреве феррограммы до 320…330 °С в течение 90…120 с, частицы различных металлов принимают соответствующий цвет: углеродистая сталь – голубой; чугун – желто‑коричневый; хром, свинец, алюминий – бело‑серый; окись железа – бурый; неметаллические включения – желтый и зеленый.
Для визуального анализа феррограмм и их микрофотографирования предназначен бихроматический микроскоп (обычно называемый ферроскопом), например, показанный на рис. 11.
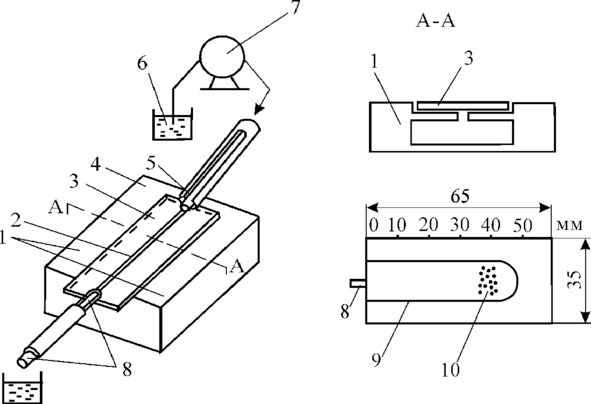
Рис. 12. Схема получения феррограмм с помощью аналитического феррографа: 1 – полюсы магнита; 2 – проба масла; 3 – предметное стекло для получения феррограммы; 4 – узел магнита; 5 – подвод пробы масла; 6 – сосуд с пробами масла; 7 – насос; 8 – отвод потока масла; 9 – несмачиваемая стенка предметного стекла; 10 – феррограмма
3.3. Контроль качества смазочного материала
В процессе контроля проверяют: цвет, вязкость, температуру застывания и вспышки, плотность, содержание водорастворимых кислот и щелочей, механических примесей и воды. У пластичных смазочных материалов контролируют пенетрацию, температуру каплепадения, наличие механических примесей и воды.
Жидкая смазка при визуальном контроле должна иметь цвет свежего масла. Изменение цвета масла указывает на наличие загрязняющих веществ, эмульгирование свидетельствует о наличии в масле воды. Вода в смазке приводит к появлению мутно‑белого цвета. Светлые масла рассматриваются в проходящем свете на прозрачность. Для темных масел пробирка с маслом подогревается до 80 °С, потрескивание в ходе нагрева свидетельствует о присутствии воды. Наличие воды в смазочном материале не приводит к существенному изменению характеристик смазочного слоя, однако возникающие коррозионные процессы провоцируют абразивный износ деталей подшипников.
Цвет пластичной смазки может изменяться от светло‑жел‑того до темно‑коричневого. В случае подшипников скольжения о наличии примесей свидетельствует золотистый цвет, а подшипников качения – более темный цвет. Попадание воды в смазку вызывает появление мутно‑серого цвета.
Вязкость масла должна отвечать стандартному значению. Помимо лабораторных способов вязкость может оцениваться визуально и на ощупь. В случае пластичной смазки мазь должна быть гладкой и мягкой, без посторонних включений.
Вискозиметр – определяет условную вязкость в условных градусах °ВУ. Условная вязкость – это отношение времени истечения 200 мл испытуемого масла при температуре испытания ко времени истечения 200 мл дистиллированной воды при температуре 20 °С. Вискомер – определяет вязкость по скорости опускания шарика в пробе масла.
Для определения наличия воды в смазочных материалах используют марганцово‑кислый калий. Это вещество не растворяется в нефтепродуктах, но легко растворяется в воде. Окрашивание белой ткани, в которую завернуты кристаллы марганцово‑кислого калия, указывает на наличие воды.
При определении содержания воды в маслах может быть использовано ее свойство взаимодействовать с гидридом кальция. Реакция идет с выделением теплоты, т.е. экзотермическая. Повышение температуры масла после добавления в пробу навески гидрида кальция позволяет определить содержание воды.
Определение общего щелочного числа проводится с использованием в качестве реагента щавелевой кислоты С2Н2О4.
Определение содержания водорастворимых кислот и щелочей основано на получении водной вытяжки из масел и определения в ней кислот и щелочей с помощью метилоранжа и фенолфталеина.
Присутствие абразивных механических примесей в маслах определяют пробой на истирание. На чистое плоское стекло наносят несколько капель испытуемого масла и накрывают вторым стеклом. Передвигают стекла одно относительно другого, плотно прижав их пальцами. Если в масле присутствуют абразивные механические примеси, то слышен характерный скрип.
Определение содержания механических примесей в маслах путем нанесения капли масла на фильтровальную бумагу и сравнения полученных после воздушной сушки пятен с эталоном относится к методам хроматографии.
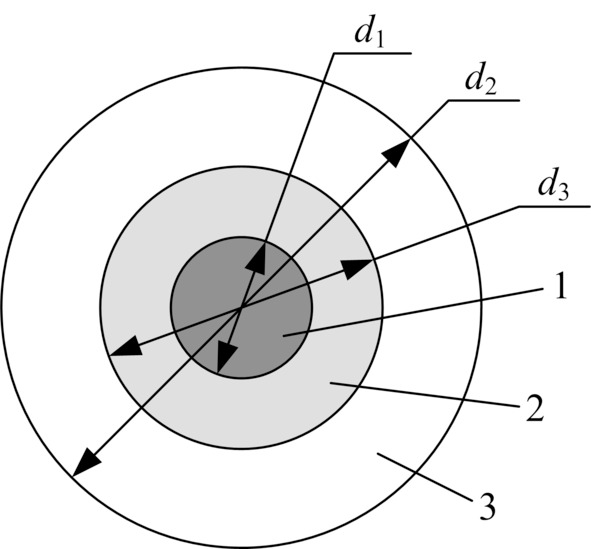
Рис. 13. Схема бумажной хроматографии смазочного материала: 1 – ядро (продукты износа); 2 – масло; 3 – вода
Коэффициенты воды и примеси:
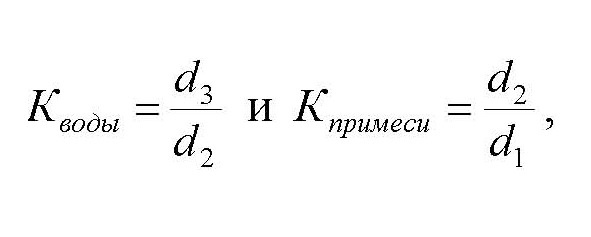
где d1 – диаметр внутреннего кольца примесей; d2 – диаметр кольца масла; d3 – диаметр внешнего кольца воды.
Допустимое значение Кводы=1,3 соответствует наличию примерно 2% воды в масле, а значение Кпримеси=1,4 – наличию примерно 0,7% механических примесей.
По цвету ядра допускаются светло‑желтый, темно‑коричневый и серый цвета. Черный цвет ядра с блеском свидетельствует о работе смазки при повышенной температуре.
В общем случае масло считается отработанным и подлежит замене при выполнении, хотя бы одного из следующих условий: повышение кислотного числа до 5 мг КОН (едкого кали) на 1 г масла; изменение вязкости на 25% от первоначального значения; содержание воды в масле свыше 2%, если водная вытяжка имеет кислую реакцию свыше 0,5%; наличие в масле свыше 0,5% механических примесей; присутствие в масле примесей, оказывающих абразивное воздействие.
Альтернативой длительных лабораторных исследований качества смазочных материалов является применение анализатора масла «Baltech OA‑5000» (рис. 14). Анализатор масла представляет собой портативный прибор для проведения в течение двух минут контроля состояния масла путем регистрации изменений его электрохимических показателей, вызванных загрязнением и деградацией масла, а также износом узлов и механизмов механического оборудования.
Принцип работы анализатора масла основан на контроле диэлектрических свойств использованного масла по сравнению с эталонным чистым маслом. Поэтому перед проведением анализа масла анализатор калибруется по чистому маслу того же типа, что и исследуемое. Затем выполняется непосредственно анализ качества интересующего масла.
Цветной индикатор анализатора масла во время измерений информирует о качестве смазочного материала. Зеленый цвет указывает на пригодность масла для дальнейшего использования, а красный цвет – на необходимость его замены. После замены масла, спустя некоторый промежуток времени, дав системе смазки немного поработать, необходимо выполнить повторную проверку качества масла, чтобы убедиться в отсутствии механических повреждений оборудования.

Рис. 14. Общий вид анализатора масла «Baltech OA‑5000»
Заключение
Качественное и своевременное смазывание подшипниковых узлов позволяет обеспечить эффективную работу как подшипников качения, так механического оборудования в целом.
Автоматические лубрикаторы и системы смазки «пленочного» типа позволяют обеспечить наиболее эффективное смазывание подшипников качения.
Выбор смазочных материалов проводится в соответствии с режимами и условиями работы подшипниковых узлов: температуры окружающей среды, запыленности и влажности; рабочей частоты вращения; действующих нагрузок.
Контроль качества смазочных материалов, включая анализ продуктов изнашивания в смазке, становится одним из важнейших направлений технической диагностики механического оборудования. Анализ качества масла можно выполнять с применением аналитических приборов и органолептическими методами (визуально, на ощупь и т.д.).
Смазка для подшипников
Самым распространенным узлом, который применяется при создании различных механизмов, можно назвать подшипники. Они встречаются в самом различном промышленном оборудовании, к примеру, легковых или грузовых автомобилях, спортивном инвентаре и бытовых приборах. Основными преимуществами можно назвать простоту устройства и невысокую стоимость, а также широкую область применения. Не стоит забывать о том, что на момент эксплуатации рассматриваемый узел подвержен серьезному воздействию: высокая скорость, воздействие низкой или высокой температуры. Эти и многие другие моменты становятся причиной, по которой подшипник быстро выходит из строя.

Их предназначение заключается в существенном снижении степени износа на момент вращения. От качества изделия зависит КПД и многие другие характеристики. Как показывает практика, смазка для подшипников позволяет существенно продлить эксплуатационный срок и повысить характеристики устройства. При этом в продаже встречается просто огромное количество различных смазывающих веществ, все характеризуются своими определенными свойствами, о которых далее поговорим подробнее.
Зачем нужна смазка подшипников
Несмотря на совершенствование технологии производства различных деталей исключить вероятность износа практически невозможно. Это связано с тем, что трение становится причиной повышения температуры материала, за счет чего происходит изменение основных характеристик. Смазывающее вещество изначально применялось для исключения вероятности повышенного износа из-за возникающего трения. Однако впоследствии за счет добавления различных присадок были выявлены и другие привлекательные свойства подобного вещества. При рассмотрении того какая смазка для подшипников требуется, стоит уделить внимание нескольким основным функциям подобного материала:
Приведенная выше информация указывает на то, что у рассматриваемого вещества есть довольно большое количество функций, которые и определяют широкую область применения. При этом в инструкции по эксплуатации многих механизмов встречается информация о том, что приводить в действие без добавления смазывающего вещества практически не допускается. Рекомендуемое количество смазывающего вещества также регламентировано, так как избыток может привести к негативным последствиям.
Основные характеристики смазок
Смазывающие вещества могут обладать самыми различными характеристиками, которые должны учитываться. Выбор смазки для подшипников проводится с учетом следующих характеристик:

Стоит учитывать также тот момент, что консистентная смазка может существенно отличаться в зависимости от предназначения. Примером назовем добавление водостойкой или высокотемпературной смазки, которые весьма распространены при условии тяжелых эксплуатационных условий.
Литиевая смазка создана на основе литиевого состава, добавление определенных присадок позволяет получить термостойкий вариант исполнения. При выборе подходящей смазки для конкретных эксплуатационных условий подробно изучается информация, указываемая производителем.
Виды смазок для подшипников
При выборе смазывающего вещества в первую очередь уделяется внимание показателю вязкости, так как она определяет допустимую скорость работы устройства и некоторые другие моменты. Принятая система стандартизации определяет выделение следующих основных классов:
Довольно большое распространение получила высокотемпературная смазка для подшипников. Она обеспечивает требуемую степень смазки даже при существенном увеличении температуры, так как сохраняет свои свойства.

Рассматривая основные виды смазок для подшипников также уделим внимание нескольким распространенным группам:
При этом она может быть зеленая или фиолетовая, цвет может изменяться в зависимости от состава вещества, а также типа применяемых красителей при изготовлении. Как правило, окрашивание проводится для того, чтобы контролировать степень смазывания поверхности.


Классификация также проводится по тому, в каком агрегатном состоянии вещество поступает в продажу. Среди особенностей отметим следующие:
Приведенная выше информация указывает на то, что есть просто огромное количество различных вариантов исполнения смазки, выбор проводится в зависимости от того, какие эксплуатационные характеристики следует обеспечить. Кроме этого, при выборе довольно много внимания уделяется стоимости, так как она варьируется в достаточно широком диапазоне.
Масла
Для смазывания поверхности подшипников довольно часто применяются различные масла. Они могут обладать самыми различными свойствами. Классификация проводится следующим образом:
Однако масла не предназначены для подобной эксплуатации. Это связано с тем, что вязкость существенно ниже, при вращении подшипника вещество просто вытекает, толщина прослойки, которая защищает от трения, существенно снижается.
Пластичные смазки
Весьма широкое распространение получили пластичные смазки. Их особенность заключается в том, что может менять свою форму при оказании механического воздействия. Примером является синяя смазка, которая сегодня часто применяется в машиностроительной области. Название продукта различных производителей может существенно отличаться, все зависит от установленных стандартов. Среди особенностей выбора пластичного варианта исполнения вещества отметим следующее:
Пластичные варианты исполнения на 70-90% состоят из базового масла. Кроме этого, в состав добавляется загуститель, к примеру, мыло и твердые углероды. За счет подобного состава при отсутствии движения смазка находится в твердом состоянии, но при вращении подшипника начинает обладать свойствами жидкого.
При изготовлении в качестве основы применяются различные материалы, которые и определяют основные эксплуатационные свойства.

Сегодня пластичная смазка весьма распространена, так как после добавления может прослужить в течение длительного периода. Кроме этого, современные технологии производства позволили существенно снизить стоимость продукта. Именно поэтому многие рассматривают возможность приобретения подобного варианта исполнения смазывающего вещества.
Твердые смазочные материалы
Могут применяться и твердые вещества, которые также позволяют провести защиту рабочей поверхности подшипников. К особенностям твердых материалов можно отнести следующее:
Твердые смазочные материалы после применения образуют своеобразный защитный слой на поверхности, за счет которого снижается износ и трение. Используются они исключительно в том случае, когда жидкие вещества и масла не подходят по причине своих эксплуатационных свойств. Довольно широкое распространение в металлургии.
Часто в качестве основы применяется дисульфил молибдена. Это вещество характеризуется тем, что обладает низким коэффициентом трения в вакууме и при обычных условиях эксплуатации. Материал может применяться при температуре до 400 градусов Цельсия.
Графитовые составы весьма распространены. Они характеризуются повышенной температурной устойчивостью, так как выдерживают воздействие температуры до 2000 градусов Цельсия. Возникающие пары при эксплуатации существенно повышают смазывающие вещества. Однако в сухой среде, к примеру, в вакууме этот продукт характеризуется ограниченным применением, так как не обладает требующими свойствами для снижения степени трения и нагрева.
Весьма широкое распространение получили порошки мягких сплавов, к примеру, меди, серебра, цинка, золота или свинца. Они характеризуются сниженным коэффициентом трения даже в вакууме. Вещество способно выдерживать воздействие температуры до 1000 градусов Цельсия.

В целом можно сказать, что твердые смазочные вещества весьма обширны в применении. Они встречаются в машиностроительной области и в быту, а также промышленности. В качестве основы могут использоваться самые различные порошки.
Газовые
В последнее время часто встречаются газовые составы, которые наносятся на поверхность в виде спрея. Принцип действия характеризуется следующими особенностями:
За счет применения распылителя есть возможность провести равномерное покрытие всей поверхности. Кроме этого, подобная форма хранения более эффективна, так как основной состав не теряет свои свойства на протяжении длительного срока.
Некоторые газовые варианты исполнения способны разделять трущиеся элементы механизма газовой прослойкой, которая может быть представлена неоном, азотом или водородом. Данный вид весьма распространен в механизмах турбин, оборудовании ядерных установок. Выделяют три разновидности подобной смазки:
Газовые смазки редко встречаются в быту. Это связано с их высокой стоимостью и отсутствием возможности применения без специального оборудования.
Смазка в зависимости от типа подшипников
Применяемая смазка для высокоскоростных подшипников обеспечивает длительный эксплуатационный срок изделия. Рекомендациями по выбору выглядят следующим образом:
Кроме этого, классификация проводится по тому, какие именно подшипники могут смазываться. В продаже можно встретить отдельный продукт для игольчатых подшипников и для скоростных шариковых, закрытых и керамических подшипников. При производстве подобного товара уделяется внимание тому, при каких условиях будет эксплуатироваться узел. К примеру, керамические варианты исполнения рассчитаны на воздействие весьма высокой температуры, однако они не рассчитаны на ударную нагрузку. Для высоких оборотов также выпускают отдельную группу смазок.
Смазка подшипников ступицы
Часто можно встретить ситуацию, когда подшипник фиксируется на ступице, к примеру, автомобиля. Подобный механизм рассчитан на воздействие достаточно высокой нагрузки, изделие может совершать просто огромное количество оборотов в течение недлительного периода. именно поэтому смазка для ступичных подшипников должна быть рассчитана на сложные эксплуатационные условия. Среди особенностей выбора смазки для подшипников ступицы отметим следующие моменты:

Подшипник ступицы не может эксплуатироваться без применения смазки. Слишком сильный нагрев становится причиной деформации основных элементов изделия, после чего трение станет критическим.
В случае автомобильной ступицы подобная ситуация становится причиной критического нагрева, температура передается ступице, и она может лопнуть. Именно поэтому применение подходящей смазки позволяет существенно повысить безопасность управления транспортным средством.
Смазка подшипников качения
Весьма широкое распространение получили именно подшипники качения. Именно поэтому многие производители выпускают смазку для подшипников качения. Она может быть следующей:
В последнее время предпочтение отдают маслам, так как они отлично справляются с отведением тепла от подвижных элементов. Однако в условиях высокой вероятности утечки вещества с зоны контакта стали использовать именно пластичные варианты исполнения. Они более долговечны и могут прослужить в течение длительного периода. Масло для смазки подшипников качения во многом напоминает масла моторного типа, однако отличая есть, и они не существенные.
Подшипники электродвигателя
В последнее время достаточно большое распространение получили электрические двигатели. Они также характеризуются тем, что имеют вал, который вращается на большой скорости и может передавать серьезное усилие. Для фиксации вала и снижения степени трения проводится установка подшипников. В этом случае лучшая смазка для подшипников должна обеспечивать:

Стоит учитывать тот момент, что для каждого типа электрического двигателя предназначено определенное масло. При этом его следует периодически заменять, к примеру, высокотемпературная обновляется каждые 3 недели при условии постоянной эксплуатации агрегата на максимальной нагрузке.
Подшипники велосипеда и роликовых коньков
Некоторые бытовые механизмы и изделия, которые весьма распространены, также имеют узлы с подшипниками. Примером можно назвать велосипеды. Специалисты не рекомендуют экономить на приобретении смазывающего вещества, приобретать исключительно высокоскоростные варианты исполнения.
Тип узла во многом определяет периодичность проводимого обслуживания. В рассматриваемом случае требуется бесцветное вещество, которое не будет заметно при эксплуатации. Для роликовых коньков также подходит подобный вариант исполнения, так как подшипники в обоих случаях отличаются несущественно.
Производством смазки для подшипников занимаются самые различные компании. Во многом от популярности бренда зависят эксплуатационные характеристики продукта.
Специалисты рекомендуют приобретать исключительно продукцию известных брендов, так как их заявленные характеристики в большинстве случаев соответствуют реальным.
Основные характеристики смазки подшипников качения.|Часть 1|
Одним из наиболее важных элементов, необходимых для эффективной работы подшипника, является смазка.
Смазка выполняет ключевую функцию в каждом подшипниковом механизме. Недостаток или отсутствие смазки обычно вызывает незамедлительный отказ подшипника.
Задачи смазки.
Разделение металлических поверхностей.
Самой важной особенностью любого смазочного материала является достижение полного разделения металлических поверхностей подшипника в «загруженной зоне».
Кроме того, стандартизованный расчет номинального срока службы подшипников (L10) в соответствии со стандартами DIN ISO 281 предполагает достаточное расстояние между металлическими опорными поверхностями.
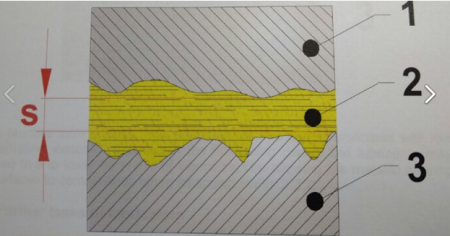
Эффективное разделение металлических опорных поверхностей достигается, когда толщина (s) смазочной пленки (2), которая накапливается в зоне контакта между поверхностями валиков (1) и несущими кольцами (3), достаточно велика для того, чтобы отделить их полностью.Поэтому толщина (s) пленки должна быть больше, чем общее количество отклонений шероховатости поверхности контактирующих деталей.Толщина (s) пленки зависит от рабочей вязкости масляной основы и рабочей скорости.
Кроме того, в смазке не может присутствовать твердое загрязнение или посторонние частицы с размерами зерен, превышающими толщину смазывающей пленки (s). Когда эти предварительные условия выполняются, достигается так называемое «гидродинамическое» смазывание.На практике, условий для такой гидродинамической смазки почти невозможно достичь.
Зачастую происходит так называемая «ограниченная смазка», когда не всегда гарантируется полное разделение металлических опорных поверхностей.
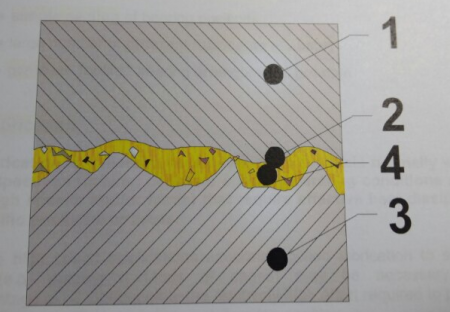
На практике медленные скорости, высокие температуры, использование смазочных материалов с низкой эксплуатационной вязкостью, загрязнение смазочного зазора или использование старых смазочных материалов могут приводить к уменьшению толщины смазочной пленки, позволяющей металлическим опорным поверхностям контактировать друг с другом.
Основные задачи смазки
Способы смазки.
Обычно используются три метода смазывания подшипника:
Жировая смазка.
Подавляющая часть всех подшипников качения, около 90%, смазывается жировой смазкой.Основными преимуществами этой консистентной смазки являются:
Масляная смазка.
Масляная смазка обычно используется, когда применяются особые рабочие условия (например, высокие скорости и / или нагрузки), которые требуют эффективного рассеивания тепла при определенных положениях или в определенных областях.
В некоторых высокоскоростных механизмах может потребоваться точное нанесение смазки на определенные участки (например, направляющие поверхности сепаратора). Недостатком смазки маслом является относительно высокое усилие, необходимое для обеспечения эффективного уплотнения в каждом положении подшипника.
Твердая и сухая смазка.
В тех случаях, когда механизмы не позволяют использовать масляную или жировую смазку по различным причинам, для разделения опорных поверхностей подходят и другие материалы, в том числе некоторые металлы.
Вот некоторые примеры:
Графит
Дисульфид молибдена (MoS2)
Политетрафторэтилен (ПТФЭ)
Металлические покрытия
Обычно это очень тонкие покрытия, нанесенные способом гальванизации (например, чрезвычайно тонкие слои золота или серебра).Такие металлические покрытия используются, например, для подшипников под вакуумом, то есть для рентгеновского оборудования или других специальных механизмов.
Скользящие лаки
Твердый смазочный материал в виде тонкого порошка растворяют в подходящем растворителе или другой среде. После нанесения смеси растворитель испаряется, оставляя твердую смазку тонкой пленкой на поверхностях.
Обработка поверхности
Обработка поверхности обычно применяется в качестве защитной меры против коррозии, в дополнение к нормальной смазке, где подшипники подвергаются экстремальным условиям.Наиболее часто используемая обработка поверхности для подшипников качения – бондеризация (наложение защитного покрытия).
Выбор метода смазки.
Решение о выборе наиболее подходящего метода смазки, которое должно использоваться для любого механизма, должно быть сделано на ранней стадии проектирования, так как это влияет на конструкцию смежных деталей.
Способ смазки, который будет использоваться для конкретного изделия, всегда зависит от индивидуальных условий эксплуатации, включая ожидаемые рабочие скорости, температурный диапазон и окружающую среду.
Скоростная возможность смазочных материалов
Скорость вращения подшипника и восприимчивость смазки в специальных средах одинаково важны для определения конкретных скоростей любого механизма.
Значимым параметрами для оценки способности смазочного материала или определенного метода смазки являются так называемые скоростные характеристики. То есть, рабочая скорость подшипника, диаметр шага подшипника, диаметр отверстия подшипника, внешний диаметр подшипника.
Значительные характеристики смазочных материалов.
Вязкость
Вязкость является одной из ветви текучих характеристик жидкости при движении.
Это одна из самых важных особенностей при выборе масел. В случае смазочных материалов указывается вязкость каждого базового масла.
В принципе, проводится различие между номинальной вязкостью смазки, которая является конкретным эталонным значением и рабочей вязкостью, которая возникает при заданных рабочих условиях и рабочей температуре подшипников.
Поскольку вязкость смазки сильно зависит от ее фактической температуры, номинальная вязкость всегда указывается вместе с определенной контрольной температурой. Обычно указанная номинальная вязкость соотносится с температурой 40 ° C, а иногда также указываются другие эталонные температуры.
Консистенция
Степень консистенции указывает на «жесткость» смазки.Очень мягкие смазки, используемые для высоких скоростей, имеют низкий уровень по шкале NLGI, а более жесткие смазки имеют более высокие уровни NLGI-шкалы.
Добавки в смазочные материалы
Для получения конкретных характеристик в смазочных материалах могут использоваться один или несколько агентов, так называемых «добавок».
Более важными добавками являются антиоксиданты, которые увеличивают процесс старения смазки, EP-добавки обеспечивают лучшую несущую способность (EP = экстремальное давление), и так далее.
В случае смазочных материалов, имеющих много добавок, совместимость смазки с материалами уплотнений должна быть уточнена в документации.
Состав смазки.
Смазки, в основном, содержат масляную основу, загуститель и активирующие агенты, называемые добавками.
Масляная основа.
Масляная основа определяет смазывающее поведение смазки. Наиболее распространенными масляными основами являются минеральные масла и синтетические масла.
Загуститель.
Активирующий агент или загуститель в консистентной смазке удерживает масляную основу. Загустители обычно представляют собой металлические мыла (например, литиевые, кальциевые или натриевые), хотя и используются бентонит, полиуретан и некоторые другие компоненты (то есть ПТФЭ).
Показатель стойкости
Консистенция смазки определяется путем измерения глубины проникновения, стандартизованного «тестового» конуса в консистентную смазку при температуре 25 ° С в течение 5 секунд.
Показатель стойкости измеряется так: чем глубже проникает пробный конус, тем мягче смазка. Значения, полученные с использованием этого метода, называются «рабочим проникновением». Классификация значений смазки приведена в таблице:
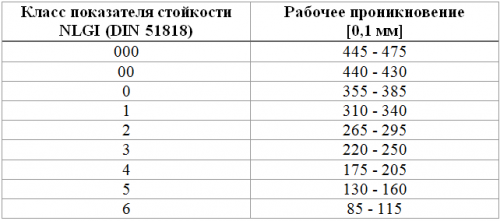
В зависимости от типа подшипника, размера и известных индивидуальных условий эксплуатации могут использоваться смазки разных марок.Мягкие смазки оптимальны для использования в небольших и миниатюрных подшипниках при низких температурах или высоких скоростях, когда используется центральная система смазки.
Более жесткие смазки подходят для больших подшипников, работающих на низких скоростях или при высоких температурах.Кроме того, более прочная смазка подшипника также имеет лучший уплотнительный эффект.Некоторые значимые для наиболее распространенных консистентных смазок указаны в таблице:
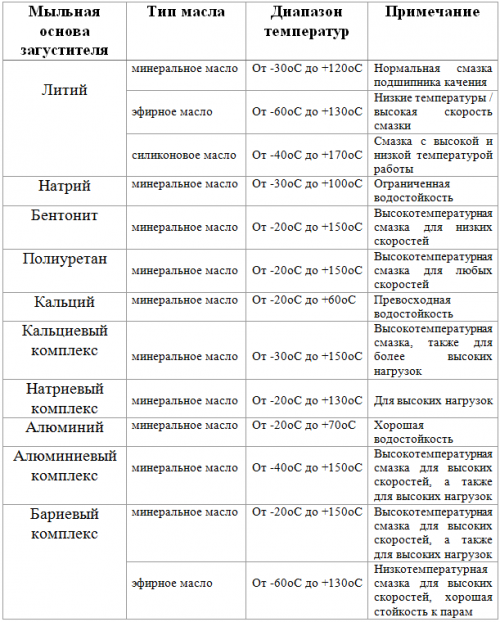
Литиевая мыльная смазка
Является наиболее распространенной и стандартной смазкой. Подходит для большинства температур и скоростей.
Кальциевая смазка
Имеет очень хорошую водостойкость, но ограниченный и низкий температурный диапазон.
Кальциевая комплексная смазка
Также имеет хорошую водостойкость, может работать с более высокими температурами. Кальциевые комплексные смазки имеют тенденцию затвердевать при быстром охлаждении.
Натриевая смазка
Обеспечивают хорошую защиту от коррозии из-за их способности эмульгироваться с ограниченным количеством воды. Однако консистенция смазки становится более жидкой. (То есть тоньше слой и меньше вязкость).
Полиуретановая смазка
Отличная термостойкость, подходит для низких или средних нагрузок.
Специальная смазка для экстремальных рабочих температур, очень хорошо устойчивая к химическим воздействиям.
Смазка для подшипников скольжения
Все работающие механизмы имеют трущиеся или вращающиеся детали. Для того чтобы работа происходила с минимальным трением применяется смазочные материалы. Дополнительно смазка выполняет функции по охлаждению, уменьшению износа контактирующих между собой движущихся деталей, защищает детали от коррозии.
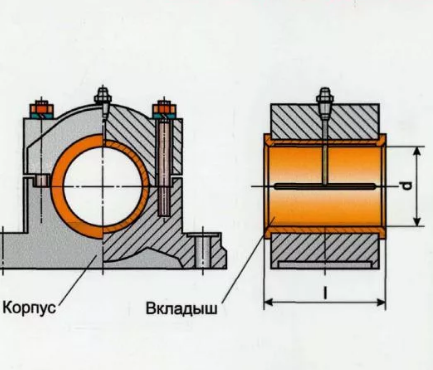 Рис. 1 Устройство подшипника скольжения.
Рис. 1 Устройство подшипника скольжения.
Виды смазки подшипников скольжения и качения
Подвод консистентной и жидкой смазки к подшипникам качения и скольжения
 Рис.2 Вкладыш подшипника скольжения.
Рис.2 Вкладыш подшипника скольжения.
Подвод смазки к узлам подводится по ходу вращения вала во втулки в зону максимального зазора. Распределение смазки по длине вкладыша производится по специальным смазочным каналам, которые располагаются в зоне наименьшей загрузки. В стыках вкладышей протачиваются углубления – карманы, которые одновременно являются емкостью для дополнительной смазки и сбора продуктов изнашивания.
Способы доставки смазки в подшипники скольжения
Подача материала в зону трения может осуществляться несколькими способами:
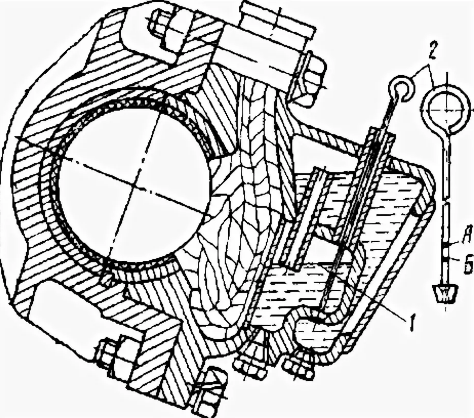 Рис.3 Смазка фитильным способом (шерстяными косами)
Рис.3 Смазка фитильным способом (шерстяными косами)
Фитильная (польстерная) подача масла для смазки подшипников скольжения осуществляется из емкости по шерстяным прядям свитыми из шерстяных нитей, которые одним концом опущены в жидкое масло, вторым касаются вращающихся валов или осей.
Жидкая смазка благодаря капиллярным свойствам шерстяных тканей поднимается вверх, обеспечивая доставку смазочного материала на необходимую высоту. Основное применение польстерных смазочных узлов на железнодорожном составе.
Для ответственных узлов применяется принудительная доставка смазки давлением от насосов, обычно это шестеренчатый насосы различной мощности (НШ).
Смазка для подшипников скольжения электродвигателей
Электродвигатели с подшипниками качения выпускаются в больших количествах и применяются в широком диапазоне механизмов. Для специального оборудования, работающего с большими пиковыми значениями радиальных нагрузок и высокими скоростями, применяются электродвигатели специального назначения, в которых применены подшипники скольжения, аналогичное устройство имеет отдельные типы малогабаритных моторов. Смазка для таких двигателей применяется в общем ассортименте для опорных подшипников скольжения.
Какая смазка лучше для подшипников скольжения
Основная часть подшипников скольжения работает в условиях высоких значений статического и динамического напряжения. Благодаря конструкции узла нагрузка распределяется по всей контактной поверхности, поэтому удельное давление на единицу площади у подшипников скольжения меньше чем качения или зубчатых передач. Но это свойство работает только при правильно подобранной смазке.
Основные критерии выбора
Термостойкая смазка для подшипников скольжения
К высокотемпературным смазкам для подшипников скольжения относится виды, которые сохраняют свои заданные свойства при температуре +100°С и выше. Это достигается добавлением определённых компонентов к основе. Это могут быть мелкодисперсная фракция молибдена, графита, или цветных металлов.
Внимание! если в составе высокотемпературной смазки имеется легирующие элементы из цветных металлов. Какие смазки применяются только для керамических или стальных подшипников.
Efele SG-394
Смазка на синтетической основе, химически стойкая, имеет пищевой допуск H1. В основе перфторполиэфир и политетрафторэтилен. Обладает хорошей адгезией, несущей способностью и антикоррозионными свойствами. Может работать с любыми пластмассами и эластомерами.
 Свойства
Свойства
 Свойства
СвойстваLuqui Moly LM 50

Силиконовая смазка для подшипников скольжения
Silicot
Силиконовая смазка применяется для слабо нагруженных узлов трения, хорошо защищает изделия от попадания влаги, в том числе – резиновые изделия, пластик и другие материалы. смазка пластична и долговечна.
Свойства смазки
 Свойства смазки
Свойства смазкиДополнительную информацию о применении силиконовых смазок можно узнать из приведенного видео ниже.
Смазка подшипников качения: особенности выбора и эксплуатации

В современном мире подшипники качения, представленные многочисленными конструктивными модификациями, все шире оснащают опоры осей и валов различных агрегатов и механизмов. Одновременно с этим увеличиваются и требования к их быстроходности, грузоподъемности, бесшумности и другим потребительским свойствам.
Но широкая номенклатура обуславливает разные условия эксплуатации и необходимость применения унифицированных и специализированных смазочных материалов. Например, подшипники сельскохозяйственных машин выходят из строя в результате загрязнения, а на подвижном составе и газотурбинном оборудовании их отбраковывают из-за точечной коррозии. Следовательно, консистентные смазки и масла являются материалами, которые напрямую влияют на степень функциональности и долговечности данных деталей, этом должны соответствовать конкретным условиям работы и подбираться с учетом эксплуатационных характеристик оборудования.
Особенности смазки подшипников качения
Ключевая функция подшипника как механического узла – обеспечение равномерного осевого вращения. При этом его элементы подвержены значительным динамическим нагрузкам, воздействию внешних температур, конструктивному нагреву в результате трения и негативным факторам окружающей среды.
Соответственно применение эффективных смазочных материалов – основное условие нормального функционирования не только подшипников качения, но и всего оборудования в целом, так как они:
Данные вещества также используют, чтобы эффективно отводить тепло и исключить появление задиров, сваривание и износ. При этом они должны обеспечить простоту замены отработанного материала, минимальные потери мощности и снижение затрат на техобслуживание.
Эксплуатационные факторы, влияющие на выбор
Чтобы правильно выбрать жидкую или пластичную смазку для подшипника качения и обеспечить его стабильную и длительную работу, необходимо учитывать:
частоту вращения. При этом следует руководствоваться элементарным правилом: чем больше число оборотов, тем меньше должна быть вязкость базового масла;
режим работы и нагрузку, оказываемую на корпус подшипника. При разрыве масляной пленки создается прямой контакт «металл-металл», что при простое в доли секунду может вызвать схватывание сопряженных поверхностей и выход узла из строя. Поэтому в большинстве случае, подшипники качения целесообразно обрабатывать пластичной смазкой. Их рекомендуют использовать при высоких нагрузках и малых оборотах, ударных и периодических пиковых нагрузках, переменных скоростях и частых остановах. Жидкие масла также применяются, но их доля составляет приблизительно 20% против 80%, которые приходятся на различные консистентные продукты. Твердые смазки для этих целей используются лишь в очень ограниченном количестве и для особых случаев: вакуум, рентгеновские установки;
рабочую температуру. С повышением градусов снижаются вязкостные и антифрикционные свойства смазочных материалов, а перегрев подшипника в результате длительного воздействия температур выше + 90˚С вызывает термический отпуск металла и резкое снижение прочностных и усталостных характеристик. При минусовых температурах, застывая, смазки провоцируют стопорение и появление воздушных зазоров и капсул, а скопившаяся в них влага усугубляет развитие коррозии;
условия окружающей среды (повышенная влажность, наличие агрессивных и летучих веществ, мелкодисперсной бумажной, древесной и металлической пыли). Воздействие влаги и реагентов будет провоцировать коррозию, снижение срока службы узла, появление ложного бринеллирования, а затвердевшая от загрязнения абразивными частицами смазка будет через стопорение вращения препятствовать нормальной работе узла.
Выбор основных свойств
Так как смазкой определяется общие эксплуатационные качества подшипников качения, она должна обладать:
Важнейшим показателем смазки подшипника качения является вязкость – способность вещества сопротивляться механическому сдвигу. Она же выступаете фактором, определяющим грузоподъемность смазочной пленки в подшипнике, пусковые характеристики и интенсивность отвода тепла. Но в первую очередь степень вязкости влияет на упругую деформацию сопряженных поверхностей и зависит от давления и температуры.
Числовой расчет данного параметра, который часто путают с консистенцией смазочных веществ, довольно сложный и учитывает линейный контакт, боковые утечки, сдвиговые напряжения, среднюю скорость, развиваемую телами качения, и другие физические параметры. Для упрощенного подбора можно воспользоваться типовыми рекомендациями производителя.
Для выбора пластичных смазок также руководствуются:
Использование жидких масел
Для высоких частот вращения и при малых габаритах потребуется обеспечить значительные пусковые моменты, соответственно, в таких случаях целесообразно использовать масло с вязкостью менее 12 мм2/с.
К сожалению, жидкие материалы вне зависимости от комплекса присадок и условий применения активно окисляются при контакте с воздухом, а образовывающие продукты окисления ухудшают антифрикционные свойства. При повышенных температурах и высоких скоростях данные процессы только усугубляются, что и ограничивает сферу применения жидкого масла и обуславливает его частую замену.
Преимущества пластичных продуктов
Сегодня уже доказано, что при вращении подшипников качения в них реализуется упругогидродинамический режим смазки, а вязкость базового масла определяет вязкостные характеристики мазеподобных веществ. Это объясняет тот факт, что пластичные материалы, несмотря на объемные свойства, практически не влияют на величину сопротивления осевому вращению, к тому же они:
Пластичные материалы, растекаясь по рабочим поверхностям и формируя прочный слой между телом качения и дорожкой, обеспечивают полноценное смазывание и не вытекают из узла. Причем толщина антифрикционной пленки лежит в пределах от 0.2 до 0.8 мкм и даже при длительной работе изменяется лишь незначительно. За счет возможности нанести оптимальное количество смазки в подшипник качения вполне реально обеспечить экономный расход материала и значительно минимизировать конструктивный износ, ведь известно, что ее излишки вызывают перегрев, а недостаток сокращает срок службы.
Таким образом, для непродолжительной осевой нагрузки при низких температурах лучше использовать жидкие масла, а для постоянных, переменных и случайных осевых нагрузок при высокой, умеренной и низкой температуре рекомендуется использование пластичных смазок. Другой вопрос, какими антифрикционными, антизадирными, противокоррозионными и другими потребительскими качествами они будут обладать из-за химической природы базового масла, загустителя и комплекса присадок.
Многоцелевые смазки для подшипников качения
Такие продукты рассчитаны на обширную сферу применения и температурный диапазон до +140˚С и характеризуются унифицированными эксплуатационными качествами. Их изготавливают на основе минеральных масел с добавлением кальциевых, литиевых и натриевых мыл в качестве загустителя. Основной ассортимент таких материалов составляют многофункциональные пластичные смазки, среди которых выделяются «Эрна-МФ» и «Молиол».
Термо- и морозостойкие продукты
Подшипникам, которые эксплуатируются при стабильных высоких и низких температурах и постоянных знакопеременных колебаниях окружающей среды, необходимо подбирать смазочные вещества не только по характеру нагрузки и скоростного режима, но и с увеличенным закладочным интервалом, высокой стойкостью к старению, великолепными антикоррозионными, антифрикционными и противозадирными свойствами.
Для узлов, эксплуатируемых при высоких температурах, мы предлагаем широкий выбор материалов: «Ассоль», «УДМ», «ИПФ-250» и «Эрна-300». Такой обширный ряд дает возможность подобрать смазочные материалы с учетом специфики производства: пищевая отрасль, асфальтоукладчики, тяжело нагруженные агрегаты, условия вакуума и т.д.
Смазка высоконагруженных и высокооборотных подшипников
Для таких узлов рекомендуется применять материалы на синтетической основе и с улучшенными свойствами влагостойкости, ведь чем больше нагрузка, тем выше вероятность расслоения, проявления коррозийных процессов и возникновение масляного «голода» на металлических поверхностях. Мы рекомендуем обратить внимание на молибденсодержащую смазку «Моли-ДЛ», а также на смазки «Орион» и «СКАТ» производства компании «Интеравто».
Но какую бы вы жидкую или пластичную смазку не использовали для обработки подшипников качения, главное, помнить, что подбор материала следует производить с помощью специалистов и необходимо как можно полнее описать проблему с которой вы столкнулись и оборудование для которого необходимо произвести подбор.



