Фильера
Смотреть что такое «Фильера» в других словарях:
ФИЛЬЕРА — (франц. filiere от fil волокно, нить). 1) деталь машин в виде колпачка или пластины с отверстиями диаметром 0,06 0,8 мм для формования химических волокон2)] Фильера в металлообработке волока с одним отверстием … Большой Энциклопедический словарь
ФИЛЬЕРА — выданный продавцом особый вексель, держателю которого предлагается принять доставленный товар, проданный ему на определенных условиях по определенной цене. Фильера является средством окончательного расчета; по срочным сделкам. В отличие от… … Экономический словарь
фильера — волока, матрица, вексель Словарь русских синонимов. фильера сущ., кол во синонимов: 4 • вексель (31) • волока … Словарь синонимов
Фильера — (фр. filière, от fil – волокно, нить, проволока): Деталь машины для формирования химических волокон (например, базальтового и стеклянного волокна) – колпачок или пластина с отверстиями. Обычно выполняется из высокопрочных нержавеющих сталей и… … Википедия
Фильера — – деталь машины для формирования химических волокон – колпачок или пластина с отверстиями. Изготовляются обычно из адгезионно и коррозионностойких сплавов (например, никелевых) и нержавеющих сталей … Нефтегазовая микроэнциклопедия
ФИЛЬЕРА — здесь: выданный продавцом особый вексель, держателю которого предлагается принять доставленный товар, проданный ему на определенных условиях по определенной цене. Ф. является средством окончательного расчета по срочным сделкам. В отличие от… … Юридическая энциклопедия
ФИЛЬЕРА — (1) диск или пластина из антикоррозионного материала со множеством мелких (от 0,06 до 0,1 мм) профилированных отверстий для формирования сечений хим. волокон (нейлона, капрона, лавсана, нитрона и др.), которые получают путём продавливания через Ф … Большая политехническая энциклопедия
фильера — (франц. filière, от fil волокно, нить), 1) деталь машин в виде колпачка или пластины с отверстиями диаметром 0,06 0,8 мм для формования химических волокон. 2) Фильера в металлообработке волока с одним отверстием. * * * ФИЛЬЕРА ФИЛЬЕРА (франц.… … Энциклопедический словарь
фильера — ФИЛЬЕР а, м., ФИЛЬЕРА ы, ж. filière f. един. Проволочница (filière), превращения шелкового червя. Сл. комм. 1790 7 412. 1. Приспособление в прядильной машине в виде колпачка или диска с отверстиями для получения искусственных нитей и штапельных… … Исторический словарь галлицизмов русского языка
Фильера — [draw plate (die)] 1. Рабочий инструмент волочильного стана волока с одним волочным каналом (глазком). Обычно изготовливается из инструментальных сталей и твердых сплавов. Фильера для тонкой и тончайшей проволоки изготовляется из кристаллов… … Энциклопедический словарь по металлургии
фильера — выданный продавцом особый вексель, держателю которого предлагается принять доставленный товар, проданный ему на определенных условиях по определенной цене. Фильера является средством окончательного расчета по срочным сделкам. В отличие от… … Словарь экономических терминов
Разновидности волок (фильеров)

Выбор фильер в зависимости от целей
Учитывая, что волоки (фильеры) для волочения проволоки (или другие их виды) испытывает огромное динамическое и температурное воздействие особое внимание уделяется технологии их производства. Для этих целей преимущественно используют синтетическую, алмазную структуру или твёрдые сплавы особой прочности. Также достаточно часто используют и так называемую инструментальную сталь. Сам же выбор изделия напрямую зависит от особенностей производственного процесса и его планируемых экономических показателей.
Так, например, волоки (фильеры) напорная способна эффективно обеспечивать поступление смазочного, обслуживающего агента непосредственно в зону деформации. На практике генерирующиеся в процессе работы трение в несколько раз уменьшается, так же как и усилие деформации. Таким образом волока (фильера) напорная гарантирует уменьшение расходов энергетического потребления при машинной обработки. К тому же износ волоки будет незначительным и не потребует её скорого восстановления или замены. Что касается основной области её использования, то это исключительно «сухое волочение», где применяются специальные смазки в порошкообразном виде.
На что обратить в первую очередь внимание?
Вообще не стоит забывать, что перед покупкой волок (фильер) для волочения проволоки или других их модификаций стоит убедиться в её эксплуатационных характеристиках. Важнее всего получить информацию о её реальной стойкости. Это параметр говорит о фактическом количестве проволоки, которая протягивается до механической поломки самого инструмента. Отдельно оценивается стойкость износа, что подразумевает число полученной продукции на 1 единицу внутреннего канала (измеряется в микронах).
Решения для разных технологических задач
Если целью вашего технологического процесса является необходимость протягивания хромоникелевых сталей, то целесообразно будет купить волоки (фильера) твёрдосплавные. Дело в том, что именно этот тип изделий выделяется идеальным балансом рабочей производительности и общего КПД. Не будет лишним сказать и об их высокой устойчивости к трению в условиях ежедневной, безостановочной эксплуатации. Да и хорошая пригодность к шлифованию волок (фильер) твёрдосплавных не подлежит сомнению.
Один из самых надёжных вариантов
Волочение проволоки: технология и оборудование — волочильные станы и станки
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.

Линия производства проволоки по методу волочения
Основные этапы
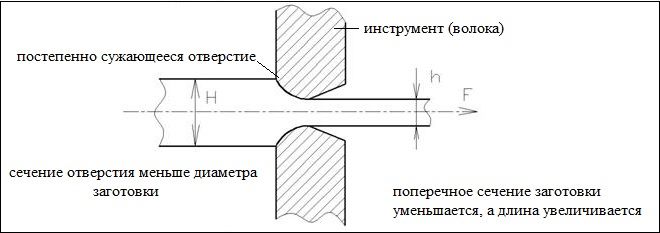
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
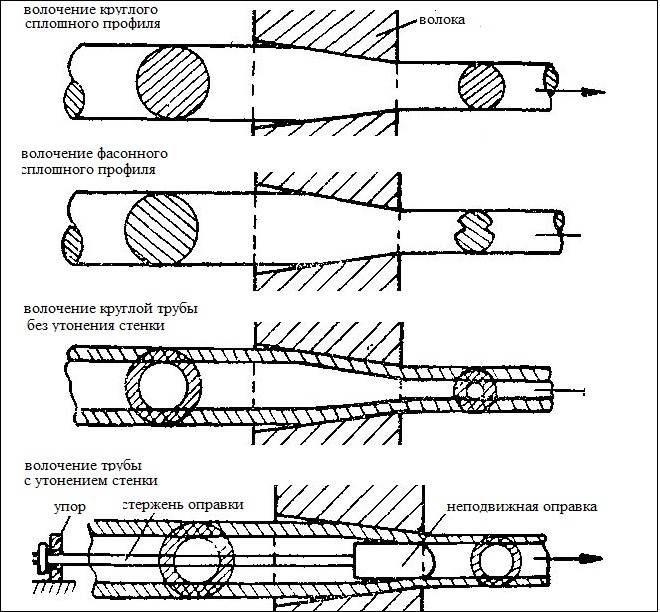
Принцип волочения металла
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.

Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
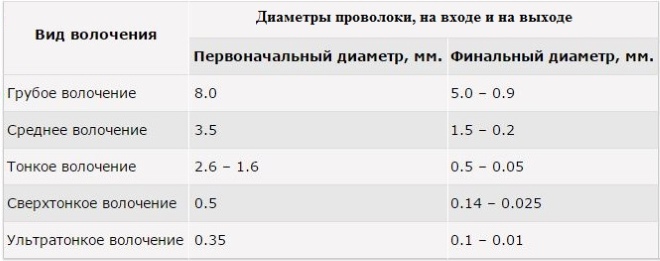
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:

Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Подготовка металлических заготовок
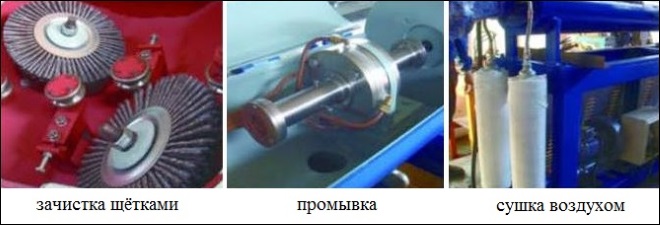
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.
Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.
Волочение медной проволоки
Чтобы более подробно познакомиться с технологией волочения, можно рассмотреть ее на примере того, как делают медную проволоку. Заготовки для выполнения такой операции получают методом литья, после чего их сплавляют между собой и прокатывают. Чтобы волочение медной проволоки было выполнено максимально качественно, с поверхности заготовки необходимо удалить оксидную пленку, для чего ее обрабатывают раствором кислоты.
Намотка готовой проволоки на барабан
Сам процесс волочения мало чем отличается от производства сварочной проволоки (или любой другой). Проволочный стан в таком случае тянет заготовку, пропуская ее через фильерные отверстия определенного диаметра. Для изготовления медной проволоки очень небольшого диаметра (до 10 мкм) ее формирование может осуществляться в специальном смазочном составе (погружной метод). В качестве таких составов, в частности, могут использоваться:
Использование таких составов, через которые проволока проходит в процессе своего формирования, позволяет получать изделия, наружная поверхность которых отличается максимальной чистотой.
Матчасть
Филье́ра (фр. filière от fil – волокно, нить, проволока) — твердосплавный инструмент из высокопрочного материала с коническим отверстием различной формы и геометрии.
Фильерами принято считать:
Твердосплавная фильера она же волока — это инструмент, через который протягивают проволоку при производстве. При прохождении через волоку, проволока становится тоньше и вытягивается. Единичные обжатия в твердосплавной фильере до 30 % и зависят от технологического процесса. Твердосплавные фильеры бывают разного наружного диаметра.
Геометрия фильер является определяющим фактором в процессе волочения, для получения постоянной и равномерной холодной деформации. Только в этом случае проволока после волочения имеет хорошие пластические свойства.
Также фильеры применяются для выравнивания проволоки в правильно-отрезных станках. В этом случае внутренняя геометрия отличается от фильер для производства проволоки.
Что такое волочильный инструмент в производстве проволоки?
Волока – это инструмент с воронкообразным отверстием (каналом) определенной формы. Через это внутреннее отверстие протягивается обрабатываемый материал (проволока, пруток, труба).
Для изготовления волок (фильер) для волочения проволоки, применяют твердые сплавы, технические алмазы и инструментальные стали. Качество волок во многом определяет экономические показатели процесса волочения и свойства получаемой проволоки. Применение высоких скоростей волочения целесообразно только если обеспечена высокая стойкость волок.
В процессе производства проволоки на волоку воздействуют значительные нагрузки, так как в ее рабочем канале под действием силы волочения и сопротивления стенок волоки происходит пластическая деформация металла. Часть профиля волоки, контактирующей с протягиваемым металлом, подвергается износу вследствие действия значительных сил трения. Основными показателями качества волочильного инструмента, в процессе эксплуатации, являются стойкость фильер от истирания и раскола, и величина силы волочения.
Стойкость волок оценивается количеством протянутой проволоки до выхода из строя волочильного инструмента, а стойкость волок до износа — количеством продукции на единицу износа внутреннего канала, например на микрон износа.
Показатели влияющие на высокую стойкость волочильного инструмента и снижение величины усилия волочения:
По конструктивным особенностям волоки могут быть монолитными и составными. Составные волоки состоят из нескольких сопряженных частей и применяются редко— лишь для волочения проволоки толстых сечений. В основном используют монолитные волоки, состоящие из сплошного материала. Стальные волоки не нашли широкого применения, их используют иногда только при волочении проволоки из мягких пластичных металлов и при калибровке прутков.
А Вы знаете, как изготавливается твердосплавная заготовка для волок?
Спечённые твёрдые сплавы состоят из металлоподобного соединения, цементированного металлом или сплавом. Их основой чаще всего являются карбиды вольфрама или титана, сложные карбиды вольфрама и титана. В качестве матрицы для удержания зерен твердого материала в изделии применяют так называемую «связку» — металл или сплав. Обычно в качестве «связки» используют кобальт.
Получение твердых сплавов методом порошковой металлургии состоит из следующих последовательных операций:
Для изготовления волок-заготовок применяют порошки карбида вольфрама, сцементированные кобальтом. В табл.1 приведены состав и свойства твердых сплавов, используемых для изготовления волок.
Таблица 1. Состав и свойства твердосплавных волок
Фильера для проволоки что это
Авторы: Курт Г. Эдер, д-р, президент компании,EDER Engineering GmbH(Австрия)
Фильеры для волочения проволоки
Оборудование для волочения проволоки и производства кабельных изделий прежде всего бросается в глаза человеку, попавшему впервые на кабельный завод, из-за своих огромных размеров, и значительно меньше внимания обычно уделяется не очень заметному, небольшому по размерам волочильному инструменту, являющемуся неотъемлемой частью волочильного оборудования.
Однако именно этот сверхтвердый прецизионный инструмент фактически определяет конечный успех или неудачу в любом процессе волочения проволоки, поэтому фильеры должны рассматриваться не просто как предмет, покупаемый путем сравнения прайс-листов. Они заслуживают более тщательного изучения с точки зрения качества и потенциальных возможностей, которыми они обладают, так как они действительно вносят большой вклад в экономическую эффективность кабельного завода.В обобщенном виде характеристики волочильного инструмента можно определить следующим образом:
— высокая прочность на сжатие и жесткость;
— высокая твердость и износостойкость;
— высокое качество рабочей поверхности, контактирующей с катанкой или проволокой, подвергаемыми волочению.
Фильеры для волочения проволоки можно оценить по качеству проволоки, изготовленной при помощи конкретного волочильного инструмента. Это значит, что для достижения максимальной экономической эффективности необходимо, главным образом, оптимальное увеличение срока службы инструмента.
Однако желаемый успех может быть достигнут только при условии выбора материалов первоклассного качества для изготовления волочильного инструмента, правильно рассчитанной геометрии профиля фильеры и полировки ее поверхности в соответствии с предназначенным для волочения материалом, а также необходимо еще одно последнее, но не менее важное условие – эти высококачественные изделия должны быть закуплены.
В отличие от прежних времен, когда закупкой волочильного инструмента и выбором поставщиков для кабельных заводов занимались по существу опытные технические специалисты, в настоящее время эта деятельность находится в основном в руках специалистов по закупкам, часто имеющих довольно ограниченные технические знания и живущих под постоянным и сильным давлением задачи – «купить наилучшим образом», что в их глазах означает не что иное, как купить по самой низкой цене и часто – непреднамеренно – за счет более низкого уровня качества изделия. Необходимо понимать, что если цены опускаются ниже уровня, который может выдержать продавец, то неизбежно снизится возможность проведения научно-исследовательских разработок, осуществления хорошего сервиса и просто снизится качество изделий.
Наличие такой предполагаемой «экономии», с одной стороны, может привести к возникновению множества недостатков и ряда неудобств, с другой стороны. Это и сокращение срока службы фильер, и более частая необходимость их ремонта, и меньшее количество изготовленной проволоки хорошего качества и т.д. Другими словами, экономия может в конечном счете привести к нежелательному результату. На многих заводах, особенно на тех, где нет тщательного мониторинга эффективности волочильного инструмента, эти факты могут быть сразу не видны или не осознаны, но они на самом деле существуют.
Если такой принцип закупки просто «дешевых» изделий будет продолжаться и дальше, то, конечно, это скажется отрицательно на общих производственных и экономических показателях компании.
Как определить качество волочильного инструмента?
В этой связи можно выделить следующие критерии:
— выбранный материал фильеры (износостойкость);
— исполнение геометрии (профиля фильеры и полировки ее поверхности);
— количество повторных обработок после выявления первоначального износа;
— высокий срок службы фильеры и полученное количество готовой проволоки (в тоннах).
Материалы фильер.
Выбор наиболее соответствующего материала для волочильного инструмента зависит главным образом от типа и размера проволоки, требуемого объема производства проволоки, а также от инфраструктуры, существующей на кабельном заводе. Вообще говоря, чем меньше размер изготовляемой проволоки, тем более твердым и мелкозернистым (лучше поддающимся полировке) должен быть материал фильеры. Уместно будет кратко остановиться на материалах, используемых в настоящее время для изготовления волочильного инструмента.
Твердость может достигать значения, в три раза превышающего значение твердости стали. В настоящее время фильеры из карбида вольфрама применяются главным образом для волочения проволоки из черных металлов, но также частично и для волочения изделий больших диаметров, а также при волочении небольших партий проволоки и частом изменении диаметров изделий.
После появления фильер из синтетических поликристаллических алмазов в начале 70-х годов прошлого века и постоянного увеличения размеров заготовок для фильер применение фильер из карбида вольфрама резко сократилось.
Кроме закаленной стали и карбида вольфрама до появления синтетических поликристаллических алмазов для изготовления волочильного инструмента использовались натуральные алмазы, обладающие необычайно высокой твердостью и износостойкостью. Несколько лет тому назад на рынке также появился материал из синтетических монокристаллических алмазов, часто называемых «Monodie». Как и натуральный алмаз, он используется в основном для изготовления фильер с небольшим диаметром волоки и фильер для чистового волочения.
Синтетический поликристаллический алмаз.
Уже в конце 60-х годов в условиях конфиденциальности специалисты компании EDER (Austria) смогли испытать и успешно использовать для изготовления фильер первый сделанный человеком синтетический поликристаллический алмаз – материал, созданный компанией General Electric под маркой COMPAX. Это затем привело к разработке серии новых, более мощных волочильных машин, после чего начиная с 70-х годов этот первоначально очень плохо поддающийся обработке материал стал абсолютным победителем среди материалов для изготовления волочильного инструмента. Благодаря другой запатентованной компанией EDER технологии вскоре была также решена проблема полировки поверхности фильеры из поликристаллического алмаза, которая в то время была похожа на апельсиновую корку. В начале 80-х годов, после совместной работы с компанией Siemens, специалисты компании EDER смогли успешно изготовить и представить на мировой рынок первые фильеры из поликристаллического алмаза, используемые при скрутке медных и алюминиевых проводников и с большими волочильными каналами для общего рынка.
В настоящее время вряд ли какой-либо волочильный стан или даже кабельный завод в целом мог бы успешно функционировать без применения волочильного инструмента из синтетических поликристаллических алмазов, имеющего различные модели и различное назначение, начиная с волочения катанки и заканчивая тонким волочением проволоки. Фильеры из поликристаллических алмазов чаще всего применяются для волочения проволоки из всех видов цветных металлов, но также и для волочения проволоки из нержавеющей стали, а кроме того (в условиях температурной стабильности) даже для волочения тугоплавких и других материалов. Во многих случаях они заменили использовавшиеся ранее фильеры из карбида вольфрама и натуральных алмазов.
С исторической точки зрения «отцом» и изобретателем «сделанного человеком» синтетического поликристаллического алмаза (COMPAX PCD) была компания General Electric (в настоящее время – Diamond Innovation). Ее последователями были компании Sumitomo и De Beers (последняя уже не участвует в этом секторе производства). Недавно, главным образом после ухода компании De Beers, на рынке появились другие производители поликристаллических алмазов и материалов заготовок для фильер, преимущественно из Китая (например, компании Henan Sifang и New Asia), которые также пытаются получить свой «кусок пирога» глобального рынка, причем в основном за счет более низкого уровня цен. Несколько металлургических заводов в других частях Азии в настоящее время тоже стремятся поучаствовать в этом бизнесе, но пока не очень успешно.
Критерии качества синтетического поликристаллического алмаза.
Заготовки фильер из синтетического поликристаллического алмаза состоят из многих миллионов кристаллов, которые за счет катализатора (чаще всего кобальта) и благодаря использованию высокого давления и высокой температуры имеют очень прочное сцепление.
Качество изделия из синтетического поликристаллического алмаза определяется степенью однородности распределения частиц алмаза в самых строгих пределах допусков (в микроволнах), а также степенью равномерности твердости, износостойкости и механической стойкости независимо от направления заготовки.
Только такой высокий уровень качества обеспечивает уникальные преимущества фильер из синтетического поликристаллического алмаза, а именно высокую прочность, исключительную износостойкость, более длительный срок службы, стабильность размеров, возможность повторных обработок, более длительный период работы машины в исправном состоянии и т.д. Все эти качества могут гарантировать эффективность работы завода, на котором применяются рассматриваемые фильеры.
При анализе ситуации с традиционными и недавно появившимися экзотическими поставщиками фильер из синтетических поликристаллических алмазов нельзя не учитывать тот факт, что существует множество различий, которые в той или иной мере определяют вышеупомянутые критерии качества. Никто обычно не отказывается от дешевой покупки на рынке, но следует также понимать, что ничего в жизни не бывает бесплатно и что часто приходится идти на компромисс, когда требуется принять решение по поводу «дешевых изделий». Что касается заготовок для фильер волочильного инструмента, то для них в такой ситуации также не бывает исключений.
Сложившаяся в настоящее время ситуация и давление с точки зрения стоимостных факторов.
Поскольку технические специалисты реально уже не участвуют в принятии решений при закупке таких важных изделий, как волочильные инструменты и т.п., отделы материально-технического снабжения предприятий склоняются к покупке более дешевых товаров, полагая, что все фильеры и синтетические поликристаллические алмазы для фильер «все равно одинаковы», а также стремясь показать свою эффективность в экономии капитала своих компаний.
Вполне вероятно, что, испытывая все большее давление со стороны отделов закупок, тот или иной производитель фильер рано или поздно начнет склоняться к тому, чтобы использовать «более дешевый синтетический поликристаллический алмазный материал для изготовления своих фильер», чем было решено первоначально. В итоге создается ситуация, которая на самом деле не может быть полезной кабельной промышленности и вероятному дальнейшему развитию которой нужно сразу же и всеми возможными способами противодействовать, для того чтобы впоследствии гарантировать необходимую прозрачность при определении уровня качества инструментов и уровня эффективности производственных предприятий.
Идеальным средством гарантии оригинальности и качества заготовок из синтетических поликристаллических алмазов, используемых для изготовления соответствующего волочильного инструмента, и в то же время возможности концентрирования важных свойств фильер, а впоследствии также эксплуатационных данных, которые должны быть доступны в любое время, на фирме EDER Engineering GmbH является революционная, запатентованная компанией EDER информационная система «EDDS», связанная с волочильным инструментом. В настоящее время активно ведутся переговоры по поводу применения этой передовой системы «EDDS» с хорошо известным производителем заготовок для фильер из синтетического поликристаллического алмаза.
Качество исполнения геометрии фильеры и полировки её поверхности.
В настоящее время все эти важнейшие требования в значительной степени выполняются почти всеми западными изготовителями волочильного инструмента. Имеются некоторые различия: если в Европе потребители предпочитают волочильный инструмент с тщательной полировкой поверхности, включая все конусообразные части фильеры, то в США и некоторых странах Азии часто лишь волочильный конус и несущая часть фильеры подвергаются зеркальной полировке, а входной и выходной конусы часто остаются неполированными.
Менее тщательно выполненный волочильный инструмент, в частности фильеры с небольшим диаметром канала, часто поступает от поставщиков дешевых изделий из Азии, за исключением Японии.
Эффективное использование и повторная обработка фильер.
Все вещи в нашей жизни подвержены износу, и фильеры не являются исключением из этого правила. Высокое качество материала фильер в сочетании с тщательно выбранной геометрией и полировкой поверхности – самая лучшая гарантия длительного срока их службы и обеспечения наиболее оптимальных результатов процессов волочения проволоки, что означает весомый вклад в эффективность заводов.
Однако существуют и другие факторы, от которых также зависит эффективность фильер в волочильной машине:
— чистота и твердость материала проволоки;
— качество сварных соединений в проволоке, которая подвергается волочению;
— температура волочения (при «мокром» волочении около 40–50°С);
— тип и состояние смазки (значения рН, плотности и т.д.);
— промежуточный контроль в процессе волочения;
— промежуточный контроль применяемых фильер.
Рано или поздно в зависимости от объема изготовленной проволоки, а также от условий использования волочильного инструмента все фильеры подвергаются износу. Наиболее высокая эффективность достигается, если фильеры извлекаются из машины для быстрой полировки, когда начальные признаки износа видны в волочильном конусе, там, где происходит первый контакт проволоки с фильерой. В этом случае можно успешно и в течение длительного периода времени использовать фильеры с сохранением их первоначального диаметра до того момента, когда потребуется перевести их на следующий больший диаметр.
Оборудование для ремонта фильер необходимо выбирать в соответствии с материалом фильеры.
Фильеры из карбида вольфрама.
Фильеры из натурального и синтетического поликристаллического алмаза.
Необходима двойная технология для успешной обработки этих фильер. Для обработки (шлифовка + полировка) конусообразных частей фильер потребуется достаточно мощный ультразвуковой станок (полуавтоматическая модель USP – 115), в то время как для прецизионной калибровки и полировки несущей части потребуются специальные станки, выбираемые в зависимости от типоразмера проволоки, а для фильер из поликристаллического алмаза – со значительно более высокой скоростью хода (полуавтоматическая установка HGM – 21 с двумя шпинделями).
Регулярная и своевременная обработка фильер может значительно продлить срок службы этого дорогостоящего инструмента и таким образом существенно повысить эффективность производства на любом кабельном заводе.
Не ремонтируемые вовремя, изношенные фильеры представляют собой просто неиспользуемые богатства, что создает ситуацию, которая неприемлема для современного завода, стремящегося к высокой эффективности производства. Пренебрежение имеющимся потенциалом – изношенными фильерами, которые можно повторно обработать, является большой ошибкой, тем более что в наши дни существует оборудование для ремонта фильер, несложное в эксплуатации, требующее относительно небольших капиталовложений и обеспечивающее быструю окупаемость за счет значительного увеличения срока службы фильер, что ведет к заметной экономии средств в любом производстве проволоки. Например, при волочении проволоки с использованием высококачественных новых или хорошо отремонтированных фильер в зависимости от существующей инфраструктуры обычно простой оборудования для смены комплекта фильер составляет 20–40 минут. Если вы можете увеличить срок службы фильер на 10%, то вы при этом увеличиваете общую производительность на 10%, и следовательно затраты на увеличение срока службы фильер – это не просто покрытие расходов на фильеры.
Однако для ремонта волочильного инструмента необходимы определенный опыт и использование ноу-хау. Если они отсутствуют или не соответствуют современному уровню, их можно в любое время получить у компаний, специализирующихся в этой области.
Резюме.
В последнее время и особенно в Европе часто с энтузиазмом смотрят на быстрый экономический рост в Азии. В прошлом это в основном касалось Японии, но сейчас большинство взглядов направлены на Китай и частично на Индию.
Копирование фирменных изделий всегда было старой традицией в большинстве стран Азии, и – в отличие от западного мира – это часто не считается чем-то недопустимым, а скорее представляется «обучением у мастеров»! При этом совершенно очевидно, что такие изделия – копии, не требующие огромных и долгосрочных инвестиций в научно-исследовательские и проектно-конструкторские работы – могут поставляться на рынок по значительно более низким ценам.
Потенциальным покупателям таких изделий настоятельно рекомендуется очень тщательно сравнивать их реальный уровень качества и потенциальные возможности, поскольку при ежедневной эксплуатации в жестких условиях эти дешевые изделия часто оказываются в результате достаточно дорогостоящими. По-прежнему общеизвестно, что большинство надежных инноваций попадают в наш технологический мир из западных стран, хотя часто при современной глобализации значительная часть производств переводится на Восток.
Однако последняя крупная выставка кабельной технологии – «WIRE China 2005» – в Шанхае ясно показала, что в основном по причинам дешевой рабочей силы производство изделий более низкого технологического уровня там может быть, конечно, дешевле, но качество большинства таких изделий часто отвечает лишь требованиям местных стандартов и не оправдывает ожидания более высокого качества, существующие во многих странах за пределами Азии.
Отделы по закупкам западных компаний, пытаясь найти самый низкий уровень цен, часто испытывают эйфорию, видя дешевые товары из Азии, и часто рассчитывают сэкономить значительные суммы для своих компаний, начиная закупать эти изделия. На самом деле большинство этих коммерсантов обладают недостаточными знаниями для того, чтобы понимать, что этим они могут нанести существенный вред эффективности своих производственных предприятий, или, что еще хуже, они попросту не думают об этом, пока их «успешные операции по закупкам» помогают им продвигаться вверх по служебной лестнице.
Качество действительно всегда имеет цену. Это утверждение справедливо и для кабельной промышленности.



