Соединения деталей корпусных конструкций бывают сварные и заклепочные
Сварные соединения — наиболее распространенный тип соединений корпусных конструкций. Различают: соединения встык, тавровые, угловые и внакрой (рис. 52).
Кроме того, встречаются разновидности этих основных типов. Например, прорезные (разновидность соединений внакрой) и гребенчатые (разновидность тавровых соединений). Соединения внакрой применять не рекомендуется; их по возможности заменяют стыковыми.
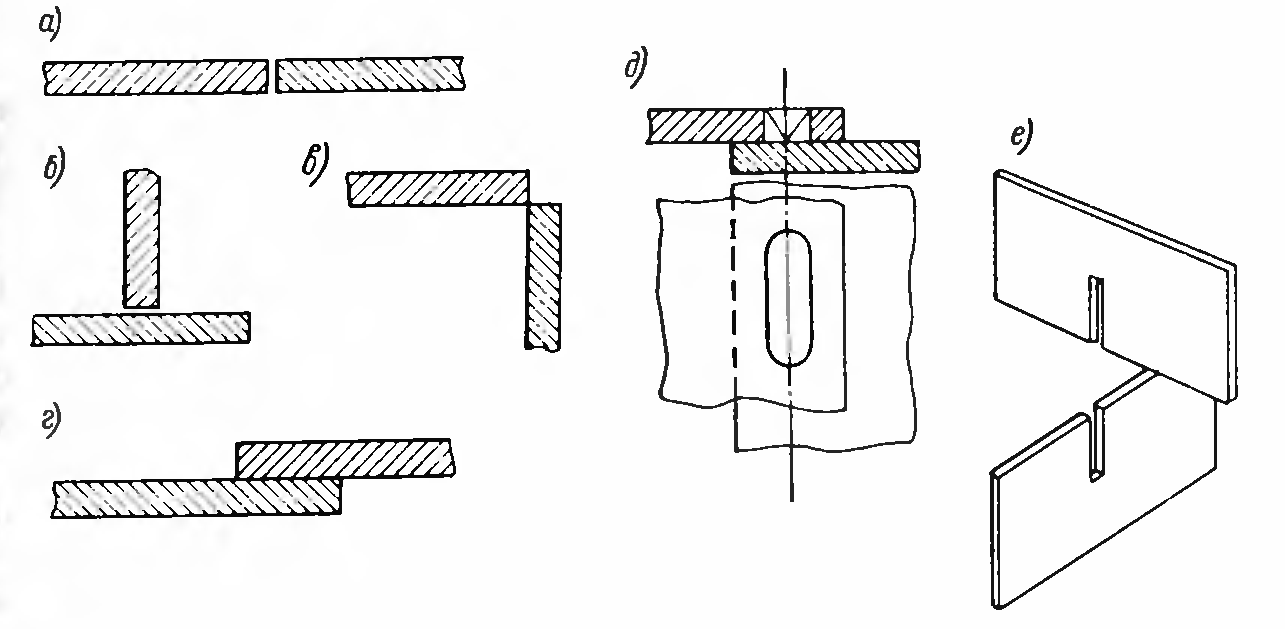
Рис. 52. Типы сварных соединений:
а — встык; б — тавровое; г — в накрой; д — прорезное; е — гребенчатое угловое;
Швы сварных соединений корпуса бывают стыковые, угловые и пробочные. Стыковыми швами сваривают стыковые соединения, пробочными — прорезные и угловыми — остальные типы сварных соединений.
Сварку выполняют ручным, полуавтоматическим и автоматическим способами. В зависимости от толщины свариваемых деталей и способа сварки различают следующие типы стыковых сварных швов (рис. 53): по отбортовке — при толщине от 0,5 до 3 мм; без скоса кромок — при толщине от 3 до 8 мм; с V-образной разделкой кромок — при толщине от 6 до 30 мм; с Х-образной разделкой кромок — при толщине от 16 до 40 мм; с U-образной разделкой кромок — при толщине от 25 до 50 мм.
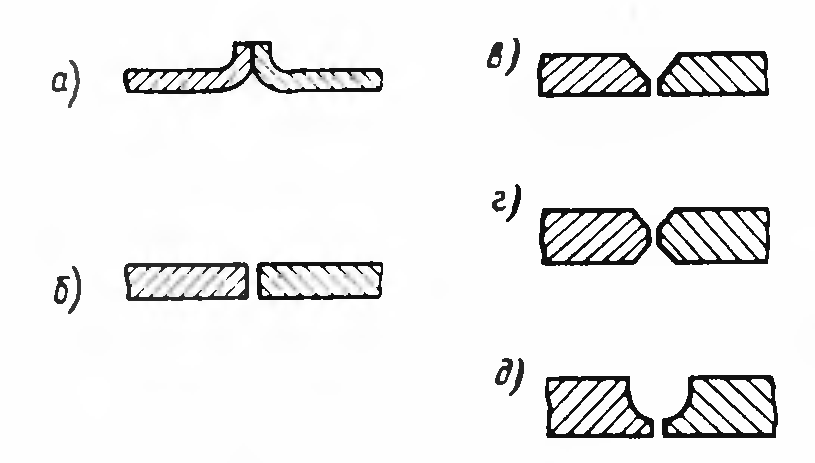
Рис. 53. Стыковые швы (подготовка кромок):
а — с отбортовкой; б — без скоса; в — с V-образной разделкой; г — с Х-образной разделкой; д — с U-образной разделкой
При стыковом соединении двух листов, у которых толщины отличаются больше чем на 2 мм, на более толстом листе снимается «ласка» шириной, равной пятикратной разности толщин стыкуемых листов (рис. 54).
Угловые швы тавровых соединений бывают (рис. 55): без скоса кромок — при толщине притыкаемого листа до 4 мм; с односторонним скосом кромок — при толщине притыкаемого листа от 4 до 15 мм; с двусторонним скосом кромок — при толщине притыкаемого листа 8 мм и более.
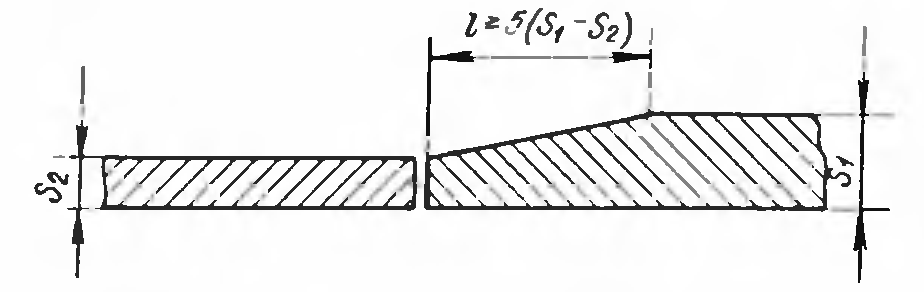
Рис. 54. Стыковое соединение листов разных толщин (со снятием «ласки»)
По расположению в пространстве сварные швы могут быть нижними, вертикальными, горизонтальными и верхними (потолочными).
Сварные швы выполняют сплошными и прерывистыми. Прерывистые швы допускаются в соединениях, не испытывающих вибрационных нагрузок, за исключением приварки балок бортового набора, набора в районе ледового пояса, а также флоров и стрингеров в районе подкреплений носовой оконечности.
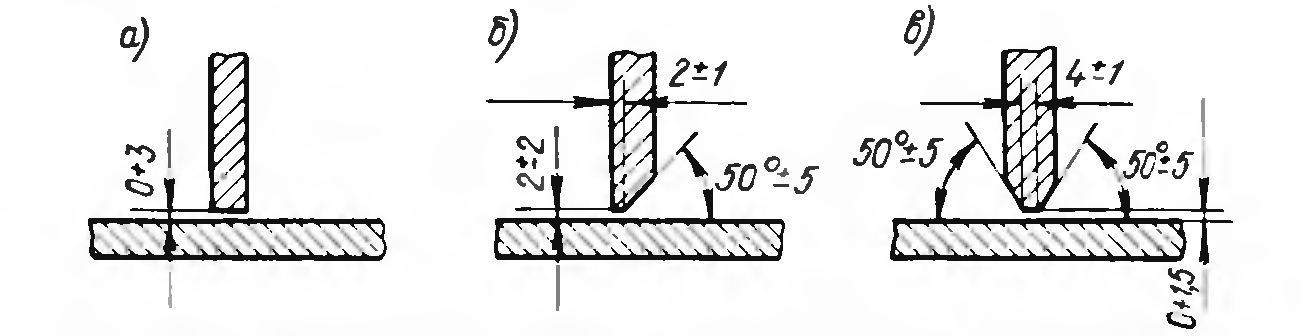
Рис. 55. Угловые швы тавровых соединений (подготовка кромок):
а — без скоса; б — с односторонним скосом; в — с двусторонним скосом
Заклепочные соединения сейчас используют только в отдельных судовых конструкциях, например при барьерном соединении ширстрека с палубным стрингером, или для барьерных швов на верхней палубе и в районе скулы.
Заклепочные соединения листов выполняют внакрой, внакрой с фланжировкой, встык на одной стыковой планке, встык на двух стыковых планках (рис. 56).
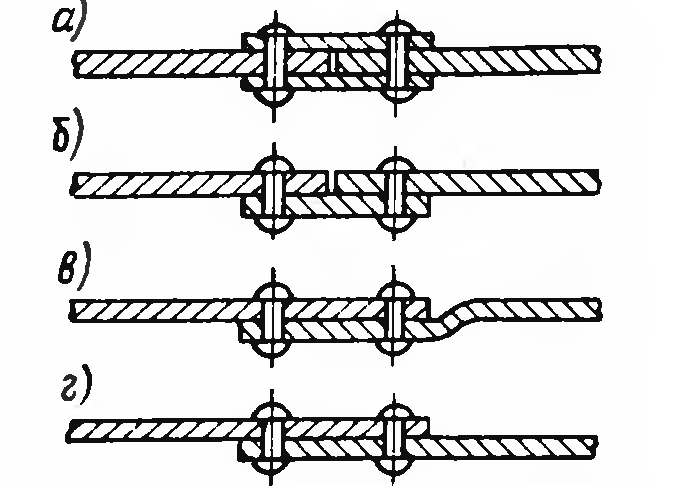
Рис. 56. Типы заклепочных соединений:
а — внакрой; б — внакрой с фланжировкой; в — встык на одной стыковой планке;
г — встык на двух стыковых планках
Многорядные заклепочные соединения, как правило, имеют цепное расположение заклепок; шахматная клепка допускается только на малых судах. Чтобы обеспечить плотность заклепочных швов, их чеканят.
Кроме сварных и заклепочных соединений, в судостроении применяют также болтовые, гужонные и шпилечные соединения. С помощью болтов соединяют некоторые съемные листы, фундаменты.
Гужоны представляют собой заклепки большого диаметра с нарезкой и потайной головкой, имеющей в верхней плоскости квадрат под ключ. Их применяют при соединении листов большой толщины, а также в тех местах, где установка заклепок затруднительна. После ввертывания гужона его верхнюю часть срубают и головку зачеканивают. В последнее время гужоны стали заменять электрозаклепками.
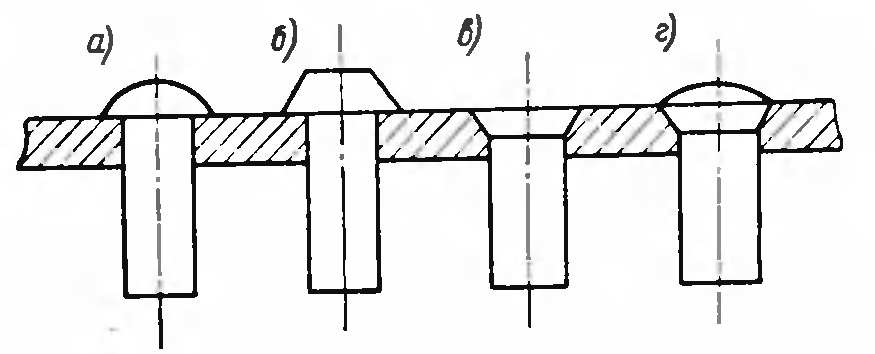
Рис 57. Типы заклепок:
а — с полукруглой головкой; б — с конической головкой; в — с потайной головкой; г — с полупотайной головкой
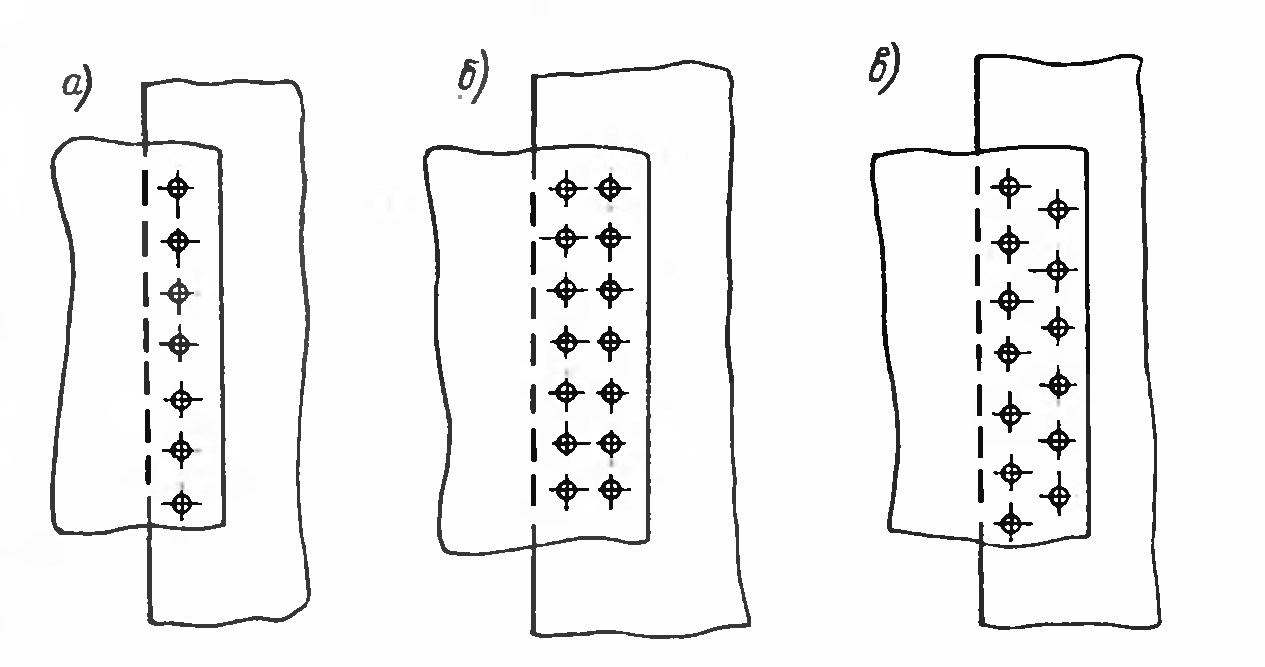
Рис. 58. Типы заклепочных швов:
Шпильки применяют для крепления крышек горловин, досок деревянного палубного настила, изоляции и т. д. Шпильки, в отличие от болтов, имеют нарезку с двух сторон и ввертываются одним концом в деталь. Часто применяют приварные шпильки.
Контрольные вопросы
1. Какие силы действуют на плавающее судно?
2. Что обеспечивает общую и местную прочность судна?
3. Назовите основные системы набора корпуса. Их отличительные
4. Расскажите о конструкции днищевого перекрытия с двойным дном.
5. Назовите основные типы флоров.
6. Как подкрепляют борт судов ледового плавания?
7. Для чего предназначаются главные поперечные переборки, какова их
8. Расскажите о типах штевней.
9. Какова конструкция фундаментов под главные механизмы?
10. Перечислите основные типы сварных соединений. Чем они различаются?
Фаскосниматели для подготовки торцов стальных труб под сварку

Почему необходимо выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Технические нюансы устройства
Если говорить о технологических особенностях таких приспособлений, то конструкторы предусматривают их функционирование только в соответствии с основными требованиями и правилами, предъявляемыми к данной линейке оборудования. Хотя допускаются исключения, и фаскосниматели успешно применяются при обработке труб из другого материала.
Нередко данные устройства называют кромкорезами, предназначенными для обработки внутренней фаски трубы. Ведь без нее края трубных изделий останутся неровными, а при их совмещении стык получится негерметичным.
Виды фасок
Срезать кромку с металлического проката можно тремя способами:
Особенности разных видов фасок
Другие виды разделки кромки
(стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Производство
Трубы стальные горячедеформированные бесшовные производятся из круглой в сечении заготовки — штанги.
Перед нами заготовка для бесшовной трубы. Еще не прошитая.
В общих чертах процесс изготовления выглядит так:
Здесь видны сразу несколько этапов производства.
Важно: холоднодеформированная бесшовная стальная труба производится практически так же. Разница лишь в том, что после прошивки и перед вальцеванием она охлаждается водой. Кроме того, для нее обязательно термообработка после прокатки.
Разумеется, описание самое примитивное и общее. Детали технологии могут отличаться в зависимости от типа заготовки (она может быть слитком, кованой, непрерывнолитой или катаной), способа раскатки гильзы (в сущности, гильза может быть получена не только прошивкой, но и экструзией — продавливанием металла прессом через кольцевидную щель) и многих других параметров.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Электрические мобильные фаскосниматели
Агрегаты данного типа рассчитаны на многофункциональное использование. С их помощью можно обрабатывать как трубные кромки, так и плоские детали прямолинейной и криволинейной форм.
Одни типы стандартных устройств имеют опорную платформу в виде диска, другие агрегаты — уголок из двух пластин.
В комплектацию типового агрегата с диском входят одна или несколько фрезерных головок, рассчитанных на различные углы заточки.
У приспособлений с пластинами угол заточки изменяется методом регулировки пространственного расположения опорных элементов относительно друг друга.
Рассмотрим подробнее типичных представителей приведенных выше фаскосъемных приспособлений.
Рис. 5 Конструктивное устройство кромкореза Euroboor B45
Euroboor B45. Электрический инструмент производства Нидерланды предназначен для снятия фасок и заусенцев с заготовок из алюминия и его сплавов, стали, нержавеющей стали, латуни и пластиков.
Подходящий режим обработки для разных материалов задается регулировкой скорости вращения фрезерной головки.
Прибор позволяет регулировать глубину фаски, а также изменять угол среза путем смены трехгранных режущих пластин в рабочей головке.
Примерная стоимость машинки Euroboor B45 около 770 у.е.
Рис. 6 Технические характеристики и конструкция рабочей головки Euroboor B45
Фаскосниматель ФС-22. Машина российского производства для снятия фаски шириной до 22 мм рассчитана на обработку заготовок с прямыми, изогнутыми кромками и труб диаметрами от 600 мм.
Фаскосниматель (кромкорез) предназначен для проведения быстрых и чистых операций по подготовке кромок листов и криволинейных изделий из нержавеющей, легированной и углеродистой сталей к сварке.
Прибор допускается использовать для обработки торцов после рубки или плазменной резки.
Рабочим инструментом фаскоснимателя служит фреза, оснащенная восемью быстросменными пластинами из закаленный твердосплавной стали.
Прямоугольные пластины оснащены сквозными отверстиями, через которые винтами крепятся к фрезе. Каждая из пластин имеет 4 режущих кромки, что позволяет экономно использовать ее ресурсы.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
– фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски
не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски
является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Узнать стоимость механических фаскоснимателей можно по телефонам ☎ 8-800-555-95-28
Фаскосниматели серии «Мангуст» для труб
Фаскосниматели специализированные
Фаскосниматели для подготовки торцов стальных труб под сварку
Опубликовано Эксперт в 27.02.202027.02.2020
Записки мастера по ремонту трубопроводов
Любая работа с трубами в энергетике или на объектах Ростехнадзора связана с точной и правильной стыковкой труб. Существуют ГОСТы и правила стыковки труб с учетом диаметров и толщин.В разных отраслях промышленности(Энергетика,газпром,нефтехимия) на сварку одних и тех же труб, предъявляются различные требования правил. К тому же, применение зарубежных сталей в энергетике стало проблемой для наших специалистов по сварке.
Более двадцати лет работаю мастером по ремонту.Как подрядчик, занимаюсь в разных отраслях,организацией ремонтов, заменой и монтажом различных стальных трубопроводов,- начиная от змеевиков и панелей котлов с диаметром труб от 16 мм и заканчивая водоводами до 3000 мм диаметром. Толщина стенки труб от 1 мм до 50 мм (редко, но бывают и более 50 мм).
Как и для чего торцуют трубы и готовят фаски, говорить сейчас не буду, кто читает, надеюсь в теме. Подробности о способах стыковки труб читайте в других публикациях сайта.
Технологии подготовки торцов труб (снятие фасок)
Трубы из импортной легированной или нержавеющей стали
Как работает фаскосниматель для стальных труб?
Фаскосниматель, это переносной станок, где режущим инструментом является твердосплавный резец, заточенный под требуемый угол. Такие приспособления выпускают для разных диаметров и толщин труб.
Инструмент раскрепляется специальными разжимами внутри трубы, один резец, закрепленный на вращающейся головке, ровно торцует трубу, другой снимает наружную или внутреннюю фаску. Настроить и работать таким станком не сложно. Работу сможет выполнять слесарь третьего разряда.
Особенности моделей фаскосьёмных машин для подготовки труб под сварку.
Пневмопривод несколько легче и безопасней, но необходимость иметь на местах качественный сжатый воздух, делает его не популярным в России по сравнению с электроприводом 220 вольт.
Производители и цены на фаскосниматели.
Если ваша компания готова покупать европейские станки, то я ни чего против них не имею. Немецкие, Итальянские фирмы продают качественный инструмент и европейские инженеры и рабочие неплохо зарабатывают на нём и на нас!
Мы, с советских времен, пользовались отечественными фаскоснимателями «Мангуст». Ни чего плохого сказать не могу, инструмент на уровне мировых брэндов, правда и цены на том же уровне! Привод как правило «электрический, от шлифовальных машинок «BOSCH» (Болгарок). Когда, однажды решили поменять редуктор на такой машине, приводов на рынке не оказалось-старая модель, BOSCH такие уже не выпускает!
К примеру, «Мангуст» в комплекте, на трубы до 32 мм диаметром стоит около 200 т.р. Такой же китаец мы приобрели за 65 т.р. Используем и наш и китайский инструмент уже три года, китайцы даже понадежней проявили себя. Зачем же переплачивать?
Не хочется бесплатно рекламировать,но на видео неплохой фаскосниматель по нормальной цене. Поставщики,порой поднимают цены в три раза! Будьте внимательны при выборе продавца!
Если не затруднит пишите в комментариях о своих наработках и проблемах.
Соединение с вентилями, смесителями и фильтрами
В большинстве случаев соединения полипропиленовых труб с упомянутыми изделиями и приспособлениями осуществляются резьбовым способом. Если для монтажа используются накидные гайки, то герметизация в них достигается за счёт наличия внутри прокладок из резины; в противном же случае резьбовому соединению требуется дополнительная подмотка из льняной пряди с пропитками, сантехнической нити, фум-ленты, пакли и т. д.
Само осуществление резьбовых соединений потребует наличия разводного или гаечного ключа, либо набора рожковых ключей различного размера.
Перечисленный комплект инструментов является достаточным при монтаже полипропиленовых труб в домашних условиях, и если они есть под рукой, вполне можно браться за сборку домашнего водопровода собственными силами.
Применение
Свойства трубы
Чтобы понять, где могут быть использованы трубы данного стандарта — посмотрим, что они собой представляют.
Области применения
Из особенностей трубы вытекает и ее применение: особо ответственные трубопроводы, где либо необходима экстремальная прочность, либо любая утечка обойдется слишком дорого:
Энергетика — одна из областей применения бесшовных труб.
Контактирующие с атмосферным воздухом элементы гидравлических систем обычно изготавливаются из нержавеющей стали, а корпуса поршней — старая добрая бесшовная труба горячей деформации.
Все о фаске и фаскоснимателях


Содержание:
Фаска: что это и зачем нужна?
Фаска – это полученная специальным образом кромка на торцевой поверхности металлического листа или на стенке трубы, скошенная под определенным углом.
Почему необходимо выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Угол снятия фаски
Угол снятия фаски с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Виды фасок
Особенности разных видов фасок
Другие виды разделки кромки (стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
Термический способ – фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Узнать стоимость механических фаскоснимателей можно по телефонам ☎ 8-800-555-95-28
Ламинат с фаской: преимущества и недостатки, особенности выбора и укладки

Какой ламинат лучше выбрать — с фаской или без? И что вообще значит «ламинат с фаской»? На эти и другие похожие вопросы мы ответим ниже.
Что такое фаска на ламинате?
Фаска — это скошенная кромка ламеля. Она образует углубления в стыках и подчеркивает наборную структуру покрытия. Именно благодаря фаске возникает иллюзия, что перед вами настоящий дощатый пол, а не обычный ламинат.
Какими бывают фаски? Они делятся по типу скоса и количеству обработанных краёв.
Особенности и преимущества ламината с фаской
Фаска — это не только декоративный элемент. Она также влияет на эксплуатационные свойства пола. Зачем же нужна фаска на ламинате?
Недостатки: мифы и правда
Мнение. В углубления между ламелями забивается грязь. Уборка покрытия с фаской требует больше сил и времени.
Как на самом деле? Такой ламинат действительно сложнее подметать. Однако зазоры, которые образует фаска, невелики. Справиться со скопившейся грязью можно с помощью пылесоса и швабры с мягкой насадкой.
Мнение. Ламинат с фаской уязвим для влаги, ведь из-за скошенных краёв площадь контакта с водой возрастает.
Как на самом деле? Хороший ламинат всегда покрывают влагостойким слоем. На фаску наносят идентичное покрытие или воск, который тоже отталкивает воду. Если у ламината качественные замки, в которые с трудом проникает жидкость, бояться нечего.
Мнение. Покрытие недостаточно прочное, поскольку скошенные края чувствительны к нагрузкам.
Как на самом деле? Толщина ламината с фаской колеблется от 8 мм до 12 мм. В сочетании с другими факторами это придаёт ему прочность. В то же время фаска на прочность не влияет: её площадь по отношению к ламелю незначительна.
Вам могут пригодиться
Ламинат с фаской в интерьере. В каких случаях без него не обойтись?
Особенности укладки ламината с фаской
Если вы не знаете, как класть ламинат с фаской, не стоит переживать. Монтаж почти ничем не отличается от укладки обычного ламината.
Варианты укладки
Подготовка основания
Укладка подложки
Выберите материал подложки.
Расстелите материал гладкой стороной вверх: рулоны раскатайте, а листовые подложки выложите по одной. Подгоните фрагменты так, чтобы они стыковались, но не перекрывали друг друга.
Аккуратно подрежьте материал по периметру комнаты острым ножом.
Монтировать подложку на клей не нужно. Однако стыки листов следует скрепить скотчем.



